2. Устройство для дуговой сварки плавящимся электродом, содержащее источник питания, к первому выводу которого через индуктивность подключена сварочная головка с колеблющимся электродом, тиристор, отличающееся тем, что в него вве дены коммутатор, амплитудный селектор и датчик наезда электрода, при этом второй вьгоод источника питания через амплитудный селектор и датчик наезда электрода соединен с тре1
Изобретение относится к сварочному производству, а именно к электродуговой сварке плавящимся электродом в среде защитных газов, и может быть использовано при сварке деталей с уз кой разделкой кромок в среде защитных газов плавящимся электродом с поперечными его колебаниями.
Цель изобретения - повьшение качества сварных соединений за счет по вьшения стабильности процесса сварки
На чертеже показана блок-схема устройства для реализации способа дуговой сварки плавящимся электродом.
Устройство состоит из источника I питания, в сварочную цепь которого включены индуктивное сопротивление 2 с параллельно ему подключенными тиристором 3 и коммутатором 4, сварочная головка 5 с колеблющимся электро- дом 6, свариваемое изделие с разДел- кой кромок 7 и амплитудный селектор 8. К источнику 1 питания по дополнительной цепи подключен датчик 9 наезда электрода на кромку 7, первый выход которого соединен с входом амплитудного селектора 8, второй выход - с входом коммутатора 4, а вход с колеблющимся электродом 6. Выход амплитудного селектора 8 соединен с управляющим электродом тиристора 3.
Устройство работает следующим образом.
При наезде электрода 6 на кром- ку 7 свариваемого изделия в результа- те смещения сварочной головки 5 с оси щва датчик 9 наезда электрода вьфабатывает сигнал, которьй выключает коммутатор 4 и включает амплитьим выводом источника питания, первый выход датчика наезда электрода соединен с управляющим входом амплитудного селектора, выход которого соединен с управляющим электродом тиристора, анод которого соединен с первьм вьшодом источника питания, катод тиристора через коммутатор соединен с вьшодом индуктивности, управ- .ляющий вход коммутатора соединен с вторым вьпсодом датчика наезда электрода.
тудный селектор 8. При возникновении тока короткого замыкания вьщге допустимого значения амплитудный селектор
8вьфабатывает импульс напряжения, который открывает тиристор 3 и, таким образом, шунтирует индуктивное сопротивление 2. После окончания наезда датчик 9 вырабатывает сигнал, который выключает ат тлитудный селектор 8 и включает коммутатор 4, который запирает тириСтор 3. При следующем наезде последовательность коммутаций повторяется и т.д.
Проведены эксперименты по сварке заполняющих слоев узких разделок по предлагаемому способу с использованием предлагаемого устройства. Параметры режима сварки: сварочный ток 180-200 А; напряжение на дуге 20- 23 В; источник питания - серийный сварочный выпрямитель ВДУ-504; диаметр электродной проволоки типа Св 08Г2С I,0 мм; амплитуда колебаний
9мм; частота колебаний электрода 120 1/мин; скорость сварки на спуск 25 м/ч; скорость подачи электродной проволоки 520-540 м/ч. В качестве датчика наезда использован пороговый блок на базе фототранзистора с периодом срабатывания не хуже 10 с.
В результате экспериментов установлено, что диапазон визуально неконтролируемых смещений, при которых еще не наступают обрьты дуги, увеличился с 0,5-0,6 по сравнению с известным до 0,9-1,1 мм.
Использование изобретения позволит существенно повысить стабильность процесса сварки плавящимся
i12356814
электродом с поперечными колебаниями единений и производительность свароч- в разных пространственных положениях, ных работ за счет снижения объема ре- а также повысить качество сварных со- монта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки | 1982 |
|
SU1038129A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Устройство для возбуждения дуги при сварке плавящимся электродом (его варианты) | 1982 |
|
SU1084119A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1061951A1 |
1. Способ дуговой сварки плавящимся электродом с поперечными колебаниями электрода, в котором при подходе его к кромке осуществляют мгновенное перемещение его по высоте кромки путем скачкообразного уменьшения скорости его подачи, а при отходе его от кромки скорость подачи скачкообразно увеличивают, при этом во время перемещения электрода по высоте кромки в сварочную цепь подают импульс напряжения, отличающийся тем, что, с целью повышения качества сварных соединений путем повышения стабильности процесса сварки, при подходе электрода к кромке индуктивное сопротивление отключают при отходе электрода от кромки. (Л Вых.1 Вш. 6 Р 7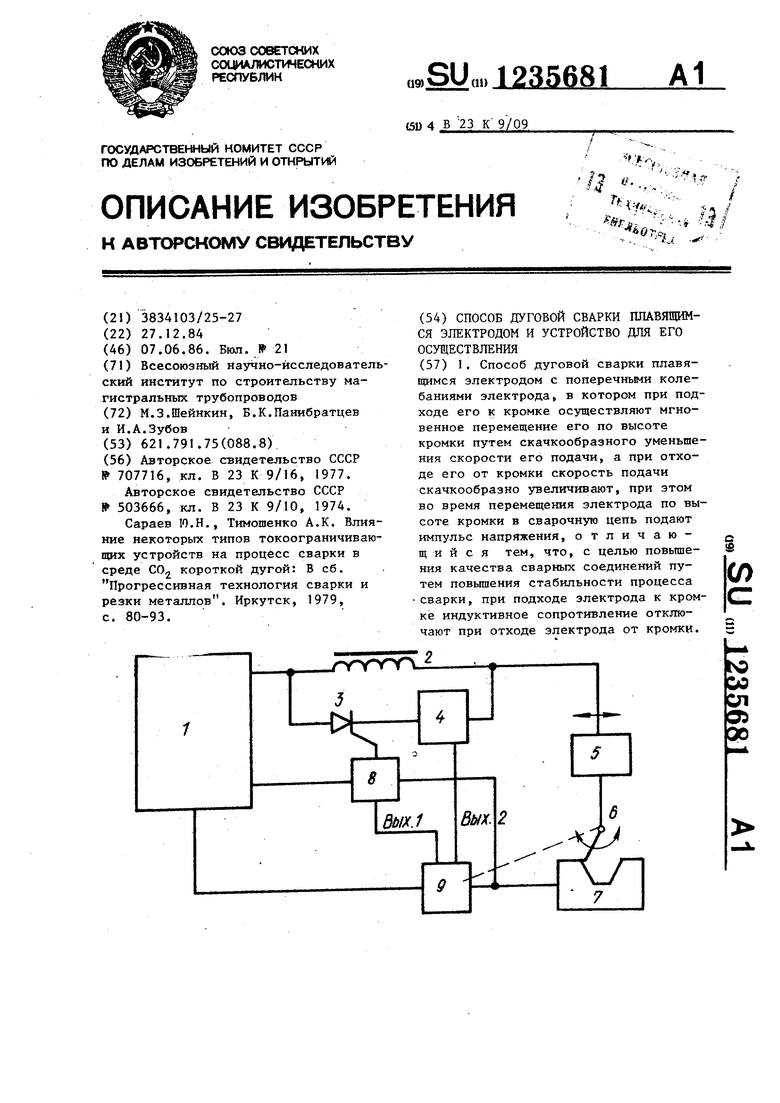
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU707716A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дугвой сварки с короткими замыканиями | 1974 |
|
SU503666A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Влияние некоторых типов токоограничиваю- щих устройств на процесс сварки в среде СО короткой дугой: В сб | |||
| прогрессивная технология сварки и резки металлов | |||
| Иркутск, 1979, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| j TYVVX | |||
