(54) МАТРИЦА ДЛЯ ОБЖИМА КОНЦОВ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления толстостенных цилиндрических корпусов | 1979 |
|
SU893343A1 |
| Способ изготовления горловин на тонкостенных изделиях и устройство для его осуществления | 1986 |
|
SU1461565A1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ОСКОЛОЧНОГО СНАРЯДА С ВЕДУЩИМ ПОЯСКОМ | 2009 |
|
RU2406589C1 |
| Совмещенный штамп | 1978 |
|
SU795700A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
Изобретение относится к устройствам для изменения диаметра концов труб обработкой давлением.
Известна матрица для обжима 5 концов труб, содержащая соосно установленные в обойме калибрующий и деформирующие элементы, рабочая поверхность каждого из которых образована сопряженными между собой заходным JQ конусом, рабочим пояском и обратным конусом
однако при обжиме концевой части трубных заготовок на конусном переходе обжатой заготовки остаются. j ступеньки от цилиндрических поясков волок, следствием чего является необходимость увеличения припуска. Кроме того, при произвольном расположении относительно друг друга сое- 2Q тавляющих частей многосекционной волоки вообще не может быть получена деталь с конусным переходом заданного угла конусности.
Целью изобретения является соз- . 25 дание конструкции составной матрицы для обжима концевой части полых цилиндрических заготовок, обеспечивающей достижение более высокой точности наружного диаметра и качества поверхности обжимаемой заготовки.
Поставленная цель достигается тем, что в матрице для обжима концов труб, содержащей соосно установленные в Обойме калибрующий и деформирующие элементы, рабочая поверхность каждого из которых образована сопряженными между собой заходным конусом, рабочим пояском и обратным конусом, рабочие пояски деформирующих элементов выполнены коническими и расположены на одной .поверхности, образуя поверхность заходного конуса составной матрицы, причем рабочие пояски установлены друг от друга на расстоянии, определяемом из соотношения
t-i
S-(dM-S) 4-cosi
где И - расстояние между коническими рабочими поясками деформирующих элементов по образующей заходного конуса матрицы, мм;
толщина стенки обжимаемой
S трубной заготовки, мм;
диаметр рабочего пояска калибрующей части матрицы, мм; ot - угол между осью матрицы и образующей поверхности конических поясков.
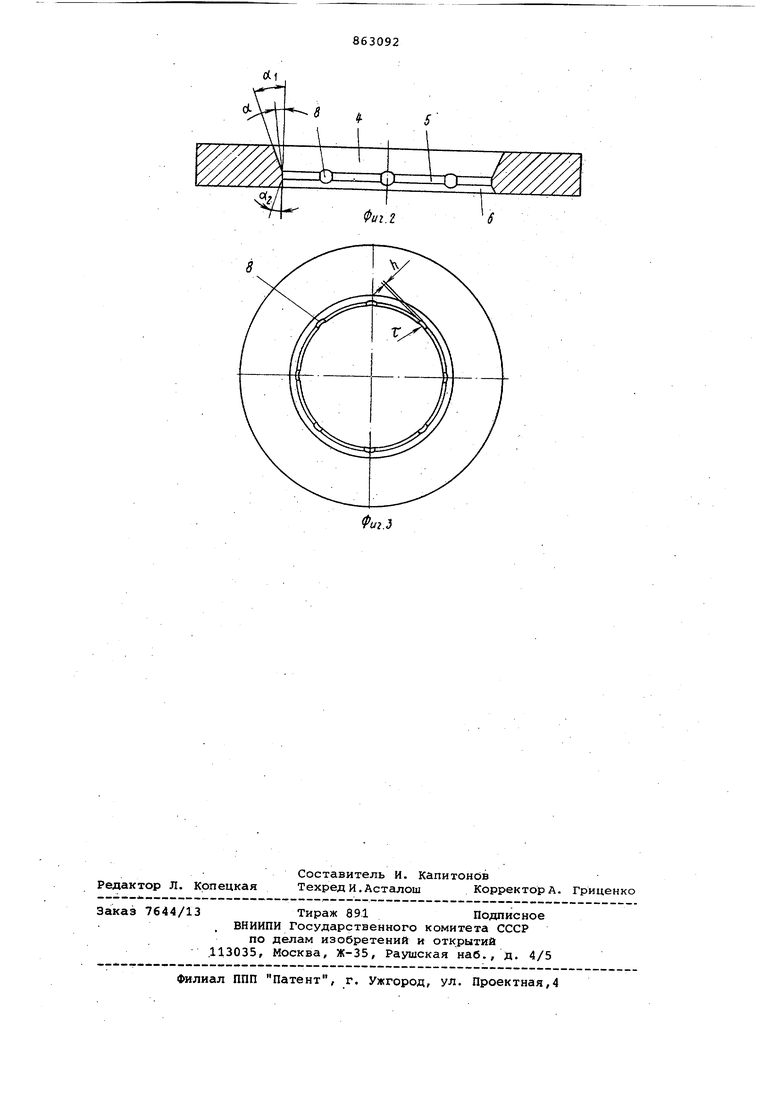
На конических рабочих поясках отдельных деформирующих элементов матрицы выполнены радиусные канавки, расположенные в шахматном порядке по высоте матрицы.
