Изобретение относится к трубопрокатному производству и может быть использовано на косовалковых станах при прошивке труб.
Цель.изобретения - повышение точности геометрических размеров гильз с диаметром отверстия 10-70 мм.
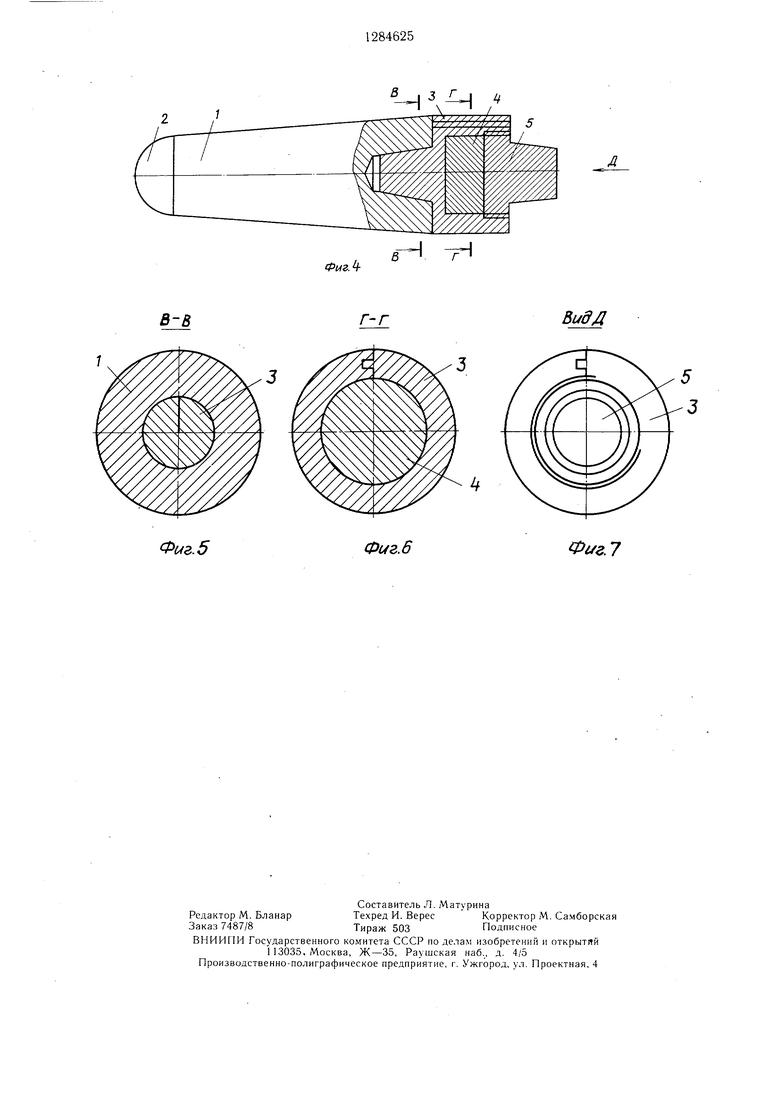
На фиг. 1 представлена оправка, втулка которой разрезана по эвольвенте, обш,ий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - оправка, втулка которой разрезана через паз-выступ, обший вид; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 - сечение Г-Г на фиг. 4; на фиг. 7 вид Д на фиг. 4.
Оправка содержит рабочую часть 1 с носиком 2, чистовую часть в виде втулки 3, разрезанной по эвольвенте (фиг. 1-3) или через паз-выступ (фиг. 4-7), расположенную внутри втулки цинковую шай10
15
часть - втулка выполнена из сплава ЭП- 745 ступенчатой. Одна ступень представляет собой конус с углом 3°, вторая - цилиндр диаметром 70 мм. В цилиндр в глухое отверстие диаметром 58 мм запрессовывают цинковую шайбу диаметром 58 мм, а стенки разрезают на электроэрозионном станке с толш,иной реза 0,2 мм вдоль оси по эвольвенте, представляющей развертку окружности радиуса 29 мм. Разрез выполняют от наружной поверхности цилиндра до оси. Коэффициент теплового расширения fX шайбы равен 35,410 1/град. Задний торец шайбы подпирался хвостовиком, соединенным по резьбе М 60X3. Этим обеспечивается герметичность полости втулки. Коническую ступень втулки запрессовывают в отверстие рабочей части оправки.
