1
Изобретение относится к пайке, в частности к устройствам для пайки электросопротивлением с односторонним токоподводом, и может быть использовано для получения нахлесточ- ных паяных соединений металлов малых толщин и сечений в приборостроительной, радиоэлектронной и других отраслях промышленности, например, при пайке планарных выводов микросхем или тонких проволочных проводников к контактным площадкам печатных плат в том числе и многослойных, изготовленных любым методом.
Цель изобретения - улучшение качества паяных соединений и расширение технологических возможностей устройства.
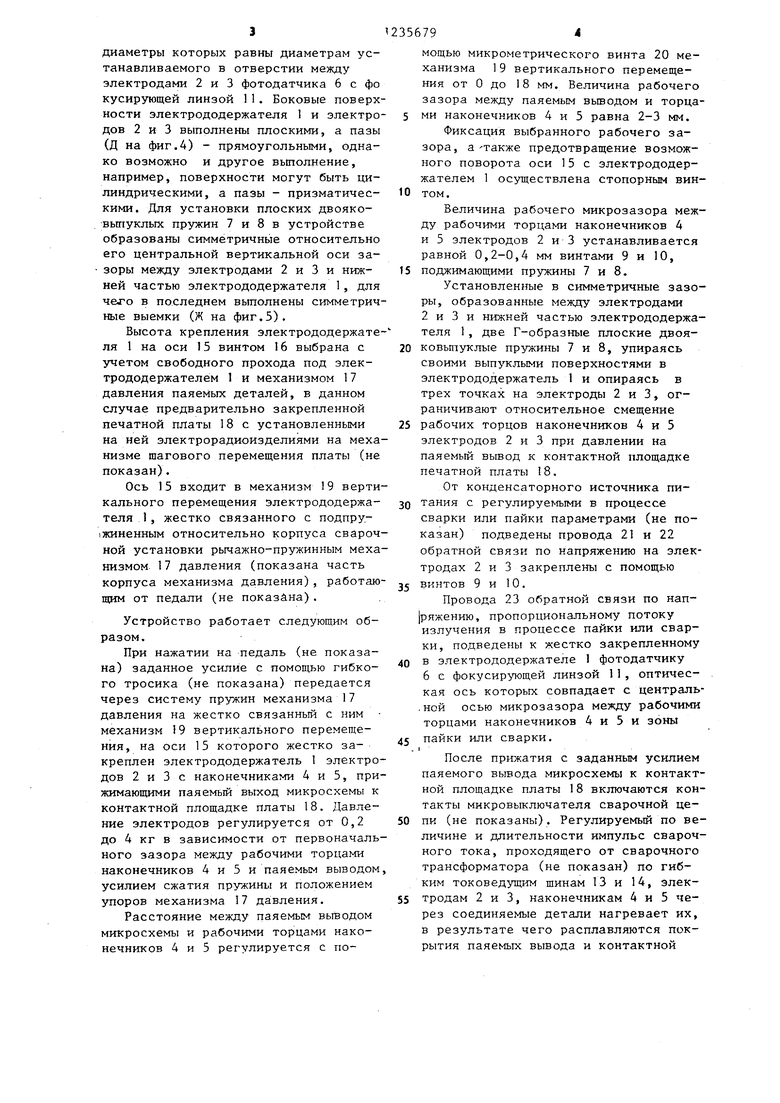
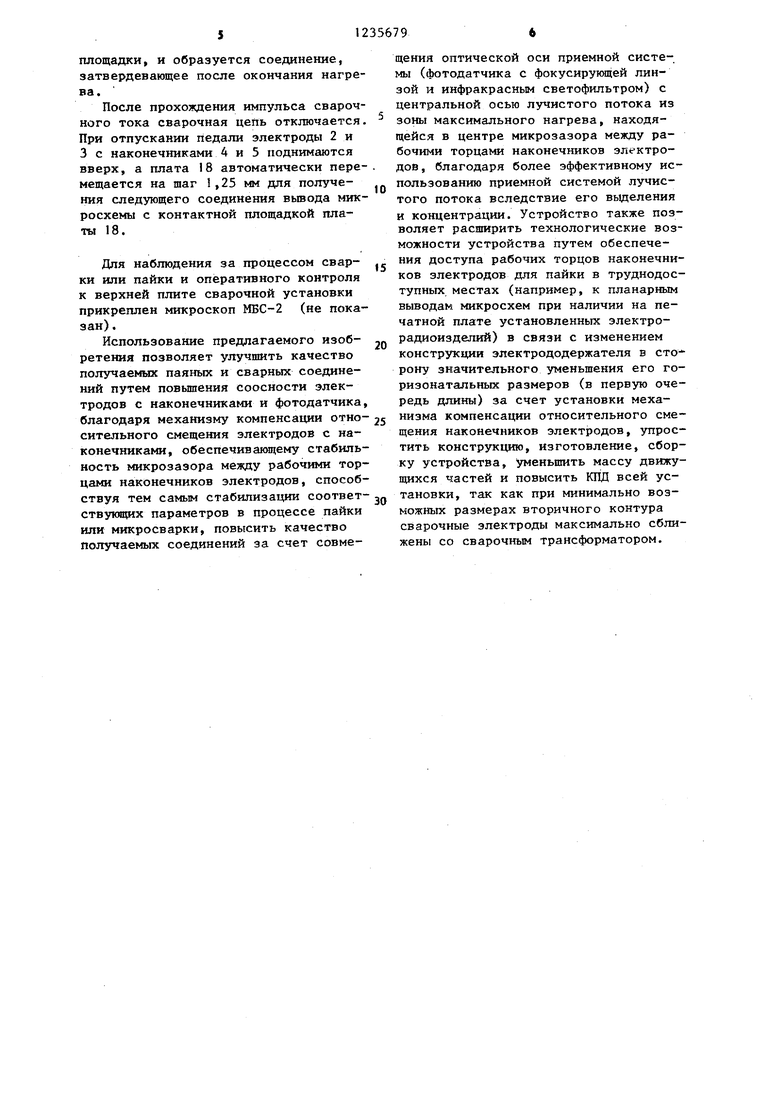
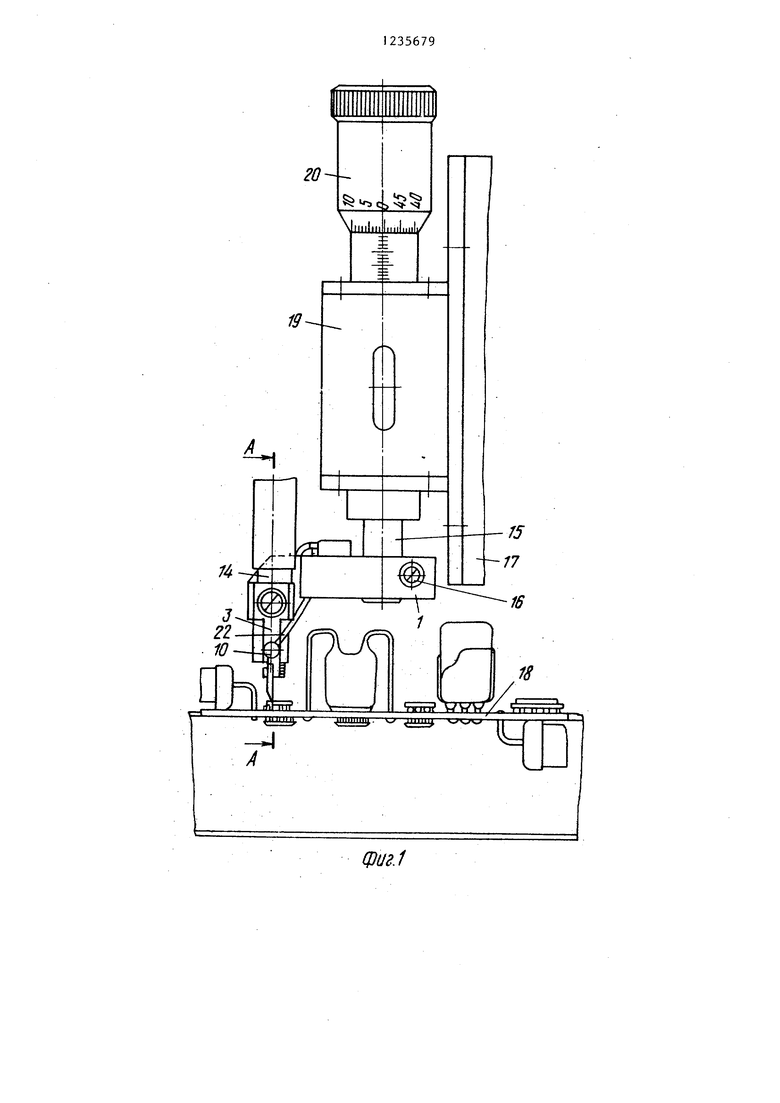
На фиг.1 изображено устройство, вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - электрододержатель на фиг.4 - то же, вид сверху; на
фиг.З - разрез Б-Б на фиг.З. I
Устройство содержит выполненный
целиком из электроизоляционного материала, например капролона марки B или органического стекла, электрододержатель 1, на боковых поверхностях которого жестко закреплены два Г-об- разных электрода 2 и 3 с наконечниками 4 и 5, а внутри электрододержате- ля