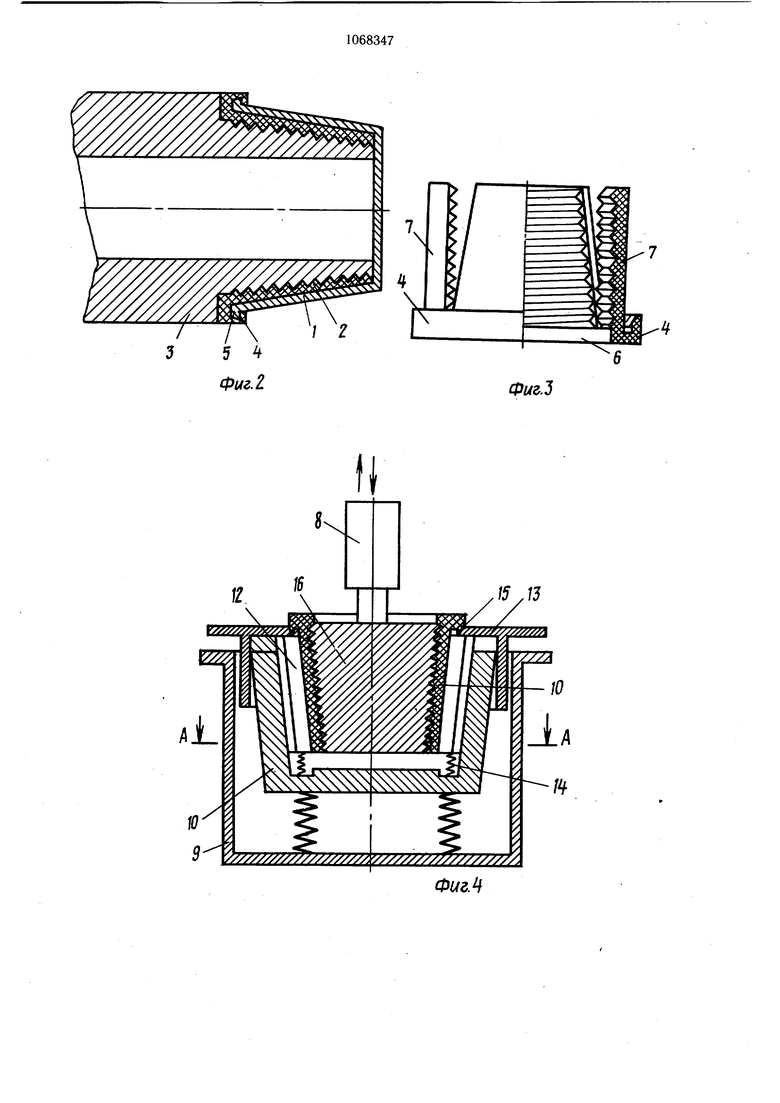
Изобретейие относится к машиностроению, предназначено для защиты резьб от засорения, воздействия агрессивных сред и механического повреждения и может быть использовано в нефтедобывающей и химической промышленностях, строительстве и других отраслях народного хозяйства. Известно устройство для защиты резьбы, включающее защитный кожух, резьбовой колпачок и средство фиксации кожуха и колпачка относительно друг друга. Резьбов(.й колпачок изготовлен из упругого пластика, например высокоплотного полиэтилена, и и меет коническую форму. На верхнем конце колпачка имеется внутренний фланец, переходящий в загнутую внутрь шейку, наружный диаметр которой чуть больше внутреннего диаметра защищаемой трубы. Конический кожух изготовлен из стального или алюминиевого листа и имеет на верхнем торце внутренний фланец с отогнутой внутрь шейкой. Кожух скрепляется с колпачком выдавленным на кожухе стопором 1. Недостатком устройства для защиты резьбы является сложность его конструктивного исполнения, ненадежность в эксплуатации, так как он не обеспечивает надлежаи1ую герметизацию и защиту резьбы от загрязнений и мexaничeckиx повреждений. Кроме того, установка устройства на защищаемую резьбу и его съем с нее отнимают много времени, особенно при большой длине резьбового участка, так как и то и другое осуществляют путем вращения устройства. Известно также устройство для съема полимерных резьбовых изделий с рёзьбооформляющего элемента, содержащее средство съема и его привод 2. Недостатком известного устройства для съема полимерных резьбовых изделий с резьбооформляющего элемента является то, что оно Не позволяет одновременно со съемом изделия с резьбооформляющего элемента выполнять в нем продольные разрезы, что влечет за собой дополнительную механическую обработку изделий. Известна литьевая форма для изготовления полимерных резьбовых изделий, содержащая резьбооформляющие вкладыши, сдвигающиеся толкателями, взаимодействующими с плитой выталкивания. Между резьбооформляющими вкладыщами размещен клиновой элемент, вследствие чего резьба выполняется с разрывами 3. Наиболее близкой к изобретению является литьевая форма для изготовления полимерных изделий, содержащая неподвижную литниковую плиту, жестко связанную с матрицей, пуансон, плиту съема и основание 4 Недостатком известных литьевых .