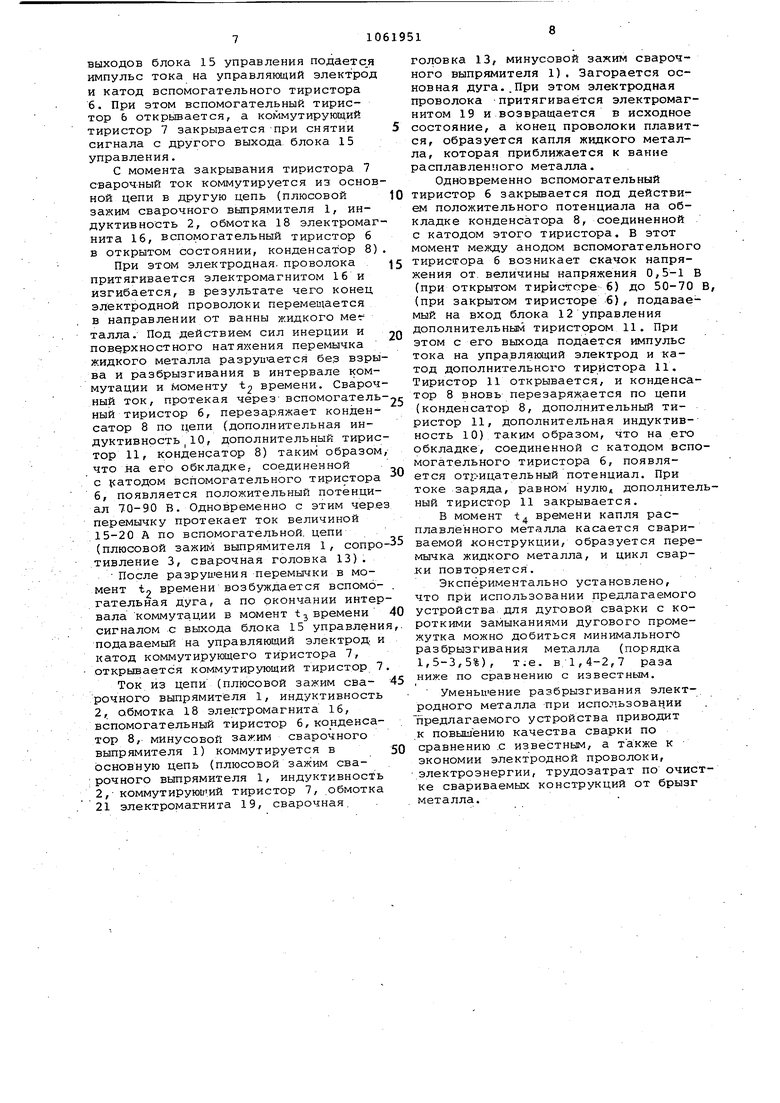
Изобретение относится к сварочному производству, а именно к устройствам для дуговой сварки с короткими замыканиями. Известно устройство для дуговой сварки с короткими замыканиями дуго вого промежутка, содержащее сварочный выпрямитель, дополнительный выпрямитель ,индуктивность, сопротивле ние, коммутирующий и вспомогательны тиристоры, блок управления с датчиком непрерывного контроля размеров перемычки жидкого металла, сварочную головку, подключенную через сопротивление к одному из зажимов сварочного выпрямителя, к другому е зажиму подключена одна из обкладок конденсатора и один из входов блока управления, другой вход которого соединен со сварочной головкой и с катодом коммутирующего тиристора, один из выходов блока управления подключен к управляющему электроду и катоду вспомогательного тиристора а другой выход блока управления - к управляющему электроду и катоду коммутирующего тиристора, анод которого подключен к аноду вспомогательного тиристора, и через индуктивность к одному зажиму сварочного выпрямителя, при этом катод вспомог тельного тиристора соединен с друго обмоткой конденсатора, которая через ограничивающее сопротивление по ключена к одному из зажимов дополни тельного выпрямителя, другой зажим которого соединен с другим зажимом сварочного выпрямителя 1. Недостатками устройства являются значительное потребление активной электроэнергии в. цепи дополнительного выпрямителя, большие габариты и вес, обусловленные наличием допол нительного выпрямителя и мощного ог раничивающего сопротивления, а также недостаточно высокое качество сварки за счет значительного разбры гивания электродного металла (поряд ка 4-5%) вследствие того, что не удаегся полностью устранить взрывные процессы при разрушении перемычек жидкого металла. Наиболее близким к изобретению по технической сущности является, устройство для дуговой сварки с короткими замыканиями дугового промежутка, содержащее сварочный выпрями тель, индуктивность, сопротивление, конденсатор с цепью перезаряда (дополнительная индуктивность,- дополни тельный тиристор с блоком управления дополнительным тиристором), ком мутирующий и вспомогательный тиристоры, блок управления с датчиком непрерывного контроля размеров пере мычки жидкого металла, сварочную го ловку, подключенную через сопротивление к одному из зажимов сварочного выпрямителя, к другому его зажиму подключена, одна из обкладок конденсатора и один из входов блока управления, другой его вход подключен к сварочной головке и к катоду коммутирующего тиристора, один из выходов блока управления подключен к управляющему электроду и катоду вспомогательного тиристора, а другой выход блока управления - к управляющему электроду и катоду коммутирующего тиристора, анод которого подключен к аноду вспомогательного тиристора и через индуктивность - к одг ному из зажимов сварочного выпрямителя, а катод вспомогательного тиристора подключен к другой обкладке конденсатора и к аноду дополнительного тиристора, катод которого через дополп нительную индуктивность подсоединен к другому зажиму сварочного выпрями-теля, причем управляющий электрод и катод дополнительного тиристора подсоединены к соответствующим входам блока управления дополнительным тиристором, а его выходы соответственно подключены к аноду и катоду вспомогательного тиристора. Наличие в известном устройстве колебательного контура с малым активньлу сопротивлением (конденсатор, дополнительная индуктивность, дополнительный тиристор, управляющий электрод и катод которого подключены к соответствующим вы-ходам блока управления дополнительным тиристором) позволяет перезарядить конденсатор с минимальными потерями активной энергии, дает возможность исключить дополнительный выпрямитель и ограничивающее сопротивление и тем самым уменьшить габариты и вес известного устройства t2 J, Однако известное устройство при использовании обеспечивает недостаточно высокое качество сварки за счёт значительного разбрызгивания электродного металла (порядка 4-5%) вследствие.