1
Иэобретейие относится к комбинированным методам обработки, со- четакяцим механическое и электрохимическое воздействия на обрабатываемую поверхность, и может быть использовано для отделочно-зачистных операций.
Цель изобретения - повьшение производительности обработки путем интенсификации процесса съема.
Поставленная цель достигается тем что электроды вьшолнены в виде перегородок, которые установлены в плоскостях диаметральных сечений контейнера и с зазором относительно его дна.
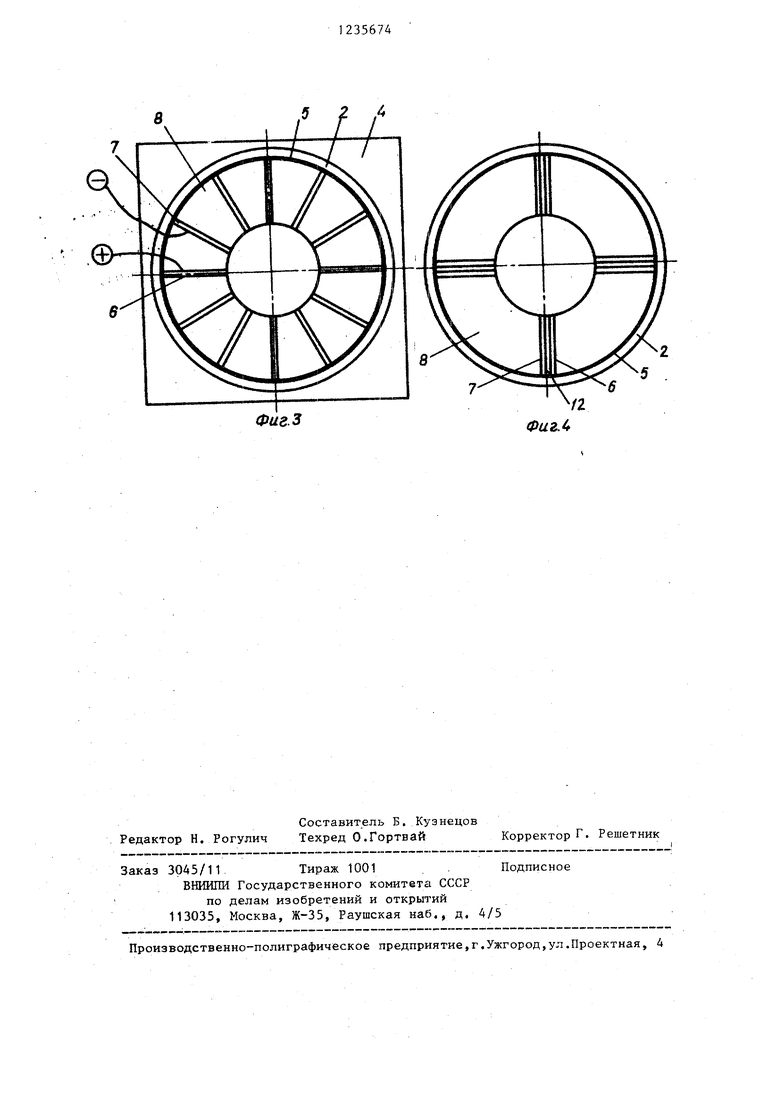
На фиг. 1 представлено устройство для анодно-абразивной обработки, общий вид. в разрезеJ на фиг. 2 - вид А на фиг. 1} на фиг. 3 и 4 - варианты расположения электродов.
Устройство содержит дебалансный вибратор 1, укрепленный на тороидальном контейнере 2, который посредством пружин 3 установлен на основании 4. Внутренняя поверхность контейнера 2 армирована диэлектрической футеровкой 5. В плоскостях диаметральных сечений контейнера 2 (фиг. 3) на его наружной и внутренней.стенках закреплены электроды - аноды 6 и катоды 7 подключенные к источнику тока. Приче электроды размещены относительно дна контейнера 2 с зазором (фиг. 2), составляющим 2/3 контейнера 2, а между электродами размещены отсеки .8. В контейнере 2 также размещены электролит 9, абразивные гранулы 10 и обрабатываемые детали 11. Устройство работает следующим образом.
