.1
Изобретение относится к области переработки полимерных изделий и может быть использовано для изготовления резьбовых изделий.
Целью изобретения является повыт шение качества изделий.
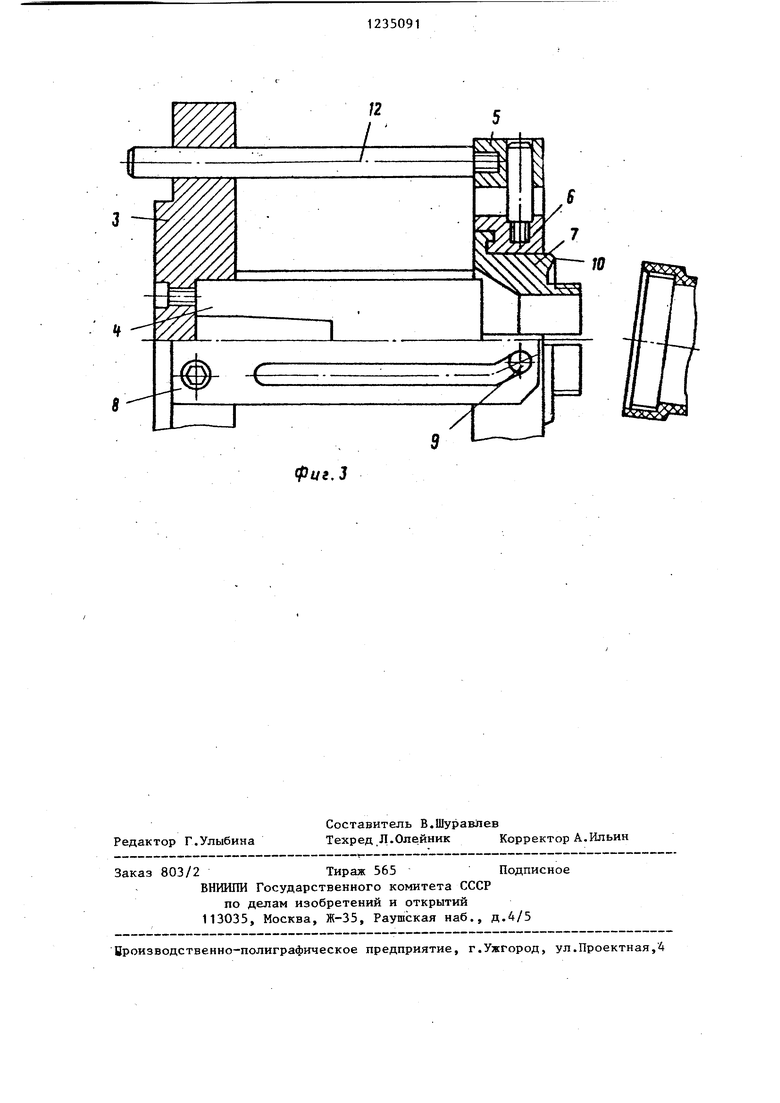
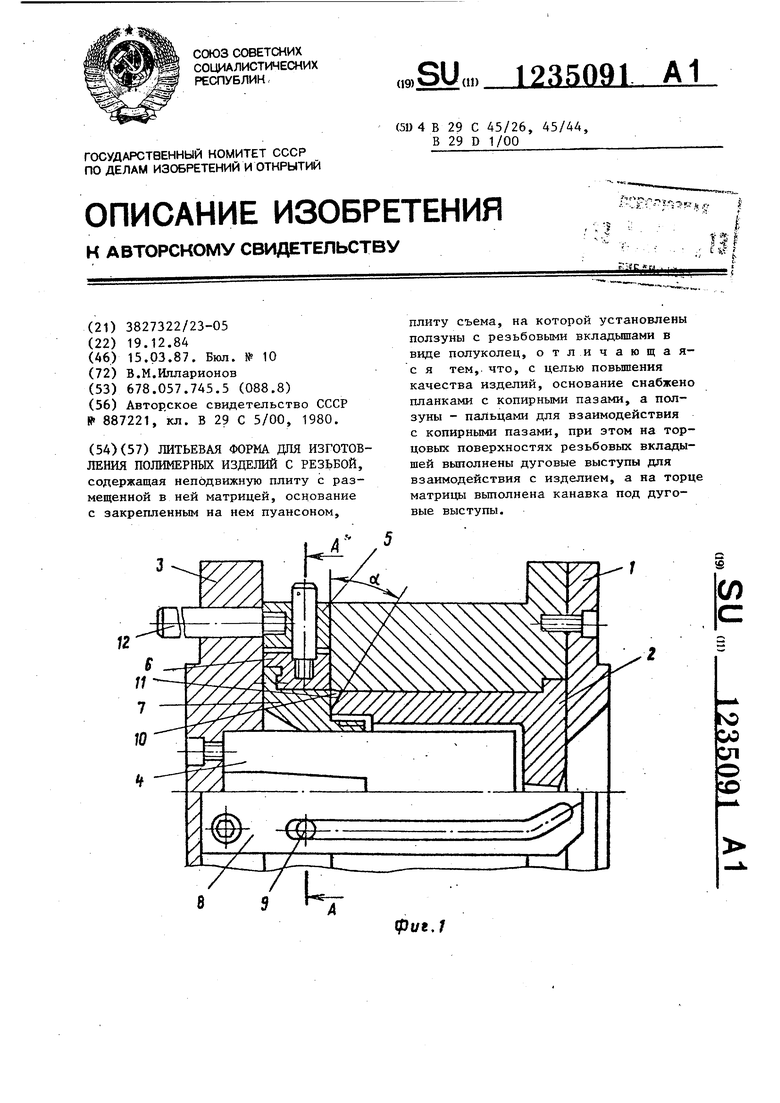
На фиг.1 показана форма в сомкнутом положении; на фиг.2 - разрез по А-А на фиг.1 на фиг.З - форма в момент раскрытия.
Литьевая форма содержит неподвижную плиту 1 с размещенной в ней матрицей 2, основание 3 с закрепленным на нем пуансоном 4, плиту съема 5, на которой установлены ползуны 6 с резьбовыми вкладышами в виде полуколец 7.
Основание 3 снабжено планками 8, с копирными пазами, а ползуны 6 - пальцами 9 для взаимодействия с копирными пазами.
На торцовых поверхностях резьбовых вкладышей выполнены дуговые конические выступы 10 для взаимодействия с изделием, а на торце матриц 2 выполнена канавка 11 под дуговые выступы 10.
Плита съема 5 снабжена толкателями 12.
12
Такое конструктивное решение позволяет исключить использование фиксаторов изделия, предотвращающих его залипание на одном из резьбовых
350912
вкладышей, но оставляющих в изделии следы в виде отверстий.;
Форма работает следующим образом, После впрыска полимерного материа- г ла и технологической выдержки производится раскрытие формы. При этом основание 3 вместе с пуансоном 4, плитой съема 5 и резьбовыми вкладышами отводится влево до тех пор, по- 10 ка толкатели 12 плиты съема 5 не дойдут до упора литьевой машины (не показан). После этого плита съема 5 с резьбовыми вкладьшами и изделием останавливается, а основание 3 с 15 пуансоном 4 и планками 8 продолжает перемещаеться влево. Пуансон выходит из изделия и ползуны 6 с резьбовыми вкладышами под действием наклонного участка Копирного паза сбли- 20 -/каются. При этом дуговые конические выступы 10 своей конической поверхностью отжимают изделие к оси формы, предотвращая его залипание на вкла- дьшгах и одновременно сообщая изделию ускорение в сторону его съема. Происходит сбрасывание изделия. Угол наклона конической поверхности oi выбирается конструктивно, но с целью предотвращения повреждения резьбы 30 в изделии вкладышем 8 его рекомендуется брать не больще половины угла профиля резьбы изделия.