форм для изготовления полимерных резьбовых изделий является то, что они исключают воз можность съема изделий с одновременным выполнением в йих продольных разрезов, для чего необходима дополнительная механическая обработка и оснастка. Целью изобретения является упрощение конструкции и ускорение процесса установки устройства для защиты резьбы на защищаемую резьбу и съема с нее. Эта цель достигается тем, что в устройстве для защиты резьбы, включающем защитный кожух, резьбовой колпачок и средство фиксации кожуха и колпачок относительно друг друга, колпачок выполнен в виде упруго соединенных между собой в одном из оснований диском или кольцом лепестковых резьбовых элементов, образую-i щих в сомкнутом состоянии резьбовую поверхность. При этом, с Целью обеспечения съема изделия с одновременным выполнением в нем продольных разрезов, в устройстве для съема полимерных резьбовых изделий с резьбооформляющего элемента, содержащем средство съема и его привод, средство съема выполнено в виде концентричяо размещенного в корпусе подпружиненного конического стакана с установленными в пазах подпружиненными ножами и размещенного на коническом стакане опорного кольца, установленного на торцах ножей. Кроме того, литьевая форма для изготовления резьбовых полимерных изделий, содержащая Неподвижную литниковую плиту, жестко связанную с матрицей, пуансон, плиту съема и основание, снабжена ножами и средствами их поперечного относительно направления раскрытия формы перемещения, выполненными в виде щиберов с направляющими пазами, а в матрице или пуансоне выполнены продольные пазы, в которых размещены ножи. На фиг. 1 показано устройство для защиты внутренней резьбы; на фиг. 2 - то же, для внешней резьбы; на фиг. 3 - резьбовой колпачок с кольцом; на фиг. 4 - устройство для съема, продольный разрез; на фиг. 5 - разрез А-А на фиг. 4; на фиг. 6 - литьевая форма для изготовления колпачков с внутренней резьбой; на фиг. 7 - разрез Б-Б на фиг. 6; на фиг. 8 - вариант литьевой формы (для изготовления колпачков с внешней резьбой); на фиг. 9 - разрез В-В на фиг. 8. Устройство для защиты резьбы состоит из конического кожуха 1 и резьбового колпачка 2, устанавливаемого на защищаемую резьбу 3, которая может быть как внутрен ней, так и вяещней. Колпачок имеет кольцевой буртик 4, фиксирующий колпачок относительно кожуха и таким образом обеспечивающий фиксацию устройства в целом на защищаемой резьбе. Буртик может иметь кольцевой фигурный паз (фиг. 2), который
копирует кольцевой буртик 5, выполненный на кожухе и фиксирующийся в этом пазе.
Колпачок 2 (фиг. 3) вы1)лнен в виде упруго соединенных между собой в одном из оснований кольцом или диском 6 лепестковых резьбовых элементов 7, образующих в сомкнутом состоянии резьбовую поверхность, копирующую поверхность защищаемой резьбы, которая может быть как конической, так и цилиндрической. Лепестки 7, буртик 4 и кольцо 6 (или диск) выполнены как одно целое, из упругого (эластичного) материала, например термопластичного полимера. Количество лепестков может быть любым, а наиболее целесообразное их количество - 3-6.