закреплен фотодатчик 6. Для повышения соосности электродов 2 и 3 с наконечниками 4 и 5 и фотодатчика 6 установлен механизм компенсации относительного смещения электродов 2 и 3 с наконечниками 4 и 5, выполненьгый в виде двух плоских двояковыпуклых пружин 7 и 8 из бериллиевой бронзы. Каждая из этих 7 и 8 установлена между Г-образными электродами 2 и 3 и электрододержателем 1 соосно и симметрично относительно его центральной вертикальной оси. Пружинъ 7 и 8 установлены с опорой на вертикальную стенку и нижний торец элек- трододержателя . Пружины выпуклыми поверхностями упираются в стороны внутренних углов Г-образных электродов 2 и 3 в трех основных точках: в угол и по концам сторон.
Для плавной регулировки микрозазора от О до 1,0 мм меясду рабочими торцами наконечников 4 и 5 электродов 2 и 3 и пропорционального этой регулировке поджатия пружин 7 и 8 в электродах установлены регулировочные винты 9 и 10.
10
15
356792
Для повьшения качества получаемых соединений за счет более эффективного использования лучистого потока из зоны нагрева соединяемых материалов 5 путем его вьщеления и концентрации фотодатчик 6 снабжен фокусирующей линзой I1 и инфракрасным светофильтром 2, по диаметрам которых выполнены ступени (В и Г на фиг.З) центрального вертикального отверстия электро- додержателя I.
Точная установка и жесткая фиксация фотодатчика 6 с линзой 11 и 12 в этом центральном вертикальном отверстии позволяет совместить оптическую ось приемной системы с лучистым потоком из зоны максимального нагрева, находящейся в центре микрозазора между рабочими торцами 20 наконечников 4 и 6 электродов 2 и 3.
С этой целью плоские заостренные в рабочей части наконечники 4 и 3 вьтолне1-гы и установлены с микрозазором таким образом, что внутренняя бо- ковая поверхность наконечников 4 и 3 образует с центральной вертикгшьной осью установленного фотодатчика 6 с фокусирующей линзой I 1 равные углы, тангенс которых пропорционален отно- 30 шению радиуса линзы 11 фотодатчика 6 к высоте наконечников 4 и 3.
Для быстрой замены, облегчения точной установки и закрепления с помощью винтов наконечников 4 и 3 в 35 последних вырезаны симметричные продольные выемки, а в Г-образных электродах 2 и 3 вьтолнены фиксирующие выступы с отверстиями. Наконечники 4 .и 3 изготовлены из износостойкого ма- 40 териала, не смачиваемого припоем, например из молибдена.