Последний калибрующий элемент имеет цилиндрический рабочий поясок и образует калибрующую часть матрицы. Угол конусности конических рабочих поясков определяется углом конического перехода обжатой детали и на 4-5 меньше угла заходного конуса отдельных деформирующих элементов матрицы.
Повышение точности наружного диаметра и-качества поверхности обжатой части заготовки приводит к снижению расхода металла и уменьшению трудоемкости последующей обработки детали за счет уменьшения площади контакта заготовки с матрицей и улучшения условий смазки контактирующих поверхностей. При этом за счет расположения конических рабочих поясков на определенном расстоянии дру от друга между поясками осуществляется внеконтактная деформация обжима заготовки по конусной поверхности того же угла d , с которым выполнены .конические пояски деформирующих элементов матрицы. Наличие радиусных канавок на рабочих поясках матрицы позволяет подавать смазку самотеком на все деформирующие элементы. Расположение их в шахматном порядке позволяет избежать продольных отпечатков от них на обжатой части заготовок.
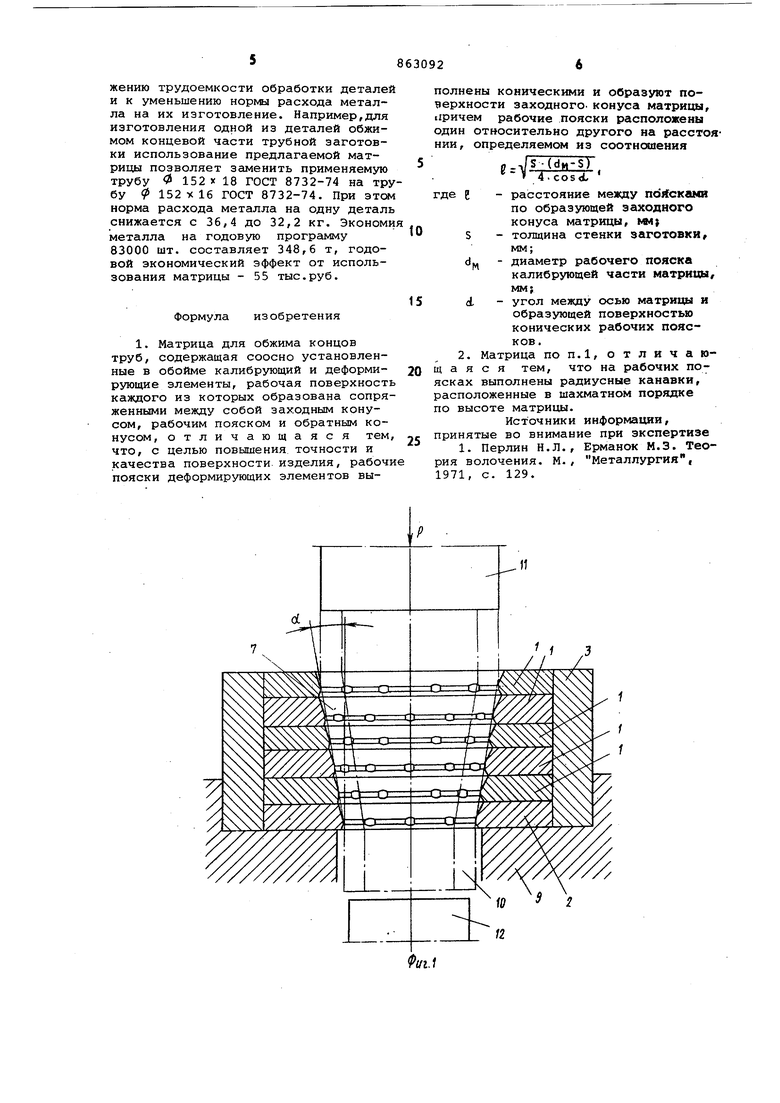
На фиг. 1 изображена матрица, общий вид разрез; на фиг. 2 -.деформирующий элемент матрицы,, разрез; на фиг. 3 - то же, вид сверху.