того, что не удается полностью устранить взрывные процессы при разрушении перемычек жидкого металла . 1. Целью изобретения является повышение качества сварки за-счет уменьшения разбрызгивания электродного металла. Поставленная цель достигается тем, что в устройство для дуговой сварки с короткими замыкания дугового промежутка, содержащее сварочный выпрямитель, сопротивление, индуктивность, конденсатор, дополнительную инду-ктивность, коммутирукяций, вспомогательный и дополнительный тиристоры, блок управления с датчиком непрерывного контроля размеров перемычки жидкого металла, .блок управления дополнител ным тиристором, при этом один зажим сварочного выпрямителя соединен чер сопротивление с выходом устройства и через индуктивность - с коммутиру щим, тиристором, другой зажим свароч ного выпрямителя соединен с одним концом дополнительной индуктивности с одной обкладкой конденсатора и др гим выходом устройства, к выходам которого подключен блок управления, выходы блока управления подсоединен к управляющему электроду и катоду . коммутирую1,его и вспомогательного тиристоров, входы блока управления дополнительного тиристора подключен параллельно вспомогательному тирист ру, а выходы - к управляющему элек роду и катоду дополнительного тирис тора, другой конец дополнительной индуктивности через дополнительный тиристор соединен с катодом вспомогательного тиристора и другой обкладкой конденсатора, введены два электромагнита, причем одноименные их полюса расположены один против .другого, обмотка одного электромагнита одним выводом подключена, к аноду коммутирующего тиристора, а другим выводом - к аноду вспомогательного .тиристора, обмотка другого электромагнита одним выводом подклю чена к катоду коммутирующего тиристора, а другим выводом - к выходу устройства. На фиг.1 приведена принципиальна электрическая схема предлагаемого устройства для дуговой сварки с короткими замыканиями дугового промежутка; на фиг.2 - временные ди аграммы работы устройства, где Уд - напряжение на дуговом . промежутке; OCB сварочный ток; Up - напряжение на конденсаторе и - Kj - напряжение между анодом ... и катодом., вспомогательного тиристора; Hinp напряжение на выходе блока управления дополнительным тиристором. Устройство для дуговой сварки с короткими замыканиями дугового промежутка содерж.ит сварочный выпрямитель 1, индуктивность 2, сопротивление 3, состоящее из индуктивности 4 и резистора 5, вспомогательный тиристор 6, коммутирующей тиристор 7, конденсатор 8, цепь 9 перезаряда ко денсатора 8, состоящую из дополнительной индуктивности 10, дополнительного тиристора 11, блока 12 управления дополнительным тиристором сварочную головку 13 с электродной проволокой 14, блок 15 управления с датчиком непрерывного контроля раз меров перемычки жидкого металла, электромагнит 16, состоящий из сердечника 17 и обмотки 18, электромагнит 19, состоящий из сердечника 20 и обмотки 21. Плюсовой зажим сварочного выпрямителя 1 подключен через сопротивление 3 к сварочной головке 13 и к одному из входов-блока 15 управления, который через обмотку 21 электромагнита 19 подсоединен к катоду .коммутирующего тиристора 7, анод которого через индуктивность 2 подключен к плюсовому зажиму сварочного вьшрямйтеля 1. Минусовой зажим сварочного выпрямителя 1 подключен к другому входу блока 15 управления, а также через конденсатор 8 - к катоду вспомогательного тиристора 6 и аноду допол-нительного тиристора 11, катод которого через дополнительную индуктивность 10 подсоединен к минусовому зажиму сварочного выпрямителя 1. Управляющий электрод и катод дополнительного тиристора 11 подключены соответственно к выходам блока 12 управления дополнительным тиристором 11. Входы блока 12 управления подсоединены соответственно к катоду . и аноду вспомогательного тиристора 6, который подключен через обмотку 18 электромагнита 16 к аноду коммутирую1пего тиристора 7. Управляющий электрод и катод коммутирующего тиристора 7 подсоединены к одному из выходов блока 15. управления, другой выход которого соединен соответственно с управляющим электродом и катодом вспомогательного тиристора 6. Сердечники 17 и 20 расположены несимметрично по разные стороны от оси электродной проволоки 14. Причем одноименные полюса сердечников 17 и 20 расположены друг проти.