Изобретение относится к металлургической промышленности и может быть использовано в прокатном переделе, в частности при производстве полосовой стали, а также на обжимных и заготовочных станах.
Целью изобретения является увеличение времени кампании валков за счет уменьшения интенсивности их повреждения.
Способ осуще ствляется следующим образом.
В начале кампании валков производят прокатку партии металла с наибольшей энергоемкостью. В дальнейшем прокатывают партии металла с удельной энергоемкостью, уменьшающейся от партии к партии.
Величину снижения удельной энергоемкости при прокатке каждой последующей партии металла устанавливают в соответствии с неравенством 0,6
А,.,
где А
х 1.0,
и А,
удельный расход энегии соответственно при прокатке предыдущей и последующей партии метсшла.
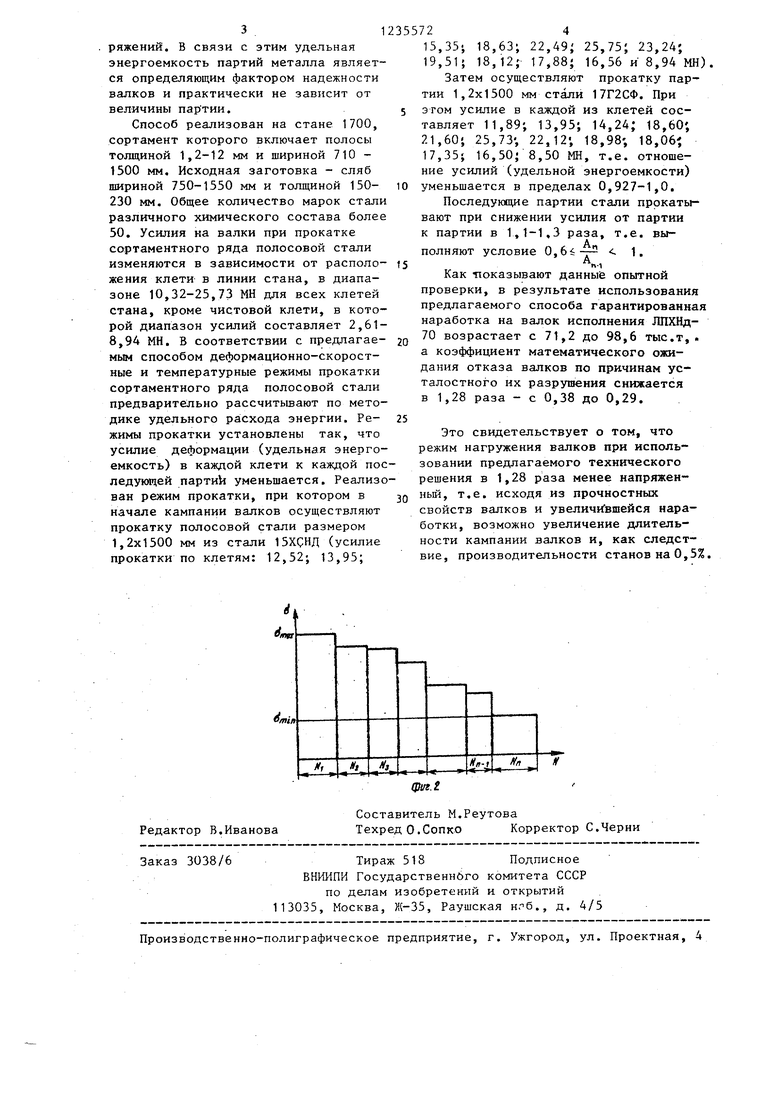
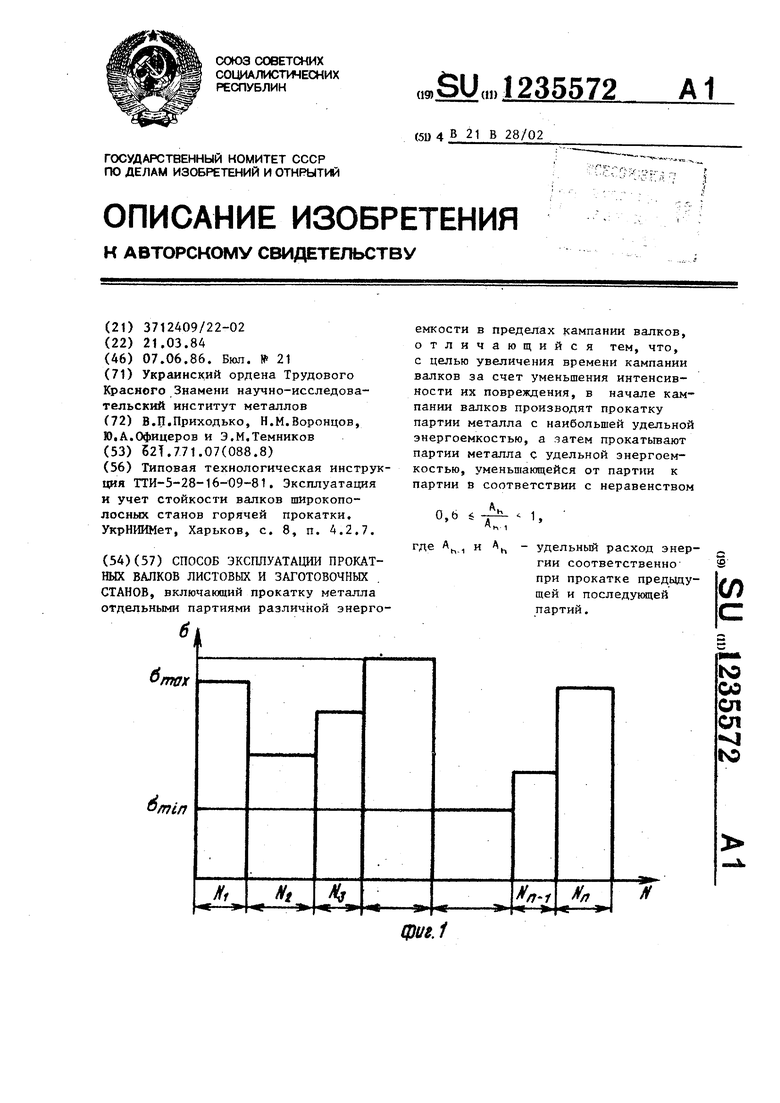
На фиг. 1 изображен график скачкообразного нагружения образцов; на фиг, 2 - убывакяций закон нагружения.
