Изобретение относится к трубопрокатному производству, в частности к усовершенствованию конструкции технологического инструмента трубопрокатного стана, а именно к оправкам для горячей прокатки труб, работгио- щих в условиях циклических темпера- турно-силовых нагрузок с большой амплитудой цикла.
Целью изобретения является повышение срока службы путем обеспечения снятия натяга и улучшения условий охлаждения после прокатки.
На чертеже представлено предлагаемое устройство.
Оправка состоит из оси 1 с кониче кой поверхностью 2 и буртом 3, сепаратора 4 с шариками 5 и бандажа 6. Фиксация сепаратора с шариками и бандажа на оси осуществляется шайбой 7 и винтами 8.
Оправка работает следующим обраЗОМс
При эксплуатации оправки в период ее взаимодействия с горячим деформируемым металлом из-за неравномерного распределения температуры создается условие образования теплового зазора между бандажом и осью. Однако, благодаря посадке бандажа на ось по конической поверхности, за счет усилия прокатки происходит самозатягивание бандажа на ось Тем самым обеспечивается не только выборка теплового зазора, но и гарантированный натяг. необходимый для снижения рабочих напряжений в бандаже в период прокатки. В цикле охлаждения оправки, когда температура оси превышает температуру бандажа, между ними создается условие образования теплового натяга, который, суммируясь с натягом, полученным в период прокатки, может привести к резкому возрастанию напряжений в бандаже и его разрушению. Установка между бандажом и осью сепаратора с шариками и выполнение посадочной поверхности с углом конусноеРедактор В.Иванова
Составитель Л.Матурина
Техред О.Сопко Корректор С.Черни
Заказ 3038/6
Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д„ 4/5
Производственно-полиграфическое предприятие, г„ Ужгород, ул. Проектная, 4
0
S
ти не менее 6° обеспечивает самосня тие -указанных натягов, тем самьм устраняет возможность разрушения бандажа .
Угол конусности определяется коэффициентом трения качения пары бандаж-ось, величина которого составляет 0,035-0,050, что соответствует углу трения 2+3. Поэтому выполнение угла соответственно меньше 4-6 ° приводит к самоторможению бандажа, т.е. не обеспечивается условие самоснятия натяга. Выполнение угла больше 6° хотя и обеспечивает условие самоснятие натяга,но приводит к повьш1ению расхо- , да материала на изготовление бандажа.
Пример. Составная оправка для для горячей прокатки труб на автомат- стане 140, включающая ось из зака- 0 ленной конструкционной стали 40Х с конической посадочной поверхностью, имеющей угол конусности 6° и бандаж из твердого сплава ВК-15 с наружным диаметром 86 мм и длиной 60 мм, имеющий коническое отверстие с тем же углом конусности. Между бандажом и осью установлены шарики диаметром 3 мм, размещенные в сепараторе и изготовленные из подшипниковой стали.
Оправка предназначена для прокатки труб с наружным диаметром 102 мм и толщиной стенки 7,5 мм.
В процессе прокатки под действием усилия прокатки бандаж, перемещаясь в осевом направлении на шариках, устанавливается на оси с некоторым натягом.
В период охлаждения бандаж сжимается и скатывается на шариках с по- садной поверхности оси, т.е. происходит самоснятие натяга, и тем самым устраня(2тся возможность разрушения бандажа,,
За базовый объект принята известная из практики цельнокованная оправка из хромоникелевого сплава Н61, по сравнению с которой стойкость предлагаемой повышена в пять раз.
5
0
5
0
5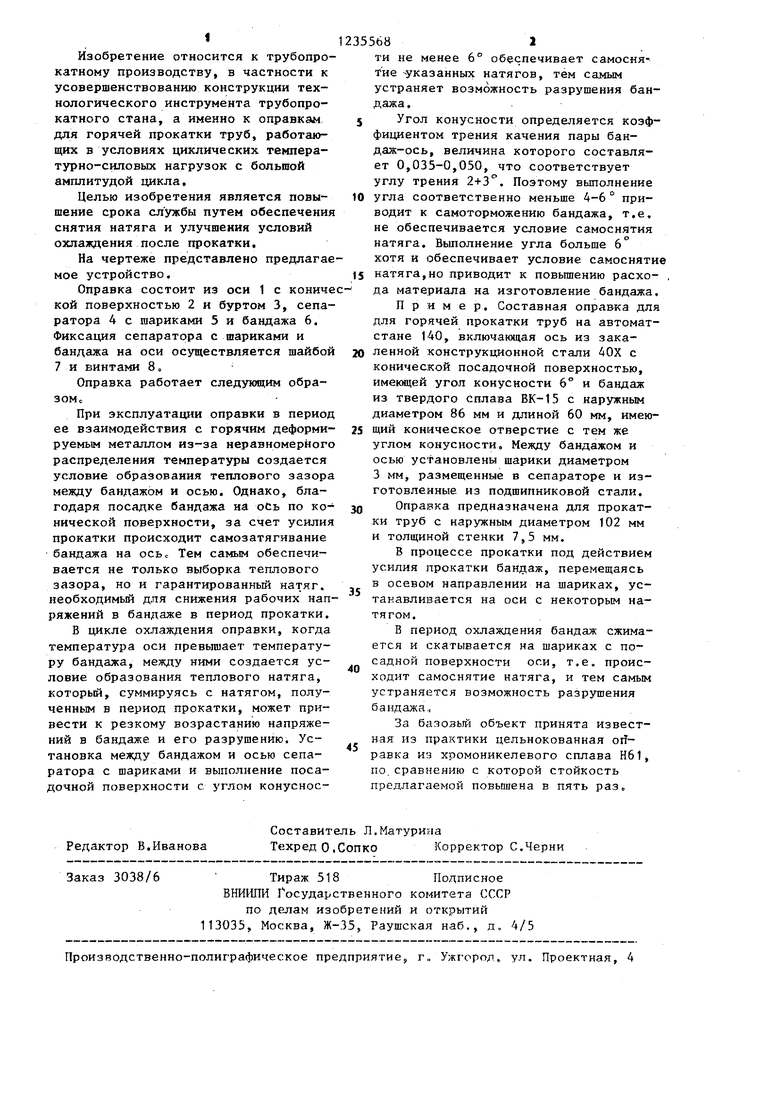
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка косовалкового трубопрокатного стана | 1984 |
|
SU1284625A1 |
| Прокатный валок | 1979 |
|
SU831243A1 |
| Устройство для удержания оправки в трубопрокатном стане | 1979 |
|
SU772622A1 |
| Заготовка для винтовой прошивки гильз | 1989 |
|
SU1696019A1 |
| Заготовка для винтовой прошивки | 1983 |
|
SU1131568A1 |
| Составной оправочный стержень трубопрокатного стана | 1980 |
|
SU858960A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1991 |
|
RU2020007C1 |
| Способ изготовления биметаллических цилиндрических изделий | 1982 |
|
SU1087221A1 |
| Оправка для прокатки труб | 1980 |
|
SU900889A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2016 |
|
RU2643848C2 |

| Оправка для производства изделий с внутренними спиральными ребрами | 1983 |
|
SU1082504A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