в друга. При этом полюса сердечника 20 расположены в непосредственной близости от электродной проволоки. Сварочный выпрямитель 1 используется как источник сварочного тока. Индуктивность 2 предназначена для ограничения скорости нарастания сварочного тока во время коротких замыканий дугового промежутка и для поддержания устойчивого горения сварочной дуги. Сопротивление 3, состоящее из индуктивности 4 и резистора 5 .служит для ограничения тока вспомогательной дуги, возбуждающейся при саморазрушении перемычки в интерпале KONiMyTaции сварочного тока. Вспомогательный тиристор 6 предт назначен для переключения сварочного тока, протекающего от сварочного- выпрямителя 1 по цепи (индуктивность 2, коммутирукяций тиристор 7, обмотка 21 электромагнита 19, сварочная головка 13) в цепь заряда конденсатор 8 (индуктивность 2, обмотка 18 элек ромагнита 16, вспомогательный тирис тор б, конденсатор 8). Коммутирующий тиристор 7 служит для отключения сварочного тока чере перемычку жидкого металла., когда рна достигает критических размеров. Конденсатор 8 предназначен для на копления энергии за период коммута ции сварочного тока, необходимой для запирания вспомогательного тиристора Дополнительная индуктивность 10 предназначена для перезаряда конденсатора 8 рри открывании дополнительного тиристора 11. Дополнительный тиристор 11 служит для замыкания цепи 9 перезаряда конденсатора 8 при закрывании вспомогательного тиристора 6. Блок 12 управлен.ия дополнительным тиристором 11 служит для подачи импульса тока на управляющий электрод дополнительного тиристора. 11 в момен запирания вспомогательного тиристора б, что соответствует концу коммутаци сварочного тока.; Блок 12 управления дополнительным тиристором 11 вьшолнен в виде импуль ного трансформатора, первичная обмот ка которого ч.ерез конденсатор подклю чена к катоду и аноду вспомогательно тиристора б, а вторая обмотка трансформатора - к управляющему электроду и катоду дополнительного тиристоп ра 11. ЧЗварочная головка 13 служит для автоматической подачи электрод йой проволоки 14, в зону дуги. . Блок 15 управления служит для подачи импульса, тока на управляющий электрод и катод вспомогательного тиристора б в момент начала ,комму.тации, когда перемычка жидкого метал ла достигает критических размеров, а также для подачи импульса тока на упра ляющий электрод и катод коммутирующего тиристора 7 в момент окон чанин интервала коммутации. Блок 15 управления содержит после довательно соединенные датчик непре рывного контроля размеров перемычки жидкого металла (пороговое устройство) , селектор длительности коротких замыканий (ждущий мультивибратор и сумматор), формирователь импульсов управления, выполненный в виде двух транзисторных ключей с трансформаторной нагрузкой. Электромагнит 16 изгибает электродную проволоку 14 при протекании через его обмотку 18 тока в интервале коммутации дпя перемещения конца электродной пров,олоки 14 в направлении от ванны жидкого металла. Электромагнит 19 фиксирует прямолинейное расположение электродной проволоки 14 при протекании тока через его обмотку 21 и возвращает проволоку 14 в это положение после разрушения перемычки. Перед началом сварочных работ свариваемую конструкцию подсоединяют к минусовому зажиму сварочного выпрямит еля 1 . Устройство работает следующим образом. При включении предлагаемого устройства коммутирующий тиристор 7 открывается сигналом с ВЬЕСОДОМ блока 15 управления, и к дуговому промежутку