В контейнер 2 заливают электролит 9, загружают абразивные гранулы 10 и обрабатываемые детали 11. Включают дебалансный вибратор 1, передающий низкочастотные колебания на тороидальный контейнер 2, Смесь абра
2356742
зивных гранул 10 и обрабатьгааемых деталей 11 приводится в движение и,
to
15
20
35
30
35
40
45
11
совершая сложное винтовое движение вокруг вертикальной оси вибратора 1,, упирается в плоскость анода 6 или катода 7, где смесь самосжимается (фиг. 3). При этом абразивные гранулы 10 сильнее прижимаются к поверхности обрабатываемых деталей 11 и производят зачистку микронеровностей. При подаче напряжения на электроды 6 и 7 происходит съем металла с поверхности деталей 11 за счет электрохимического растворения в среде электролита 9. Часть смеси проходит в зазор между дном контей- нерс1 2 и электродами 6 и 7 в сле- дуюпщй отсек 8, где технологический цикл обработки повторяется.
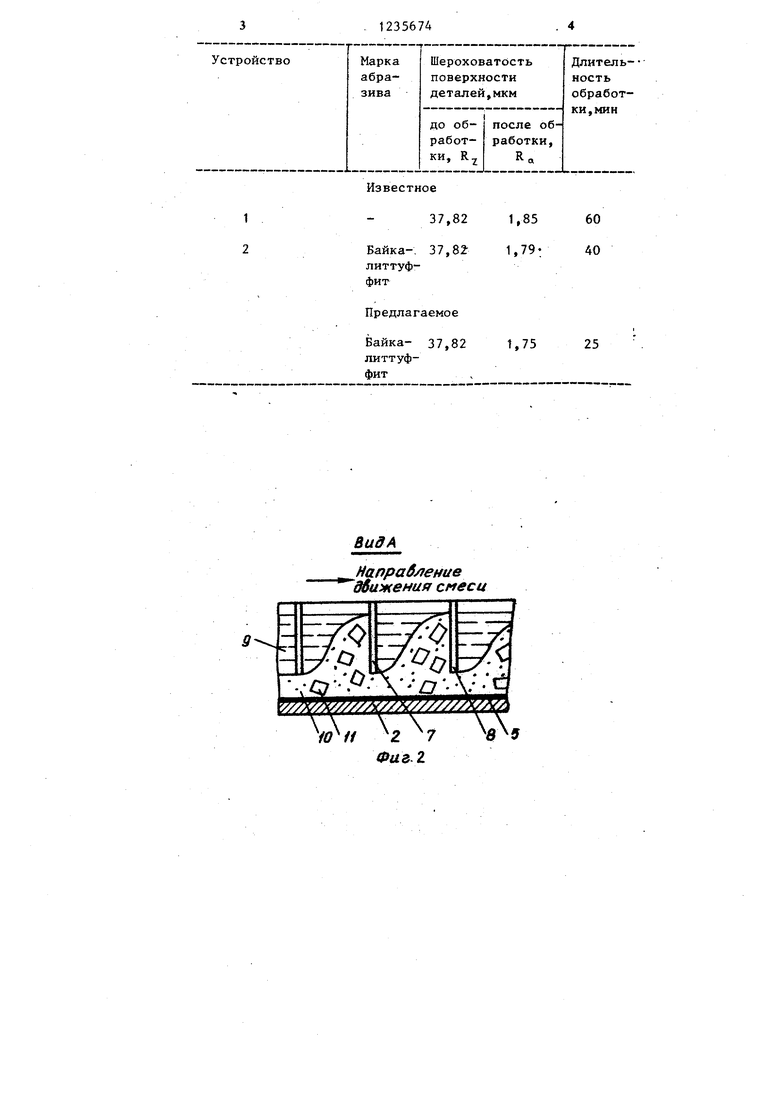
Возможно также расположение электродов (фиг. 4) попарное - анод и катод - с разделением их диэлектрической прокладкой 12.
Проводят сравнительные испытания -, известных и предлагаемого устройств. Обрабатывают детали типа шайб из стали при частоте колебаний 46, 66 Гц амплитуде 2 мм, напряжении на электродах 20 В, силе тока 120 А. Электролит - 10%-ный раствор хлористого натрия.
Результаты испытания приведены в таблице.