Исследованиями трещинообразования и разрушения валковых материалов установлено, что интенсивность образования и роста трещины до поломки зависит от закона нагружения и размаха напряжений (разницы между максимальными и минимальньми напряжениями) . При этом для одного и того же количества циклов нагружения и размаха напряжений, но различном законе нагружении (фиг, 1 и 2), интенсивность образования и роста трещин возрастает со скачкообразным нагру- жением образцов, при переходе от одного уровня напряжений к последующему (фиг, 1), В то же при убывающем законе нагружения (фиг, 2) интенсивность повреждаемости снижается, В результате исследований установлено, что интенсивность образования и роста трещин до поломки подчиняется закону
S.
К b,lg N
tntxx
е.
где b
, Ч
коэффициент, характеризующий закон нагру- жения, , и ч - коэффициенты, являю- щиеся функцией закона
нагружения соответственно произвольного и. при ,„; а - коэффициент, характе- ризующий свойства валкового материала; N - количество циклов нагружения; максимальное и мини- Sмальное напряжения
цикла соответственно. Анализ исследований показал, что значение коэффициента b находится в пределах 0,8-1,5, При этом нижний 0 предел (0,8) значения коэффициента b имеет место при убывакщем законе нагружения, а верхний предел (1,5) - при возрастании напряжений. При скачкообразном нагружении образцов зна- 5 чение коэффициента b находится в пределах 1,05-1,34 в зависимости от режима испытаний (частоты и уровня изменения напряжения испытаний в предебгпах rnih
лах Гп
6,
т.е, коэффициент
0
5
0
5
JJ интенсивности роста трещин в 1,35- 1,67 раза выше, чем при убывающем законе нагружения.
Коэффициент К имеет линейную зависимость в области измерения
6 5 1,0-0,6, При дальнейшем рас ОгО.Л)(
ширении области изменений напряжений при нагружении происходит прогрессирующее развитие трещинообразования, т,е, увеличение К, в связи с чем область нагружения валков двух соседних партий металла целесообразно ограничивать нижним пределом (0,6) указанного соотношения.
Учитывая, что напряжения, возникающие в валке, являются следствием нагрузки и связаны с ней определенной зависимостью, рассмотренные выводы экспериментальных исследований справедливы при рассмотрении режимов нагружения валков (усилием прокатки), т.е, удельной энергоемкости прокаты- вае1ушх профилей.
Следует отметить, что интенсивность образования трещин при заданном количестве циклов нагружении ваггков зависит в большей степени от размаха напряжений, чем от количества циклов для каждого уровня нап3.
. ряжений. В связи с этим удельная энергоемкость партий металла является определяющим фактором надежности валков и практически не зависит от величины партии.
Способ реализован на стане 1700, сортамент которого включает полосы толщиной 1,2-12 мм и шириной 710 - 1500 мм. Исходная заготовка - сляб шириной 750-1550 мм и толщиной 150- 230 мм. Общее количество марок стали различного химического состава более 50. Усилия на валки при прокатке сортаментного ряда полосовой стали изменяются в зависимости от расположения клети в линии стана, в диапазоне 10,32-25,73 МН для всех клетей стана, кроме чистовой клети, в которой диапазон усилий составляет 2,61- 8,94 МН. В соответствии с предлагаемым способом деформационно-скоростные и температурные режимы прокатки сортаментного ряда полосовой стали предварительно рассчитьшают по методике удельного расхода энергии. Режимы прокатки установлены так, что усилие деформации (удельная энергоемкость) в каждой клети к каждой пос ледуничей партий уменьшается. Реализо ван режим прокатки, при котором в начале кампании валков осуществляют прокатку полосовой стали размером 1,2x1500 мм из стали 15ХСНД (усилие прокатки по клетям: 12,52; 13,95;
фп. t
Составитель М.Реутова Редактор В.Иванова Техред О.Сопке Корректор С.Черни
3038/6
Тираж 518 Подписное BHWiriH Государственного комитета СССР
по делам изобретений и. открытий 113035, Москва, Ж-35, Раушская нлб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
5724
15,35. 18,63; 22,49; 25,75; 23,24; 19,51; 18,12; 17,88; 16,56 и 8,94 МН) Затем осуществляют прокатку партии 1,2x1500 мм стали 17Г2СФ. При этом усилие в каждой из клетей составляет 11,89; 13,95; 14,24; 18.60 21,60; 25,73, 22.12, 18,98; 18.06 17,35; 16,50; 8,50 МН, т.е. отношение усилий (удельной энергоемкости) уменьшается в пределах 0,927-1,0.