прокладывается напряжение, подаваемое от сварочного выпрямителя 1 . При э-том вспомогательный тиристор б и дополнительный тиристор 11 закрыты. При вклкэчении подачи сварочной проволоки зажигается дуга, начинается переходный процесс, по окончании которого происходит заряд конденсации 8/ в результате чего на его обкладке, соединенной с катодом вспомогательного тиристора- 6, появляется отрицательный потенциал (порядка 70-90 В). Процесс дуговой сварки с короткими замыканиями, сопровохдается периодическими замыканиями дугового промежутка каплей электродного металла, расплавленного за время горения дуги. В момент, tg времени капля металла касается свариваемой конструкции, при этом.образуется перемычка жидкого металла. Напряжение на дуговом промежутке .и/, резко падает почти до нуля, а сварочный ток Jjsg начинает нарастать с постоянной времени, определяемой параметрами сварочной цепи, т.е. индуктивным и активным .сопротивлениями. По мере роста тока короткого замыка ния перемычка сжимается, под действием электромагнитных сил, ее сопротивление растет и соответственно увеличивается напряжениена перемьтчке. Причем, ток короткого замыкания через перемычку протекает по основной цепи (от плюсового зажима сварочного вьшрямителя 1 через индуктивность 2, коммутирующий тиристор 7 в открытом состоянии, обмотку 21 электромагнита 19,, сварочную головку 13) и по вспомогательной цепи (от сварочного выпрямителя 1 через сопротивление 3 и сварочную головку 13). При этом электродная проволока принимает прямолинейное положе.ние. При достижении перемычкой жидкогс металла критических р,азмеров на посёдней стадии ее разрушения при сварочном токе 3, порядка 300-500 А , когд;а напряжение на перемычке достигает определенного значения в момент t-, времени, с одного из выходов блока 15 управления подается импульс тока на управляющий электрод и катод вспомогательного тиристора 6. При этом вспомогательный тиристор 6 открывается, а коммутирующий тиристор 7 закрывается-при снятии сигнала с другого выхода блока 15 управления. С момента закрывания тиристора 7 сварочный ток коммутируется из основ ной цепи в другую цепь (плюсовой зажим сварочного выпрямителя 1, индуктивность 2, обмотка 18 электромаг нита 16, вспомогательный тиристор 6 в открытом состоянии, конденсатор 8) При этом электродная, проволока притягивается электромагнитом 16 и изгибается, в результате чего конец электродной проволоки перемещается в направлении от ванны жидкого Met талла. Под действием сил инерции и поверхностного натях ения перемычка жидкого металла разрушается без взры ва и разбрызгивания в интервале коммутации и моменту 2 времени. Свароч ный ток, протекая через- вспомога,тель ный тиристор 6, перезаряжает конденсатор 8 по цепи (дополнительная индуктивность 10, дополнительный тирис тор 11, конденсатор 8) таким образом что на его обкладке,- соединенной с 1 атодом вспомогательного тиристора 6, появляется положительный потенциал 70-90 В. Одновременно с этим чере перемычку протекает ток величиной 15-20 А по вспомогательной, цепи (плюсовой зажим выпрямителя 1, сопро тивление 3, сварочная головка 13). После разрушения перемычки в момент iy времени возбуждается вспомогательная дуга, а по окончании интер вала коммутации в момент t, времени сигналом с выхода блока 15 управлени подаваемый на управляющий электрод, и катод коммутирукщего тиристора 7, открывается коммутирующий тиристор 7 Ток из цепи (плюсовой зажим сварочного выпрямителя 1, индуктивность 2, обмотка 18 электромагнита 16, вспомогательный тиристор 6, конденсатор 8, минусовой зажим сварочного выпрямителя 1) коммутируется в основную цепь (плюсовой зажим сварочного выпрямителя 1, индуктивность 2, коммутирующий тиристор 7, обмотка 21 электромагнита 19, сварочная, головка 13, минусовой зажим сварочного выпрямителя 1). Загорается основная дуга..