10
1 .1237284
Изобретение относится к обработке еталлов давлением в частности к стройствам для горячей газовой, экс- рузии и может быть использовано при получении тонкой проволоки.
Целью изобретения является повыение надежности уплотнения заготови в матрице при экструзии изделий алых диаметров и создание возможости надежного уплотнения заготовок ри экструзии особо тонкой проволои.
На фиг. 1 показана предложенная атрица для горячей газовой экструзии, разрез; на фиг. 2 - матрица с уплотненной в ней заготовкой до экструзии; на фиг. 3 - то же, в момент экструзии через нее заготовки в проволоку малого диаметра.
Матрица срдержит заходный коничес- 20 кий участок 1, калибрующий участок 2 и выходно/i канал 3. На . заходном коническом участке выполнен дополни- тельный цилиндрический поясок 4 высотой h, причем
1 /3 D, П„ 1 /бПн ;
h (1,0 - 1,5) D,
где Вц В„
п
наружный диаметр матрицы; - диаметр дополнительного пояска.
Предлагаемые размеры дополнительного цилиндрического пояска, служащего для уплотнения заготовки, выбраны на основании расчетных и опытных данных, исходя из требований надежного уплотнения и необходимой прочности матрицы.
В случае если D 1 /6В„ и h D;,, плотнение заготовки в матрице будет енадежно , в случае если D 1 /3 D снизится прочность матрицы и может озникнуть ее поломка при запрессовке заготовки.
Матрица работает следующим образом.
ми цы ли ре ка
га ст ис из ны жи 5 ли до за ма го ло ре ук
уч На ма не дл ля за ло ам пр Од ме
ра по
25
30
35
40
45
Ди те
Заготовка, подготовленная для экструзии,имеет в передней части коническую (с углом конуса, несколько меньпшм угла деформирующей части матрицы) часть и цилиндрическую часть с диаметром,несколько больщим (на О,05-0,JO мм) диаметра дополнительного уплотнительного пояска матрицы. Заготовку цилиндрической частью вводят в дополнительный цилиндрический поясок матрицы с натягом, обеспечивающим газоплотность посадки (фиг. 2
0
При экструзии заготовка деформируется в суживающейся части матри- цы,входит в калибрующую часть, калибруется в ней и выдавливается через нее в проволоку малых диаметров как показано на фиг. 3.
Например,на установке горячей газовой экструзии для деформации стали Р6М5 из заготовок диаметром 7 мм в проволоку диаметром 1,4 мм использовали матрицу, изготовленную из твердого сплава ВК-ЗМ,с наружным диаметром 11 мм, углом конуса су- живакяцейся части 40°, диаметром ка- 5 либрующей части 1,4 мм с применением дополнительного пояска диаметром 3 мм и длиной 4 мм. После уплотнения заготовки в дополнительном пояске матрицы и создания давления газа (аргона) 6 кбар утечек газа не наблюдалось., При таком давлении и температуре 1000-.1100°С производили экструзию указанных вьппе заготовок в проволоку 0t,4 мм.
Величина угла конуса заходного участка существенного влияния на Надежность уплотнения заготовки в матрице предлагаемой конструкции не оказьшает. Предлагаемая матрица для горячей газовой экструзии позволяет повысить на.дежность уплотнения заготовки при экструзии ее в проволоку малого диаметра.Минимальный диаметр полученной с использованием предлагаемой матрицы проволоки 0,5 мм. Однако может быть получена проволока меньшего диаметра.