Последующие партии стали прокатывают при снижении усилия от партии к партии в 1.1-1,3 раза, т.е. выполняют условие 0, 1.
как -показывают данные опытной проверки, в результате использования предлагаемого способа гарантированная наработка на валок исполнения ЛПХНд- 70 возрастает с 71,2 до 98,6 тыс.т, . а коэффициент математического ожидания отказа валков по причинам усталостного их разрушения снижается в 1,28 раза - с 0,38 до 0,29.
Это свидетельствует о том, что режим нагружения валков при использовании предлагаемого технического решения в 1,28 раза менее напряжен- ный, т.е. исходя из прочностных
свойств валков и увеличившейся наработки, возможно увеличение длительности кампании валков и, как следствие, производительности станов на 0,5%,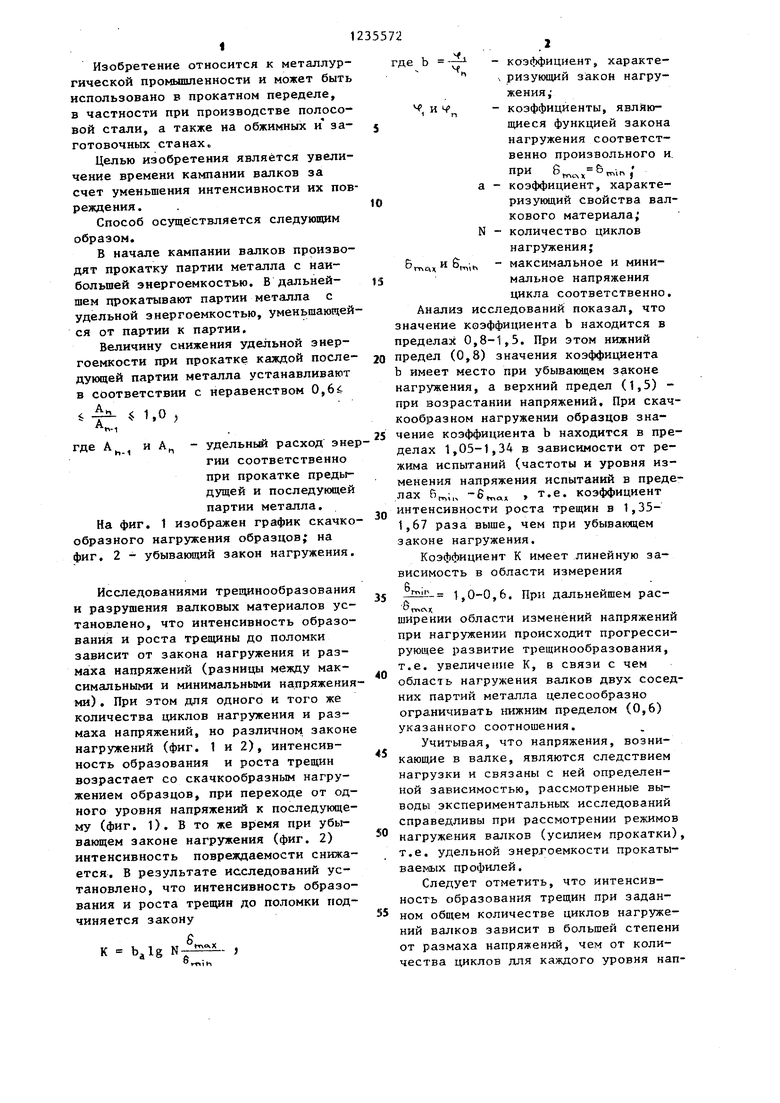
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки к эксплуатации рабочих валков клети кварто стана горячей прокатки | 1985 |
|
SU1340844A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1997 |
|
RU2107566C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2081923C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1997 |
|
RU2104811C1 |
| Способ эксплуатации опорных валков непрерывных широкополосных прокатных станов | 2022 |
|
RU2795664C1 |
| Способ непрерывной прокатки листов | 1986 |
|
SU1452631A1 |
| Способ непрерывной прокатки полос | 1980 |
|
SU1044348A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2007 |
|
RU2374017C2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Эксплуатация и учет стойкости валков широкополосных станов горячей прокатки | |||
| УкрНИИМет, Харьков с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
