Изобретение относится к машимостр еиию и может быть использовано для экономии инструментальных материалов и повышения производительности труда при механической обработке деталей машин.
Целью изобретения является повышение производительности труда при механической обработке деталей за сче повышения стойкости инструмента и снижение термоэлектродвижущей силы, возникающей при резании между инструментом и деталью.
Для осуществления предложенного способа металлорежущи инструмент, оснащенный пластинами твердого сплава, и заготовки деталей выдерживают жидком азоте.
Выдержку в жидком азоте проводят в течение 15-30 мин после окончанЗ Ш бурного кипения жидкого азота.
В результате за счет снижения термо-ЭДС, возникающей при рез-ании металлов 5 повышается обрабатываемость, определяемая возрастанием стойкости инструментов, или при равной стойкости с увеличением скорости резания растет производительность труда.
Пример осуществления способа.
Проводились стойкостные испытания токарных проходных резцов с механическим креплением пятигранных пла-с- тин твердого сплава Т15К6 при точении заготовок из сплава ВТ5,: одна вершина каясдой пластины работала до применения жидкого азота, вторая вершина - при подаче жидкого азота в зону резания, третья вершина - после прекращения подачи жидкого азота в зону резания, четвертая вершина - после вьщержки пластин и заготовок в жидком азоте, резания не изменены (V 7 1 ,6 м/мин, S О ,, 134 мм/об , t 0,5 мм). Перед каждым испытанием фиксировалась величина термо-ЭДС.
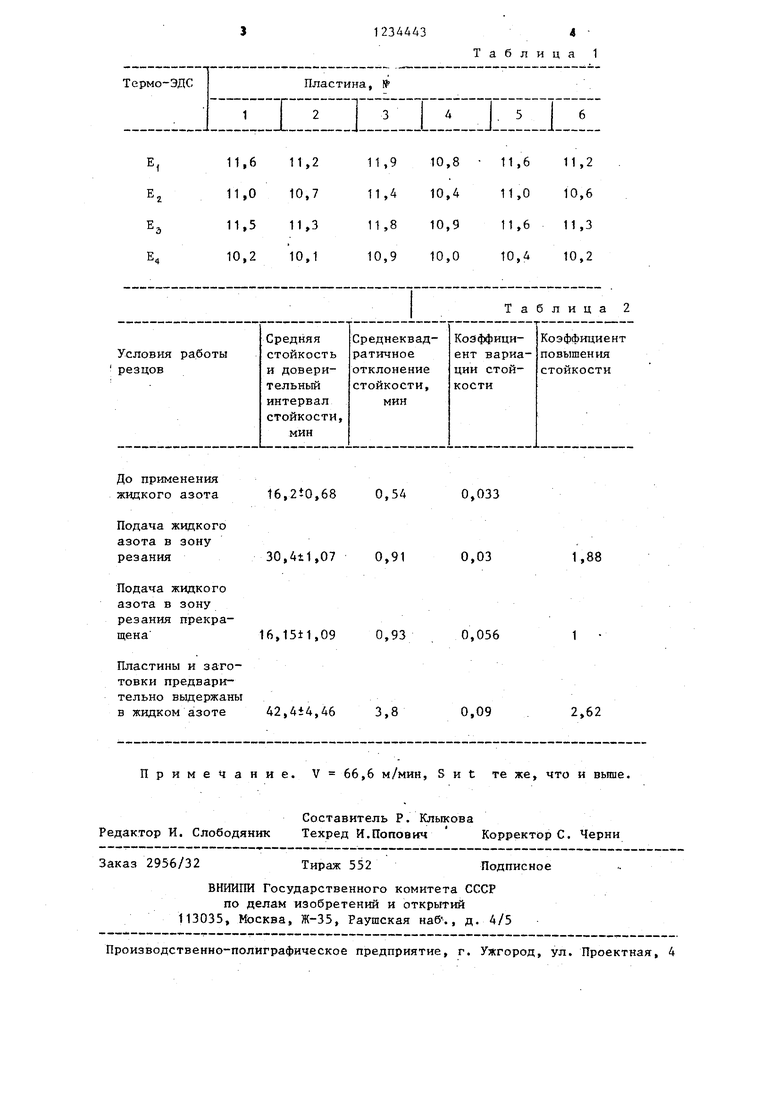
Результаты испытаний представлены в табл« 1 и 2,
В табл. 1 приведена термо-ЭДС Е- (мВ) 5, возникающая при резании, для пары Т15К6-ВТ5 (Е, .- термо ЭДС при резании до применения Ж1щкого азота; Е - термо-ЭДС при резании с подачей в зону резания жидкого азота; ЕЗ
О
5
D
0
j;
0
термо-ЭДС при резании после прекращения подачи жидкого азота в зону резания; Е - термо-ЭДС при резании после выдержки пластин и заготовок в жрщком азоте).
