со ел
00 со
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей изотермической штамповки с жесткой регламентацией температурного режима штамповки, например, в состоянии сверхпластичности металла заготовки.
Цель изобретения - повышение долговечности и эксплуатационной надежности штампа за счет обеспечения в основной (несушей) части его объема более низкой температуры, чем в слоях, прилегаюцхих к гравюре, при наличии строго изотермических условий штамповки, т.е. при равенстве температуры рабочей поверхности штампа температуре заготовки.
Подключение коаксиальной одному из индукторов дополнительной катушки одним концом к матрице, а другим - к пуансону обеспечивает за счет выделения джоулева тепла в заготовке и прилегаюших к гравюре участков штампа поддержание температуры заготовки в необходимых пределах и плавное нарастание температуры в процессе формообразования заготовки в связи с постепенным увеличением плошади контакта между гравюрой и заготовкой, приво- дяшим к росту тока в заготовке.
Основная часть объема штампа может иметь температуру более низкую, чем температура заготовки. Благодаря этому увеличиваются прочностные свойства штампа.
На чертеже показан штамп, разрез.
Штамп состоит из матрицы 1 и пуансона 2, в которых заключены две коаксиальные индукционные катушки 3 и 4, соединенные с источником переменного тока. Вместе с катушкой 4 коаксиально ей намотана электрически не связанная с ней катушка 5, концы которой с помощью двух контактных узлов 6 подсоединены соответственно к матрице и пуансону. Рабочая поверхность штам0
5
0
5
0
па (гравюра) имеет форму штампуемой детали.
Штамп работает следующим образом.
В промежутках между процессами штамповки матрица 1 и пуансон 2 штампа прогреваются индукторами 3 и 4 до температуры, на 20-30% ниже требуемой температуры формоизменения заготовки. В процессе штамповки ток, наводимый в катушке 5 магнитным потоком, создаваемым катушкой 4 (показан стрелками), начинает протекать через заготовку 7, поддерживая в ней требуемую температуру, например температуру сверхпластичности, до которой заготовку нагревают предварительно. Эта температура поддерживается на протяжении всего процесса формообразования, так как ток прекращает течь через заготовку 7 только после окончания штамповки и разрыва цепи.
В сравнении с известным в предлагаемом штампе обеспечивается повышение прочности и надежности благодаря комплексному подогреву пуансона и матрицы индукционными токами и заготовки контактным током, что исключает интенсивный отвод тепла от заготовки в процессе формообразования и обеспечивает наиболее благоприятные температурные условия формоизменения заготовкиГбез специального трансформатора).
Формула изобретения
Штамп для горячей изотермической штамповки, содёржаший матрицу и пуансон со встроенными коаксиально им индукторами
35 в виде катушек, отличающийся тем, что, с целью повышения долговечности и эксплуатационной надежности, он снабжен размещенной коаксиально одному из индукторов, вокруг него, дополнительной катушкой,
.Q один конец которой подсоединен к матрице, а другой - к пуансону.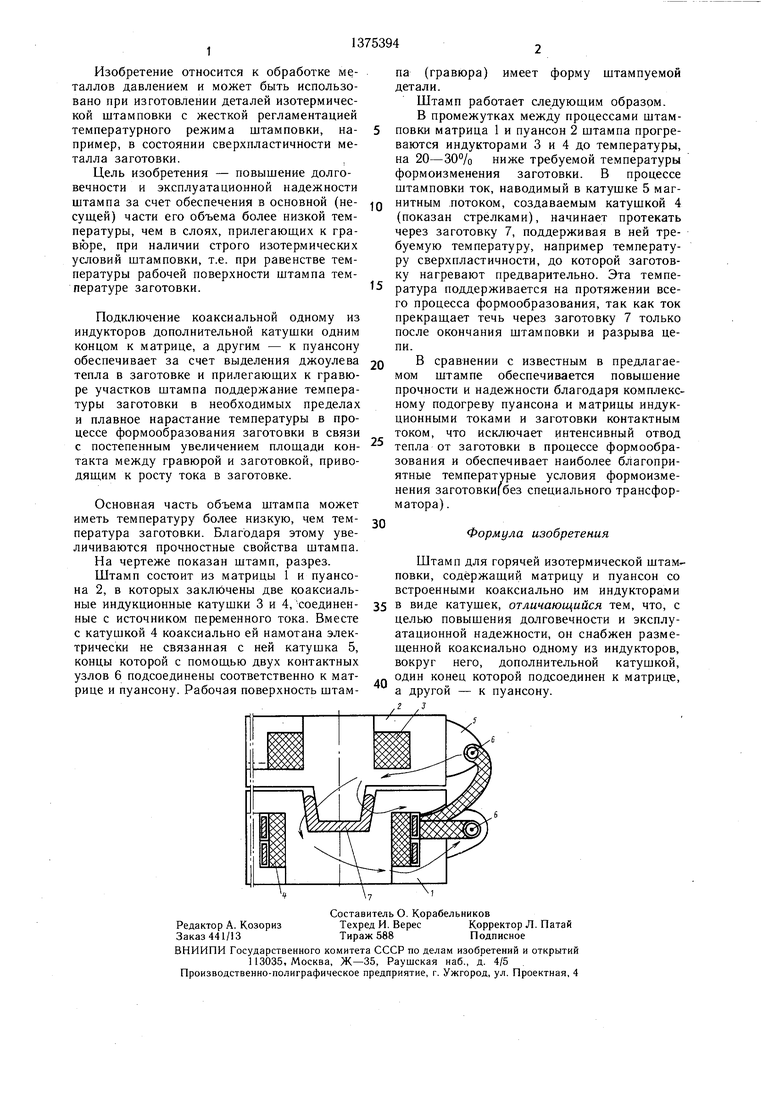
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ В ВАКУУМЕ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2010 |
|
RU2478139C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ С ЛОПАТКАМИ ТИПА "БЛИСК" (BАРИАНТЫ) И ШТАМП ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2450883C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ПРЕИМУЩЕСТВЕННО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2036047C1 |
| УСТРОЙСТВО для ПОЛУГОРЯЧЕГО ДЕФОРМИРОВАНИЯ СТАЛЬНЫХ ЗАГОТОВОК | 1972 |
|
SU349458A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456112C2 |
| Способ изотермической штамповки | 1981 |
|
SU1006015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
Изобретение относится к обработке металлов давлением и может использоваться при изготовлении деталей с жесткой регламентацией температурного режима штамповки, например, .в состоянии сверхпластичности металла заготовки. Цель изобретения - повышение долговечности и эксплуатационной надежности штампа за счет обеспечения в основной (несушей) части его объема более низкой температуры, чем в слоях, прилегаюших к гравюре, при наличии строго изотермических условий штамповки. Штамп содержит пуансон и матрицу со встроенными индукторами. Коаксиально одному из них вокруг индуктора размещена дополнительная катушка. Один конец катушки подсоединен к матрице, а другой - к пуансону. В промежутках между процессами штамповки пуансон и матрица прогреваются индукторами, а при штамповке ток, наводимый в дополнительной катушке магнитным потоком индуктора, протекает через заготовку, поддерживая требуемую температуру в ней на протяжении всего процесса формообразования . 1 ил. S
,
| Штамп для горячей штамповки деталей | 1975 |
|
SU592502A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