При защите цилиндрической резьбы внещняя поверхность лепестков 7 образует в сомкнутом состоянии коническую поверхность, меньщее основание которой находится со стороны кольца 6 (или диска).
Лепестки 7 представляют собой секторы полого усеченного конуса, одна из поверхностей которого может быть цилиндрической Сопрягаемые друг с другом боковые поверхности лепестков крлпачка выполнены скощенными относительно радиального направления, причем скосы выполнены таким образом, что у одной части лепестков, размещенных через один, внутренняя ширина превыщает наружную, а у другой - наоборот, - наружная щирина превыщает внутреннюю. Это обеспечивает при смыкании лепестков и создании обжимного усилия их поперечное перемещение относительно друг друга и, как следствие, уменьшение поперечных размеров колпачка, что необходимо при его установке на резьбу.
Устройство устанавливают на защищаемую резьбу следующим образом.
Вначале на резьбу 3 надевают продольным перемещением до упора лепестковый колпачок 2. При надевании колпачка на внутреннюю резьбу (фиг. 1) происходит его обжатие резьбовыми выступами, равное высоте резьбы. При обжатии лепестков благодаря скосу их сопрягаемых поверхностей возникает радиальное усилие, которое отгибает, те лепестки, у которых внутренняя ширина превыщает наружную, во внутрь колпачка. Это обеспечивает уменьщение поперечных размеров колпачка и его быструю установку без доворачивания. Затем в колпачок вставляют до упора в диск 6 кожух 1, который своим большим основанием вначале отгибает оуртик 4 и при дальнейшем перемещении, фиксируется им. По мере перемещения кожух задвигает своей наружной конической поверхностью выпирающиеся лепестки и обеспечивает их расклинивание, повышающее герметичность стыков.
На наружную резьбу устройство устанавливается аналогично, при этом во время
надевания колпачка лепестки расходятся, и резьба на них не препятствует надеванию. При защите цилиндрической резьбы конусность внешней поверхности лепестков 7 обеспечивает их обжатие кожухом 1, что повышает герметичность защиты.
Устройство снимают с резьбы путем нажима специальным конусным кольцом на буртик .4, который увеличивается в диаметре, после чего снимают кожух и колпачок.
Для облегчения разъединения кожуха и колпачка они могут быть подпружинены относительно друг друга, например с помощью упругой прокладки, установленной, например, между дном кожуха 1 и диском 6 колпачка. Для упрощения установки и съема устройства кожух и колпачок могут быть связаны друг с другом упругой связью, например пружиной.
Для повышения эксплуатационной надежности устройства кожух 1 изготавли-;
вают из материала, например металла, коэффициент теплового расширения которого в 3-10 раз меньше аналогичного коэффициеента материала колпачка 2, изготовленного, например, из термопластичного полимера. Тогда при эксплуатации устройства
при более высоких чем монтажные температурах обеспечивается температурное расклинивание колпачка в, просранстве между кожухом и защищаемой резьбой и повышение герметичности защиты. Если же устройство будет эксплуатироваться при пониженных температурах, то как защитный кожух, так и колпачок изготавливают из материалов, например полимеров, коэффициенты теплового расщирения которых превыщают аналогичные коэффициенты материала защищаемой резьбы также в 3-10 раз.