Степень надежности уплотнения при различных диаметрах уплотнительного пояска составляет:
5
0
5
0
Диаметр уплотнительного пояска,мм
. 1О
1,2О
1,4О,Т
1,60,5 1,8 , 0,8
2,01,0
2,21,0
3,01,0
Как видно из приведенных данных только при диаметре пояска более 2 мм (что составляет 1/6 D) достигается надежное уплотнение заготовки, поэтому это значение было принято за нижний предел диаметра уплотнительного .пояска. За верхний предел диаметра
уплотнительного пояска принято значение 1/3 Вц,. При выборе этого значе- : ния исходили из того,чтобы обеспечить прочность матрицы при запрессовке в ней заготовки и устранить возможность хрупкого разрушения, так как матрицы для горячей газовой экструзии изготовляются из жаропрочных материалов , которые имеют низкую пластичность.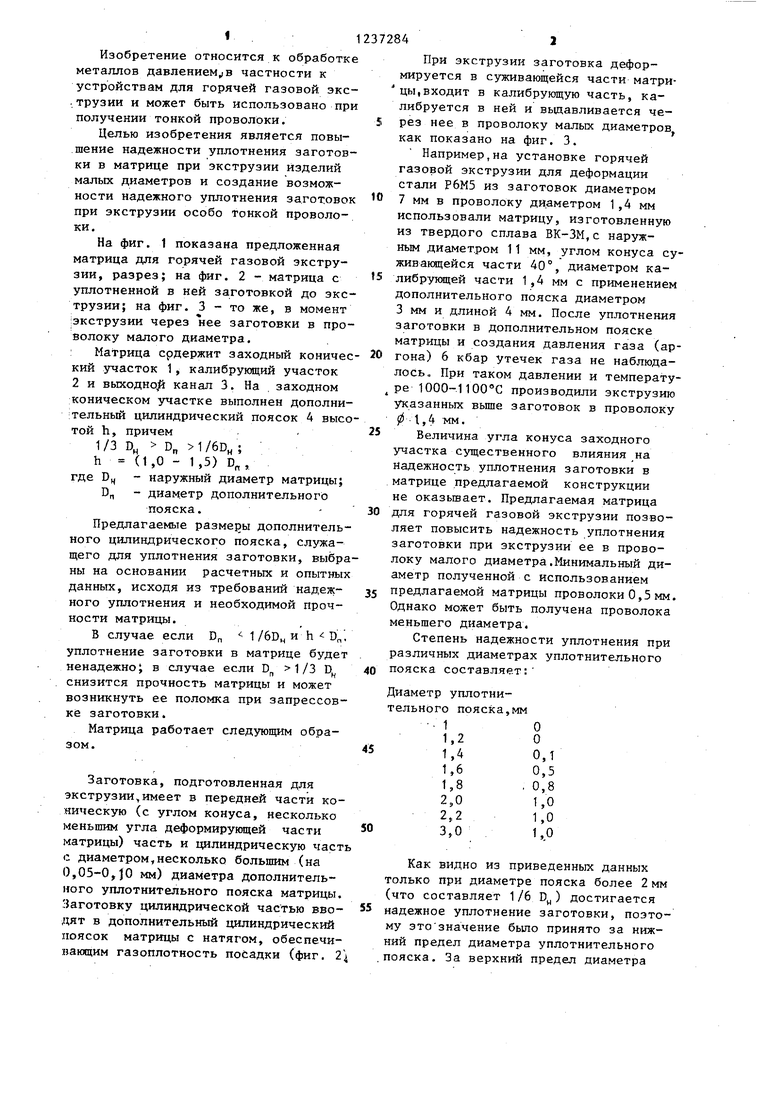

| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для горячей газовой экструзии | 1987 |
|
SU1764754A1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ГАЗОВОЙ ЭКСТРУЗИИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2023 |
|
RU2824443C2 |
| Устройство для горячей газовой экструзии | 1986 |
|
SU1659159A1 |
| Матрица для обжима концов труб | 1979 |
|
SU863092A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Инструмент для гидростатического экструдирования труб из круглых полых заготовок | 1974 |
|
SU695535A3 |
| Матрица для горячей газовой экструзии | 1987 |
|
SU1764733A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409441C1 |
фие.2
Составитель Н.Чернйлевская Редактор И.Рыбченко Техред В.Кадар Корректор Е.Сирохман
Заказ 3225/10 Тираж 783 . Подписное ВНЙИПИ Государственного комитета СССР по делам изобретений и открытий . 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4,
ерие.З
| МАТРИЦА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯИЗДЕЛИЙ | 1972 |
|
SU428813A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