Дггя повышения соосности установленных электродов 2 и 3 с наконечниками 4 и 3 фотодатчика 6, обеспечения параллельности электродов 2 и 3 и предотвращения поворота их вокруг оси, а также для упрощения и ускорения установки электродов 2 и 3 на одной высоте и заодно с гибкими токо5 подводами 13 и 14 от сварочного трансформатора (не показан) электроды 2 и 3 установлены в вертикальные боковые пазы (Д на фиг.4) по центру горизонтального сквозного отверстия (Е
S на фиг.З) электрододержателя 1, разделенного на две равные части центральным вертикальным отверстием, имеюш,им ступени (В и Г на фиг.З),
диаметры которых равны диаметрам устанавливаемого в отверстии между электродами 2 и 3 фотодатчика 6 с фо кусирующей линзой 11. Боковые поверхности электрододержателя 1 и электродов 2 и 3 выполнены плоскими, а пазы (Д на фиг.4) - прямоугольными, однако возможно и другое выполнение, например, поверхности могут быть цилиндрическими, а пазы - призматическими. Для установки плоских двояковыпуклых пружин 7 и 8 в устройстве образованы симметричные относительно его центральной вертикальной оси за- зоры между электродами 2 и 3 и нижней частью электрододержателя 1, для 4ejro в последнем выполнены симметричные выемки (Ж на фиг,5),
Высота крепления электрододержателя 1 на оси 15 винтом I6 выбрана с учетом свободного прохода под элек- трододержателем 1 и механизмом 17 давления паяемых деталей, в данном случае предварительно закрепленной печатной платы 18 с установленными на ней электрорадиоизделиями на механизме шагового перемещения платы (не показан).
Ось 15 входит в механизм 19 вертикального перемещения электрододержателя 1 , жестко связанного с подпру- 1жиненным относительно корпуса сварочной установки рычажно-пружинным механизмом 17 давления (показана часть корпуса механизма давления), работающим от педали (не показана).
Устройство работает следующим образом.
При нажатии на педаль (не показана) заданное усилие с помощью гибкого тросика (не показана) передается через систему пружин механизма 17 давления на жестко связанный с ним механизм 19 вертикального перемещения, на оси 15 которого жестко закреплен электрододержатель 1 электродов 2 и 3 с наконечниками 4 и 5, прижимающими паяемый выход микросхемы к контактной площадке платы 18. Давление электродов регулируется от 0,2 до 4 кг в зависимости от первоначального зазора между рабочими торцами наконечников 4 и 5 и паяемым выводом, усилием сжатия пружины и положением упоров механизма 17 давления.
Расстояние между паяемым выводом микросхемы и рабочими торцами наконечников 4 и 5 регулируется с помощью микрометрического винта 20 механизма 19 вертикального перемещения от О до 18 мм. Величина рабочего зазора между паяемым вьшодом и торца- ми наконечников 4 и 5 равна 2-3 мм. Фиксация выбранного рабочего зазора, а Также предотвращение возможного поворота оси 15 с электрододер- жателем 1 осуществлена стопорным винтом.
Величина рабочего микрозазора между рабочими торцами наконечников 4 и 5 электродов 2 и 3 устанавливается равной 0,2-0,4 мм винтами 9 и 10,
поджимающими пружины 7 и 8.
Установленные в симметричные зазоры, образованные между электродами 2 и 3 и нижней частью электрододержателя 1, две Г-образные плоские двояковыпуклые пружины 7 и 8, упираясь своими выпуклыми поверхностями в электрододержатель 1 и опираясь в трех точках на электроды 2 и 3, ограничивают относительное смещение
рабочих торцов наконечников 4 и 5 электродов 2 и 3 при давлении на паяемый вывод к контактной площадке печатной платы 18,
От конденсаторного источника питания с регулируемыми в процессе
сварки или пайки параметрами (не показан) подведены провода 21 и 22 обратной связи по напряжению на электродах 2 и 3 закреплены с помощью
винтов 9 и 10.
Провода 23 обратной связи по нап- |ряжению, пропорциональному потоку излучения в процессе пайки или сварки, подведены к жестко закрепленному
в электрододержателе 1 фотодатчику 6 с фокусирующей линзой 11, оптическая ось которых совпадает с централь- .ной осью микрозазора между рабочими торцами наконечников 4 и 5 и зоны
пайки или сварки.