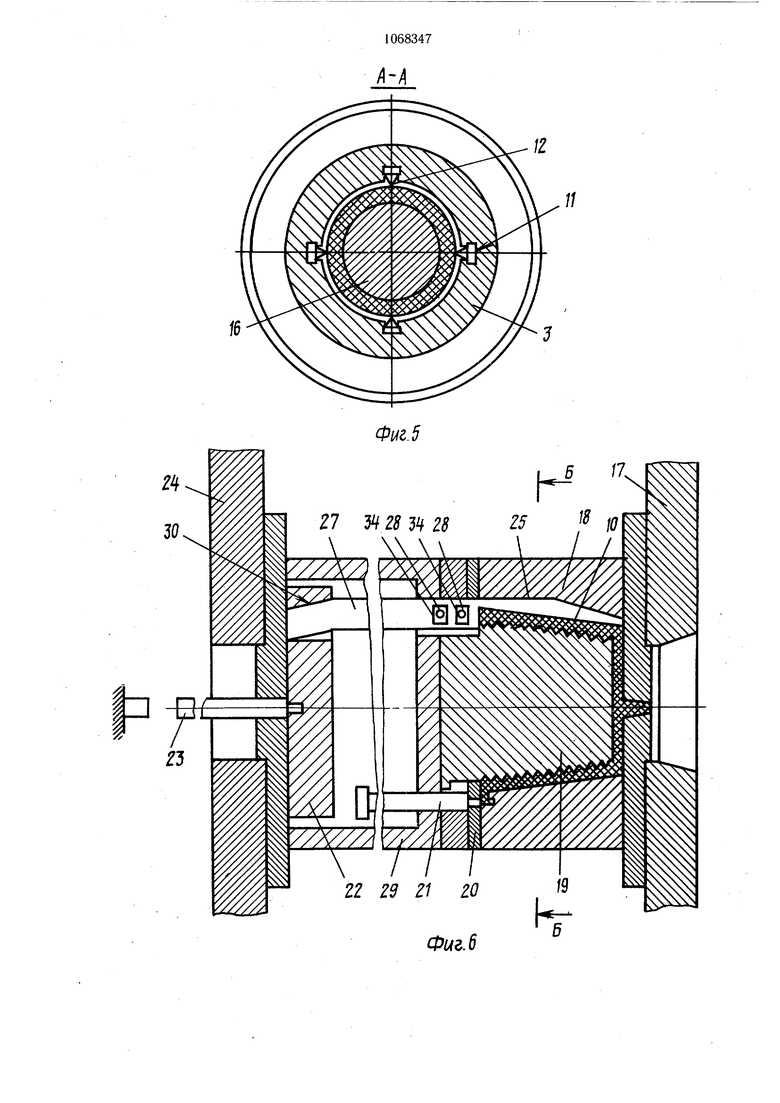
Устройство для съема полимерных резьбовых изделий с резьбооформляющего элемента состоит из средства съема и его привода 8 возвратно-поступательного перемещения. Средство съел4а выполнено в виде концентрично размещенного в корпусе 9 подпружиненного конического стакана 10 с установленными в пазах 11 ножами 12 и
размещенного на коническом стакане опорного кольца 13, установленного на торцах ножей 12. Между нижними торцами ножей и дном конического стакана расположены пружин ы 14. Для фиксации резьбового изделия на опорном кольце,13 предусмотрен
кольцевой паз 15.
Устройство работает следующим образом.
Резьбооформляющий элемент 16 с заготовкой изделия устанавливается на опорном кольце 13 и совместно с приводом 8
возвратно-поступательного перемещения опускается, при этом ножи 12 вводятся в заготовку до контакта с резьбооформляющим элементом 16. Таким образом, в заготовке выполняются продольные надрезы.
По достижении резьбооформляющим элементом 16 дна конического стакана 10 последний также начинает опускаться, преодолевая сопротивление пружин, до тех пор, пока опорное кольцо 13 не опустится на корпус 9.. Вслед за этим заготовка за счет упругой деформации стягивается опорным кольцом 13 резьбооформляющего элемента 16 и окончательно разрезается ножами 12, в результате чего осуществляется съем (Изделия с одновременным выполнением в Нем продольных разрезов.
Литьевая форма состоит из неподвижной литниковой плиты 17, жестко связанной с матрицей 18, пуансона 19, плиты 20 съема с толкателями 21, плиты 22 выталкивания с хвостовиком 23 и основания 24. Пуансон 19 является резьбооформляющим элементом формы для изготовления колпачков с внутренней резьбой. В матрице 18 выполнены продольные пазы 25, в которых размещены ножи 26. Средство их поперечного относительно направления раскрытия формы перемещения выполнено в виде щиберов 27 с направляющими пазами, в которых расположены пальцы 28, закрепленные в промежуточной плите 29.
В плите 22 выталкивания выполнены пазы 30 для перемещения шиберов 27.