Матрица для обжима концевой части трубных заготовок содержит несколько деформирующих элементов 1 и калибрующий элемент 2, установленные соосно и запрессованные в обойму 3. Рабочая поверхность каждог деформирующего элемента 1 и калибрующего элемента 2 образована заходным конусом 4, рабочим пояском 5 и обратным конусом б. Рабочий поясок калибрующего элемента 2 выполнен цилиндрическим, и его определяет диаметр обжатой цилиндрической части заготовки. Рабочий поясок 5 деформирующих элементов 1 выполнен коническим. Поверхности конических рабочих поясков 5 отдельных деформирующих элементов 1 матрицы расположены на одной конической поверхности 7, являющейся поверхностью заходного конуса составной матрицы. Угол dL. I заходного конуса 4 каясдого
деформирующего элемента на 4-5 больше угла cL конического рабочего пояска 5. Величина угла о д обратного конуса б составляет 8-10. Конические рабочие пояски деформирующих элементов установлены друг от друга на расстоянии &, и на них выполнены радиусные канавки В,расположенные по высоте матрицы в шахматном порядке и предназначенные для смазки контактирующих поверхностей.
0 Глубина канавок h, их радиус к и количество канавок на каждом из деформирующих элементов зависят от диаметра обжимаемой заготовки и степени обжатия. Обойма 3 с деформи5рующим и калибрующим элементами установлена в блок 9.
Работа матрицы осуществляется следующим образом.
Заготовка 10 устанавливается в
0 матрицу. При ходе ползуна пресса вниз пуансон 11 давит на заготовку. Заготовка при продавливании через матрицу обжимается на заданную длину до необходимого диаметра, определяемого диаметром калибровочной части
5 2 матрицы. Длина обжимаемой части заготовки определяется величиной рабочего хода ползуна пресса. После обжима заготовка 10 выталкивается из матрицы, закреплённой в блоке 9,
0 выталкивателем 12 пресса. Смазка в процессе обжима подается сверху в зазор между наружной поверхностью заготовки и поверхностью заходного конуса матрицы и по радиусным канав5кам 8 поступает на конические рабочие пояски 5 каждого из деформирующих элементов составной матрицы. Нормальная работа матрицы обеспечивается при расположении рабочих поясков на рас0стоянии, определяемом соотношением
n/S-.(df/i-S) 4 cosoL
где 6
расстояние между коничес5кими рабочими поясками деформирующих элементов по образующей заходного конуса матрихщ, мм;
S толщина стенки обжимаемой
0 трубной заготовки, мм;
d« диаметр рабочего пояска калибрующего элемента матрицы, ММ;
d - угол между осью матрицы и
5 образующей поверхности конических поясйов. Применение матрицы для обжима концов труб позволяет за счет повышения точности и качества поверхнос0ти наружного диаметра уменьшить припуск на последующую механическую обработку деталей по обжатому концу, а в ряде случаев полностью исключить обработку резанием со снятием стружки. Это приводит к значительному сни5жению трудоемкости обработки деталей и к уменьшению нормы расхода металла на их изготовление. Например,для изготовления одной из деталей обжимом концевой части трубной заготовки использование предлагаемой матрицы позволяет заменить применяемую трубу а 152 X 18 ГОСТ 8732-74 на трубу 9 152x16 ГОСТ 8732-74. При этом норма расхода металла на одну деталь снижается с 36,4 до 32,2 кг. Экономия металла на годовую прогрс1мму 83000 шт. составляет 348,6 т, годовой экономический эффект от использования матрицы - 55 тыс.руб. Формула изобретения 1. Матрица для обжима концов труб, содержащая соосно установленные в обойме калибрующий и деформирующие элементы, рабочая поверхность каждого из которых образована сопряженными между собой заходным конусом, рабочим пояском и обратным конусом, отличающаяся тем, что, с целью повышения точности и качества поверхности изделия, рабочие пояски деформирующих элементов выпове (ф од ни 20 щ яск рас по при рия 197 лнены коническими и образуют порхности заходного. конуса матрицы, ичем рабочие пояски расположены ин относительно другого на расстояи, определяемом из соотношения -л/ЕПЕИ 4. -расстояние между поЛскамя по образующей эаходного конуса матрицы, мм -толщина стенки заготовки ММ; -диаметр рабочего пояска калибрующей части матрицы, мм; -угол между осью матрицы и образующей поверхностью конических рабочих поясков. 2. Матрица поп.1, отличаюа я с я тем, что на рабочих поах выполнены радиусные канавки, положенные в шахматном порядке высоте матрицы. Источники информации, нятые во внимание при экспертизе 1. Перлин Н.Л., Ерманок М.З. Теоволочения. М., Металлургия, 1, с. 129.