После прижатия с заданным усилием паяемого вывода микросхемы к контактной площадке платы 18 включаются контакты микровыключателя сварочной цепи (не показаны). Регулируемый по величине и длительности импульс сварочного тока, проходящего от сварочного трансформатора (не показан) по гибким токоведущим шинам 13 и 14, электродам 2 и 3, наконечникам 4 и 5 через соединяемые детали нагревает их, в результате чего расплавляются покрытия паяемых вывода и контактной
площадки, и образуется соединение, затвердевающее после окончания нагрева.
После прохождения импульса сварочного тока сварочная цепь отключается При отпускании педали электроды 2 и 3 с наконечниками 4 и 5 поднимаются вверх, а плата 18 автоматически перемещается на шаг 1,25 мм для получения следующего соединения вьшода микросхемы с контактной площадкой платы 18.
Для наблюдения за процессом свар- ки или пайки и оперативного контроля к верхней штате сварочной установки прикреплен микроскоп МБС-2 (не показан).
Использование предлагаемого изоб- ретения позволяет улучшить качество получаемых паяных и сварных соединений путем повьшения соосности электродов с наконечниками и фотодатчика, благодаря механизму компенсации отно- сительного смещения электродов с наконечниками, обеспечивающему стабильность микрозазора между рабочими торцами наконечников электродов, способствуя тем самым стабилизации соответ- ствукмцих параметров в процессе пайки или микросварки, повысить качество получаемых соединений за счет совмещения оптической оси приемной системы ((}ютодатчика с фокусирующей линзой и инфракрасным светофильтром) с центральной осью лучистого потока из зоны максимального нагрева, находящейся в центре микрозазора между ра- торцами наконечников электродов , благодаря более эффективному использованию приемной системой лучистого потока вследствие его вьщеления и ко;нцентрации. Устройство также позволяет расширить технологические возможности устройства путем обеспечения доступа рабочих торцов наконечников электродов для пайки в труднодоступных местах (например, к планарным выводам микросхем при наличии на печатной плате установленных электро- радиоизделий) в связи с изменением конструкции электрододержателя в сто- рону значительного уменьшения его го- ризонатальных размеров (в первую очередь длины) за счет установки механизма компенсации относительного смещения наконечников электродов, упростить конструкцию, изготовление, сборку устройства, уменьшить массу движущихся частей и повысить КПД всей установки, так как при минимально возможных размерах вторичного контура сварочные электроды максимально сближены со сварочным трансформатором.
Ч
фиг.1
72
n
фиг.2
Фиг. «
Фиг.З
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа проводов на плате | 1985 |
|
SU1272525A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ МИКРОСВАРКИ | 1969 |
|
SU258015A1 |
| Установка для пайки электрорадиоэлементов на печатную плату | 1989 |
|
SU1761395A1 |
| ГОЛОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 1996 |
|
RU2115527C1 |
| ЭЛЕКТРОД ИМПУЛЬСНОГО НАГРЕВА ДЛЯ ПАЙКИ МИКРОЭЛЕМЕНТОВ В ДИЭЛЕКТРИЧЕСКОМ КОРПУСЕ | 1973 |
|
SU389896A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СВЕТОВЫМ ЛУЧОМ | 1999 |
|
RU2176947C2 |
| Способ пайки световым лучом радиоэлементов на печатные платы с контролем температуры пайки | 1991 |
|
SU1816583A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Устройство для пайки | 1981 |
|
SU984753A1 |
| Устройство для пайки | 1985 |
|
SU1303308A1 |
Редактор Н.Рогулич
Составитель Г.Теслин
Техред H.rionoBirfM Корректор М.Максимишинец
Заказ 3046/12 Тираж 1001Подписное
ВНИЙПИ Государственного комитета СССР
По делам: изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, уп. Проектная, 4
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ МИКРОСВАРКИ | 0 |
|
SU258015A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ДВУХЭЛЕКТРОДНЫЙ ДЕРЖАТЕЛЬ ДЛЯ ТЕРМОКОМПРЕССИОННОЙ СВАРКИ МИКРОДЕТАЛЕЙ | 0 |
|
SU247029A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