При этом электродная проволока притягивается электромагнитом 19 и возвращается в исходное состояние, а конец проволоки плавится, образуется капля жидкого металла, которая приближается к ванне расплавленюго металла. Одновременно вспомогательный тиристор 6 закрывается под действием положительного потенциала на обкладке конденсатора 8, соединенной с катодом этого тиристора. В этот момент между анодом вспомогательного тиристора 6 возникает скачок напряжения от. величины напряжения 0,5-1 В (при открытом тиристоре 6) до 50-70 В, (при закрытом тиристоре 6), подаваемый на вход блока 12 управления дополнительным тиристором 11. При этом с его выхода подается импульс тока на управляквдий электрод и катод дополнительного тиристора 11. Тиристор 11 открывается, и конденсатор 8 вновь перезаряжается по цепи (конденсатор 8, дополн.ительный тиристор 11, дополнительная индуктивность 10) таким образом, что на его обкладке, соединенной с катодом вспомогательного тиристора 6, появляется отрицательный потенциал. При токе заряда, равном нулю, дополнительный тиристор 11 закрывается. В момент t времени капля расплавленного металла касается свариваемой конструкции, образуется перемычка жидкого металла, и цикл сварки повторяется.. Экспериментально установлено, что при использовании предлагаемого устройства, для дуговой сварки с короткими замыканиями дугового промежутка можно добиться минимального разбры-згивания металла (порядка 1,5-3,5%), т;е. в 1,4-2,7 раза ниже по сравнению с известным. Уменьшение разбрызгивания элект-. родного металла при использовании предлагаемого устройства приводит к повышению качества сварки по сравнению .с известным, а также к экономии электродной проволоки, электроэнергии, трудозатрат по очистке свариваемых конструкций от брызг металла.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1489940A2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU791487A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1980 |
|
SU919819A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Устройство для дуговой сварки плавящимся электродом | 1983 |
|
SU1098702A1 |
УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗА.МЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА, .содержащее сварочный выпрямитель,, сопротирление, индуктивность, конденсатор, дополнительную индуктивность, коммутирующий, вспомог .гательный и дополнительный тиристоры, блок управления с датчиком контроля размеров перемычки жидкого металла, блок управления дополнительным тиристором, при этом один зажим сварочного- выпрямителя соединен через сопротивление с выходом устройства и через индуктивность - с комму:тирующим тиристором, другой зажим, сварочнопо выпрямителя соединен с одним концом дополнительной индуктивности, с одной обкладкой конден- сатора и другим выходом устройства к выходам которого подключен блок управления, выходь блока управления подсоединены к управляющему электроду и катоду коммутирующего и вспомогательного тиристоров, входы блока управления дополнительного тиристора подключены параллельно вспомогательному тиристору, а выходы ; к управляющему электроду и катоду дополнительнЬго тиристора, другой конец дополнительной индуктивности через дополнительный тиристор соединен с катодом вспомогательного тиристора и другой обкладкой конденсатора, о тличающееся тем, что, с с S целью повышения качества сварки за счет уменьшения разбрызгивания элект (Я родного металла, в него введены два электромагнита, причем одноименные - их полюса расположены один против другого, а обмотка одного злектромагнита одним выводом подключена к аноду 1 оммутирующего тиристора, а другим выводом - к аноду вспомогательного тиристора, обмотка другого электромагнита одним выводом подклюа: чена к катоду коммутирующ его тиристора, а другим выводом - к выходу -устройства. со ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1973 |
|
SU484055A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU791487A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