В процессе прошивки заготовки происходит нагрев тела оправки. Тепло от наружной поверхности чистовой части оправбу 4 и хвостовик 5, зажимаюший запрессо- 20 ки передается цинковой шайбе. Нагрев цинванную шайбу и соединенный с втулкой резьбой.
Оправка работает следующим образом.
В процессе прокатки, за счет контакта с горячим металлом и трения на поверхности, 25 происходит разогрев наружных слоев оправки. От носика 2, рабочей части 1, а также от нагретой втулки 3 тепло передается цинковой шайбе 4. Нагрев цинковой шайбы сопровождается увеличением ее линейных разковой шайбы сопровождается увеличением ее размеров (наружного диаметра) на 0,18-0,20 .мм. Расширение цинка приводит к тому, что увеличивается периметр наружного диаметра чистовой части оправки. Увеличение наружного диаметра близко к 0,18-0,20 мм. Величина колебаний радиуса по периметру втулки при скольжении соединяемых частей эвольвенты не превышает 0,10 мм, что соответствует допустимым тремеров. Так как шайба запрессована с одной ЗО бовапиям к точности изготовления оправок.
стороны в глухое отверстие, а с другой подпирается хвостовиком 5, соединенным с втулкой по резьбе и обеспечиваюшим герметичность полости, увеличение размеров шайбы происходит в радиальном направВ результате расширения чистовой части оправки обеспечивается дополнительный подпор металла подстужепного конца заготовки. Это способствует получению труб без конусности внутреннего отверстия и полении. Расширение приводит к увеличению 35 вышению точности геометрических размеров параметра шайбы и к расклиниванию на- труб по длине, ружной втулки по разрезу.
Скольжение сопрягающихся частей реза приводит к увеличению периметра втулки, а именно к увеличению наружного диаметра чистовой части оправки.
Пример Прошивку заготовок из стали ЗОХГСА длиной 2400 мм, нагретых до 1150°С, проводят на стане винтовой прокатки МИСиС-100. Полученные трубы имеФормула изобретения
4Q Оправка косовалкового трубопрокатного стана, содержащая рабочую часть с носиком, чистовую часть в виде втулки и хвостовик, отличающаяся тем, что, с целью повышения точности геометрических размеров гильз с диаметром отверстия 10-
ют размеры, мм: наружный диаметр 90, диа- 45 70 мм, она снабжена цинковой шайбой, рас- метр отверстия 72, длина 5000-5100. Про- положенной внутри втулки, которая выпол- катку проводят на оправке диаметром 70 мм, нена продольно разрезанной по эвольвенте носик 2 и рабочая часть 1 выполнены в виде или через паз-выступ и внутри которой единого целого из сплава ЭП-131. Чистовая шайба зажата хвостовиком.
часть - втулка выполнена из сплава ЭП- 745 ступенчатой. Одна ступень представляет собой конус с углом 3°, вторая - цилиндр диаметром 70 мм. В цилиндр в глухое отверстие диаметром 58 мм запрессовывают цинковую шайбу диаметром 58 мм, а стенки разрезают на электроэрозионном станке с толш,иной реза 0,2 мм вдоль оси по эвольвенте, представляющей развертку окружности радиуса 29 мм. Разрез выполняют от наружной поверхности цилиндра до оси. Коэффициент теплового расширения fX шайбы равен 35,410 1/град. Задний торец шайбы подпирался хвостовиком, соединенным по резьбе М 60X3. Этим обеспечивается герметичность полости втулки. Коническую ступень втулки запрессовывают в отверстие рабочей части оправки.