В табл. 2 приведены результаты стойких испытаний токарных резцов, оснащенных сплавом Т15К6., при точении сплава ВТ5.
При резании жидким азотом величина термо-ЭДС снижается, поскольку температура резания в этом случае уменьшается (температура и термо-ЭДС взаимно связаны); однако это снижение наблюдается в меньшей мере, чем в случае предварительной выдержки ин- стру гента и детали в жидком изоте.
При прекращении подачи жидкого азота в зону резания термо-ЭДС принимает значения, равные исходным (некоторое расхождение результатов EJ и E.J объясняется различием физико- механических свойств материала пластин в разных их участках).
Соответствующим образом изменяется стойкость инструмента: при подаче жщхкого азота в зону резан 1я стойкость возрастает, но не столь значительно, как в случае предварительной .выдержки инструмента и детали в жидком азоте; в случае прекращения подачи жидкого азота в зону резания стойкость принимает значения равные исходным.
Возрастание стойкости (табл, 2) согласуется со снижением термо-ЭДС (табл. 1).
Таким образом, подача жидкого азота в зону резат ия дает только сиюминутные положительные результаты, причем они менее ощутимы по сравнению с предварительной выдержкой в Ж1ГДКОМ азоте инструмента и детали.
Использование предлагаемого способа повышения обрабатываемости металлов резанием обеспечивает по сравнению с известным способом, используемым на предприятиях машиностроения, экономию инструментальнь(х материалов за счет повышения стойкости металлорежущих инструментов; повышение производительности труда на операциях механической обработки деталей машин за счет увеличения скоростей резания при исходной стойкости инстрз ментов.
16,2tO,68
16,15±1,09
0,54
30,4±1,070,91
0,93
Пластины и заготовки предварительно вьщержаны в жидком азоте 42,4i4,46
Примечание. ,6 м/мин, S и t те же, что и выше.
Составитель Р. Клыкова Редактор И. Слободяник Техред И.Поповкч Корректоре. Черни
Заказ 2956/32
Тираж 552
ВНИИПИ Государственного комитета CGCP
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская набч, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Таблица 1
0,54
0,033
0,03
1,88
0,93
0,056
3,8
0,09
2,62
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки заготовок из титановых сплавов | 1989 |
|
SU1703259A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2004 |
|
RU2288087C2 |
| Смазочно-охлаждающая жидкость | 2023 |
|
RU2805758C1 |
| Смазочно-охлаждающая жидкость | 2019 |
|
RU2688218C1 |
| Способ термообработки спеченного твердого сплава | 1984 |
|
SU1238890A1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| Смазочно-охлаждающая жидкость | 2018 |
|
RU2679651C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 1993 |
|
RU2043869C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 2009 |
|
RU2415177C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2423547C2 |
| Подураев В.Н | |||
| Резание труднообрабатываемых материалов, М.: Высшая школа, 1974, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО ТАРТАНИЯ | 1915 |
|
SU415A1 |
| Способ термической обработки инструмента | 1972 |
|
SU485161A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Известия высших учебных заведений | |||
| М.: Машиностроение, 1975, № 5, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