Как видно из результатов испытания., расположение электродов в плоскостях диаметральных сечений контейнера и с зазором относительно его дна улучшает качество обработки деталей., сокращает длительность их обработки, что обеспечивает увеличение производительности устройства на 40-60%, кроме того, технологический процесс протекает стабильно за счет непрерывной очистки поверхности электродов от окислов усиленным абразивным воздействием.
йидА
Направление ижения
1,85 60
1,79 40
1,7525
2 7 Фа&.2
Д
в 9
а
w
Фие.з
Фиг.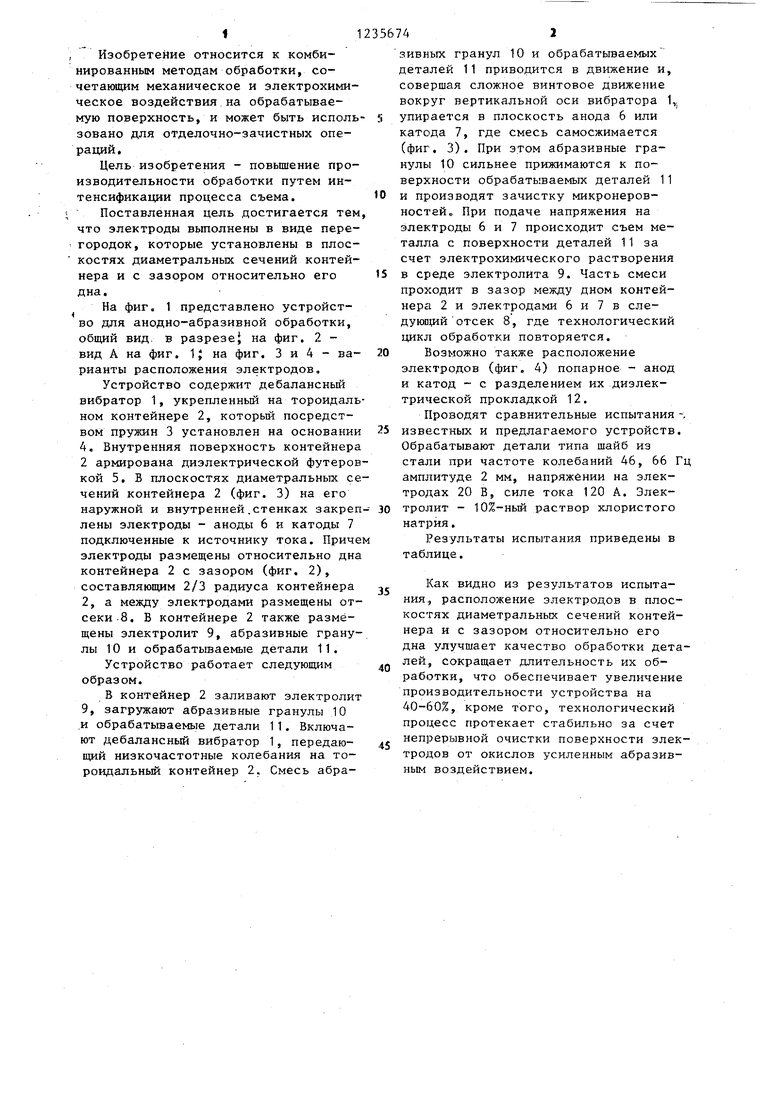
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационной обработки длинномерных деталей | 1985 |
|
SU1227434A1 |
| Установка для виброабразивной электрохимической обработки деталей | 1984 |
|
SU1254067A1 |
| Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий | 2022 |
|
RU2796389C1 |
| Вибрационная установка для непрерывной электрохимической обработки | 1981 |
|
SU973274A1 |
| Устройство для электрохимического снятия заусенцев | 1981 |
|
SU973275A2 |
| Устройство для вибрационной обработки | 1986 |
|
SU1397254A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ В ПОЛОЙ ЛОПАТКЕ ТУРБИНЫ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2019 |
|
RU2697751C1 |
| Машина для вибрационной обработки | 1990 |
|
SU1738612A2 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА И РАБОЧИЙ КОНТЕЙНЕР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694941C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2697759C1 |
| Кулаков Ю.М., Хрульков В.А | |||
| Отделочно-зачистная обработка деталей | |||
| М.: Машиностроение, 1979, с.106 |