В процессе прошивки заготовки происходит нагрев тела оправки. Тепло от наружной поверхности чистовой части оправки передается цинковой шайбе. Нагрев цинковой шайбы сопровождается увеличением ее размеров (наружного диаметра) на 0,18-0,20 .мм. Расширение цинка приводит к тому, что увеличивается периметр наружного диаметра чистовой части оправки. Увеличение наружного диаметра близко к 0,18-0,20 мм. Величина колебаний радиуса по периметру втулки при скольжении соединяемых частей эвольвенты не превышает 0,10 мм, что соответствует допустимым треВ результате расширения чистовой части оправки обеспечивается дополнительный подпор металла подстужепного конца заготовки. Это способствует получению труб без конусности внутреннего отверстия и по вышению точности геометрических размеров труб по длине,
Формула изобретения
Оправка косовалкового трубопрокатного стана, содержащая рабочую часть с носиком, чистовую часть в виде втулки и хвостовик, отличающаяся тем, что, с целью повышения точности геометрических разБ-е
фиг-Z
Фиг.З
ФигЛ
Д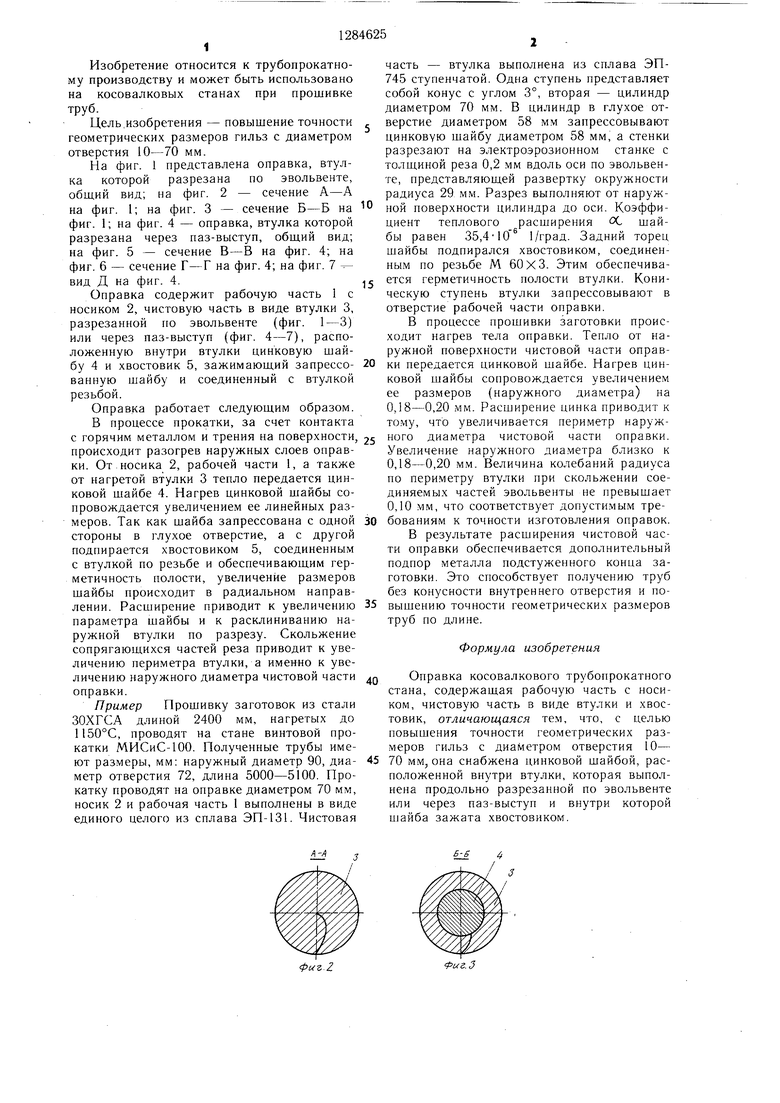
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА ДЛЯ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2297894C2 |
| Устройство для удержания оправки в трубопрокатном стане | 1979 |