В варианте литьевой формы для изготовления колпачков с внещней резьбой ножи 26 размещены в продольных пазах в пуансоне 19, при этом резьбооформляющим элементов является матрица 18 Для перемещения щиберов 27 предусмотрен привод 31, закрепленный в промежутточной плите 29 и связанный с ними тягами 32. Для удержания заготовки на пуансоне выполнен кольцевой паз 33.
Форма работает следующим образом.
После впрыска расплава полимерного материала и технологической выдержки форма раскрывается и пуансон 19 извлекается из матрицы 18. При соприкосновении хвостовика 23 с упором термопласт-автомата плита 22 выталкивания останавливается, и ножи 26 в ходе дальнейшего перемещения основания 24 с промежуточной плитой 29 сводятся в радиальном направлении, при этом ножи 26 вводятся в заготовку до контакта с резьбооформляющим пуансоном 19. Параллельное перемещение ножей 26 обеспечивается направляющими пазами 34.
Далее за счет взаимодействия плиты 22 выталкивания с толкателями 21 заготовка стягивается с пуансона 19 плитой 20 съема
Во время съема заготовки ножами 26
0 осуществляется окончательное разрезание
заготовки и удаление изделия из формы.
В варианте выполнения формы для изготовления колпачков с внешней резьбой введение ножей в заготовку производится приводом 31 через тяги 32, которыми перемещаются ножи 26. Затем производится раскрытие формы и удаление заготовки с одновременным окончательным разрезанием ее аналогично указанному.
Во время закрытия формы заготовка 0 извлекается из л атрицы 18 на пуансоне 19 за счет удержания ее на последнем кольцевым пазом 33.
Использование изобретения обеспечит экономию материалов в народном хозяйстве как за счет уменьшения предлагаемых уст5 ройств материалоемкости так и за счет уменьшения повреждения защищаемой резьбы изделий, например буровых труб.


| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Пресс-форма для полимерных изделий с резьбами | 1981 |
|
SU1007996A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1984 |
|
SU1235091A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ"^-^ | 1973 |
|
SU375198A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1988 |
|
SU1676822A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Пресс-форма для полимерных изделий с внешней резьбой | 1980 |
|
SU996219A1 |
| Литьевая форма для изготовления полимерных изделий с боковыми отверстиями | 1983 |
|
SU1162600A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |

1. Устройство для защиты резьбы, включающее защитный кожух, резьбовой колпачок и средство фиксации кожуха и колпачка относительно друг друга, отличающееся тем, что, с целью упрощения конструкции и ускорения процесса установ1 и его на защищаемую резьбу и съема с нее, колпачок выполнен в виде упруго соединенных между собой в одном из оснований диском или кольцом лепестковых резьбовых элементов, образующих в сомкнутом состоянии резьбовую поверхность. 2.Устройство для съема полимерных резьбовых изделий с резьбооформляющего элемента, содержащее средство съема и его привод огличаюы ееся тем, что, с целью обеспечения съема- изделия с одновременным выполнением в нем продольных разрезов, средство съема выполнено в виде концентрично размещенного в корпусе подпруi жиненного конического стакана с установленными в пазах подпружиненными ножами (Л и размещенного на коническом стакане опорного кольца, установленного на торцах ножей. 3.Литьевая форма для изготовления полимерных резьбовых изделий, содержащая неподвижную литниковую плиту, матрицу, пуансон, плиту съема и основание, отличающаяся тем, что форма снабжена ножами и средствами их поперечного относитель05 но направления раскрытия формы перемеще00 со 4 ния, выполненными в виде щиберов с направляющими пазами, а в матрице или пуансоне выполнены продольные пазы, в кото рых размещены ножи.
/i Л5
Фиг.
/2
.5
Фиг, 7
Фиг. 8
Фыг.д
| i | |||
| Патент США № 4157100, кл | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| К | |||
| Конструирование автоматических литьевых форм для деталей из термопластов | |||
| Л., Ленинградский дом научйо-технической пропаганды | |||
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Насос | 1917 |
|
SU13A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Н | |||
| Механизация и автоматизация прессования изделий из пластмасс | |||
| Л., Лениздат, 1962, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| К | |||
| Конструирование автоматических литьевых форм для деталей из термопластов | |||
| Л., Ленинградсжий дом научйо-техйической пропагайды | |||
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| | | |||
