1
Изобретение касается обработки металлов давлением.
Известна матрица для гидростатического прессования изделий, содержащая заходный конический и калибрующий участки с соотношением длины к диаметру калибрующего участка 0,1-0,3. Процесс гидростатического прессования с использованием такой матрицы протекает в условиях непосредственного контакта материала заготовки с поверхностью матрицы, что .приводит к снижению качества изделий.
Описываемая матрица отличается тем, что она снабжена установленной со стороны калибрующего участка матрицы и воспринимающей давление со стороны, рабочей жидкости втулкой с осевым отверстием, имеющим поперечное сечение одинаковое по форме и размерам с те.м же сечением калибрующего очка. При этом в отверстии втулки выполнены кольцевые канавки для скопления в них жидкости.
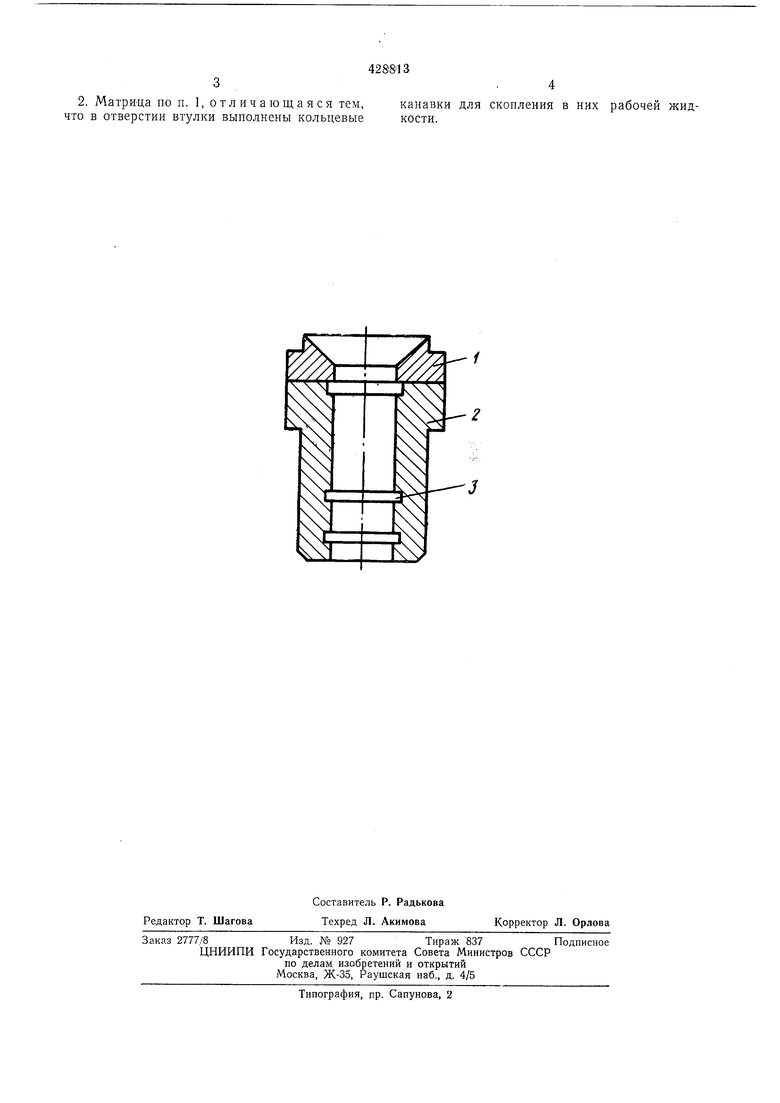
На чертеже изображена описываемая матрица.
Матрица состоит из корпуса 1, втулки 2, в отверстии которой выполнены кольцевые канавки 3. Калибрующая часть матрицы удлинена, тем самым перенесен максимальный градиент давлений со стороны рабочей .жидкости из зоны деформации на выходной конец втулки, одновременно снилсено его изменение
но длине очка л;атрицы. Этим достигают увеличение давления рабочей лсидкости на выходе материала из очага деформации, а потому и увеличение толщины слоя рабочей жидкости
между матрицей и деформируемым материалом, что, в свою очередь, приводит к повышению пластических свойств деформируемого металла и устраняет образование надрывов, трещин и других дефектов, снижающих качесгво изделий. Кольцевые канавки в отверстии втулки образуют своеобразные уплотнительные манжеты за счет скопления в них рабочей жидкости, что в еще большей степени увеличивает ее давление в очаге деформации
и снижает градиент этого давления по длине матрицы.
Предмет изобретения
I. Матрица для гидростатического прессования изделий, содержащая заходный конический и калибрующий участки, отличающаяся тем, что, с целью улучшения качества изделий, она снабжена установленной
со стороны калибрующего участка матрицы и воспринимающей давление со стороны рабочей жидкости втулкой с осевым отверстием, имеющим поперечное сечение одинаковое по форме и размерам с тем же сечением калибрующего очка.
2. Матрица по п. 1, отличающаяся тем, что в отверстии втулки выполнены кольцевые
канавки для скопления в них рабочей жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полых изделий и устройство для его осуществления | 1988 |
|
SU1701416A1 |
| Способ прессования труб с наружным винтовым оребрением | 1989 |
|
SU1690883A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| Способ прессования малопластичных металлов и сплавов и инструмент для его осуществления | 1987 |
|
SU1574308A1 |
| Матрица для прессования профилированных заготовок и способ ее изготовления | 1986 |
|
SU1389989A1 |
| Матрица для прессования профилей | 1978 |
|
SU747556A1 |
| Заготовка для прессования | 1980 |
|
SU889177A1 |
| Устройство для волочения проволоки | 1986 |
|
SU1416253A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| Матрица, устанавливаемая в контейнер для гидростатического прессования | 1974 |
|
SU526427A1 |