|
SU772622A1 |
| Внутренний инструмент косовалкового стана | 1985 |
|
SU1242271A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Валок стана винтовой прокатки | 1985 |
|
SU1258532A1 |
| Оправка для горячей прокатки труб | 1985 |
|
SU1308405A1 |
| Способ производства горячекатанных труб на установке с автоматстаном | 1974 |
|
SU505455A1 |
ОПРАВКА КОСОВАЛКОВОГО ТРУБОПРОКАТНОГО СТАНА
Изобретение относится к трубопрокатному производству и может быть использовано при косоволновой прошивке. Цель - повышение точности геометрических размеров гильз с диаметром отверстия 10-70 мм. У оправки втулка 3 чистовой части выполнена разрезанной на всю толш,ину по эвольвенте или через паз-выступ. Внутрь втулки, установленной в рабочей части 1, запрессована цинковая шайба 4, которая зажата хвостовиком 5, по резьбе соединенным со втулкой. Тепло от наружной поверхности оправки при прокатке передается цинковой шайбе, которая, нагреваясь, увеличивает периметр чистовой части, что способствует получению труб без конусности внутреннего отверстия. 7 ил. 3 liZ, фиг,. / ю 00 4 С5 ю сд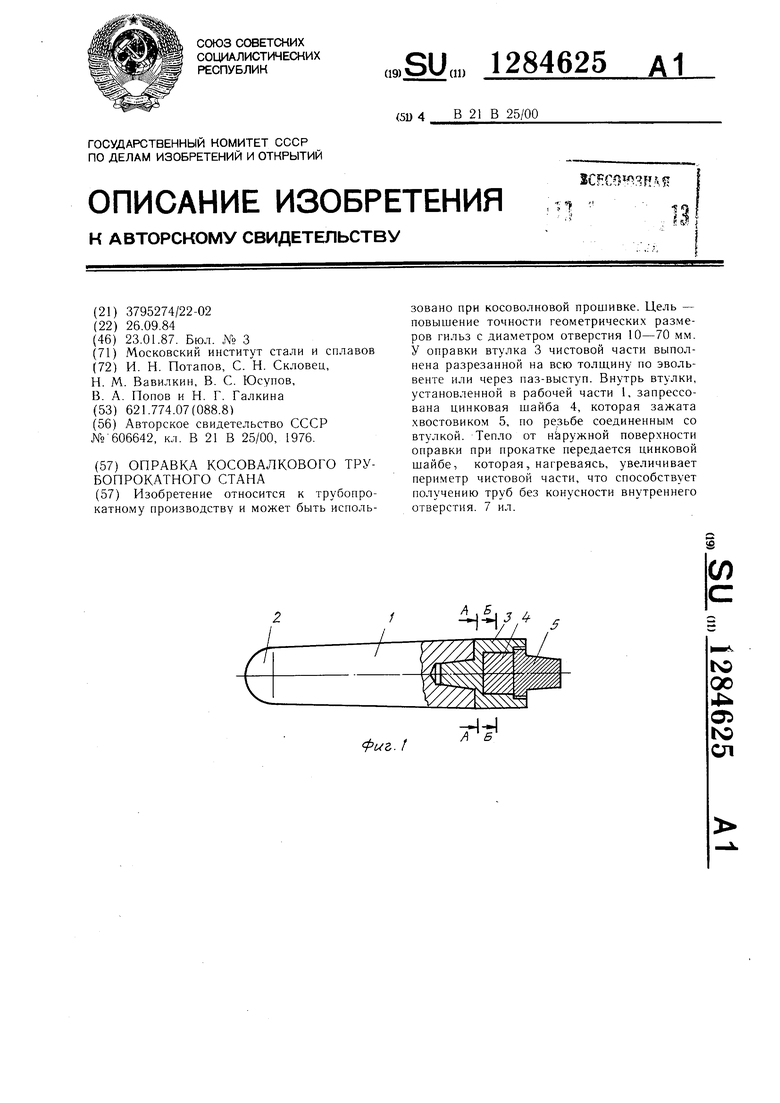
в-в
Г г
BuffM
Фиг. 5
Фиг.6
Ф1/г.7
| Упорный стержень прошивного стана | 1976 |
|
SU606642A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