При смыкании формы резьбовые вкладыши и плита съема возвращаются в 35 исходное положение. Цикл повторяется.
VJTI
А-А
Фиг. 2
«руг. J
Редактор Г.Улыбина
Составитель В.Шуравлев
Техред .Л.Олейник Корректор А.Ильин
Заказ 803/2Тираж 565Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Нроизводственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,А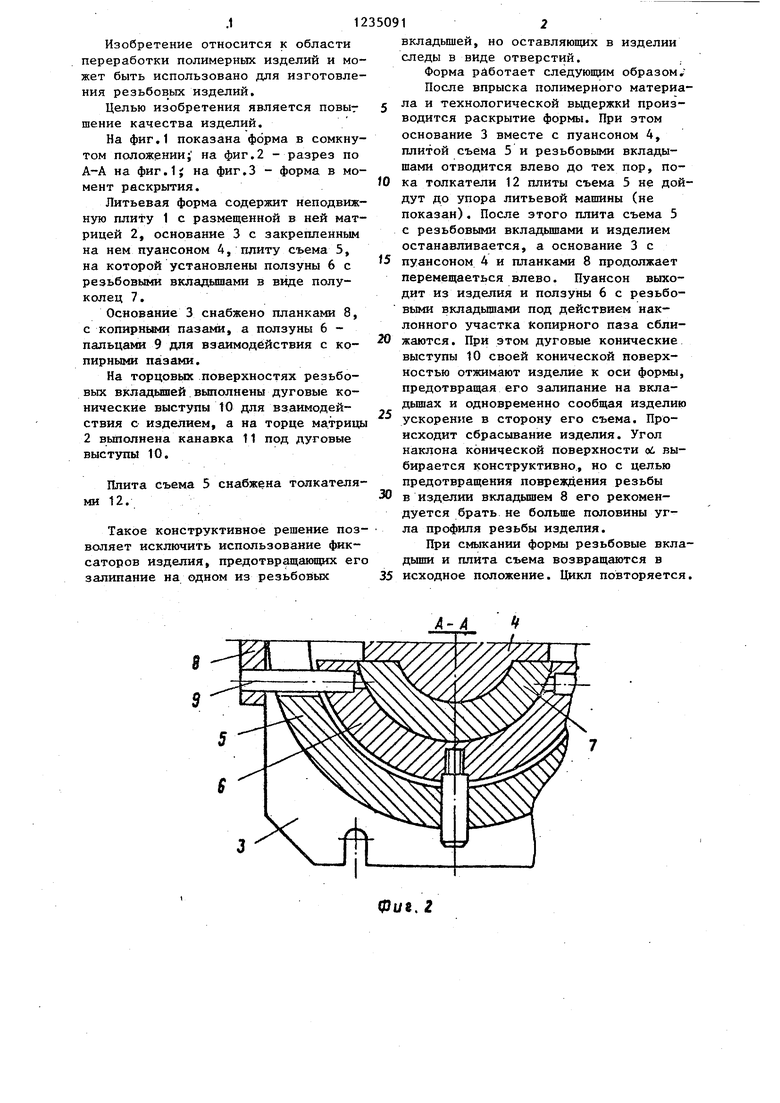
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с поднутрениями из полимерных материалов | 1980 |
|
SU887221A1 |
| Устройство для защиты резьбы,устройство для съема полимерных резьбовых изделий с резьбооформляющего элемента и литьевая форма для их изготовления | 1981 |
|
SU1068347A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Установка для прессования,съема и загрузки изделий на конвейер | 1984 |
|
SU1238969A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1549766A1 |
| Литьевая форма для изготовления полимерных изделий с внутренним поднутрением | 1984 |
|
SU1333590A1 |
| Литьевая форма для изготовления изделий с поднутрениями из полимерных материалов | 1980 |
|
SU887221A1 |
| Солесос | 1922 |
|
SU29A1 |
