Изобретение относится к обработке металлов и токопрОводящих материалов резанием и может найти примене- кие при исследовании их обрабатываемости, назначении режимов резания и проектировании режущего инструмента.
Целью изобретения является повышение точности измерения и возможность получения картины распределения ЭДС резания по режуще части, сверла за счет умен)Шения площади контакта режущей части сверла с обрабатываемым материалом.
На фкг.1 показана схема устройст- ва для, осуществления способа; на фиг.2 - осциллограмма ЭДС резания. .
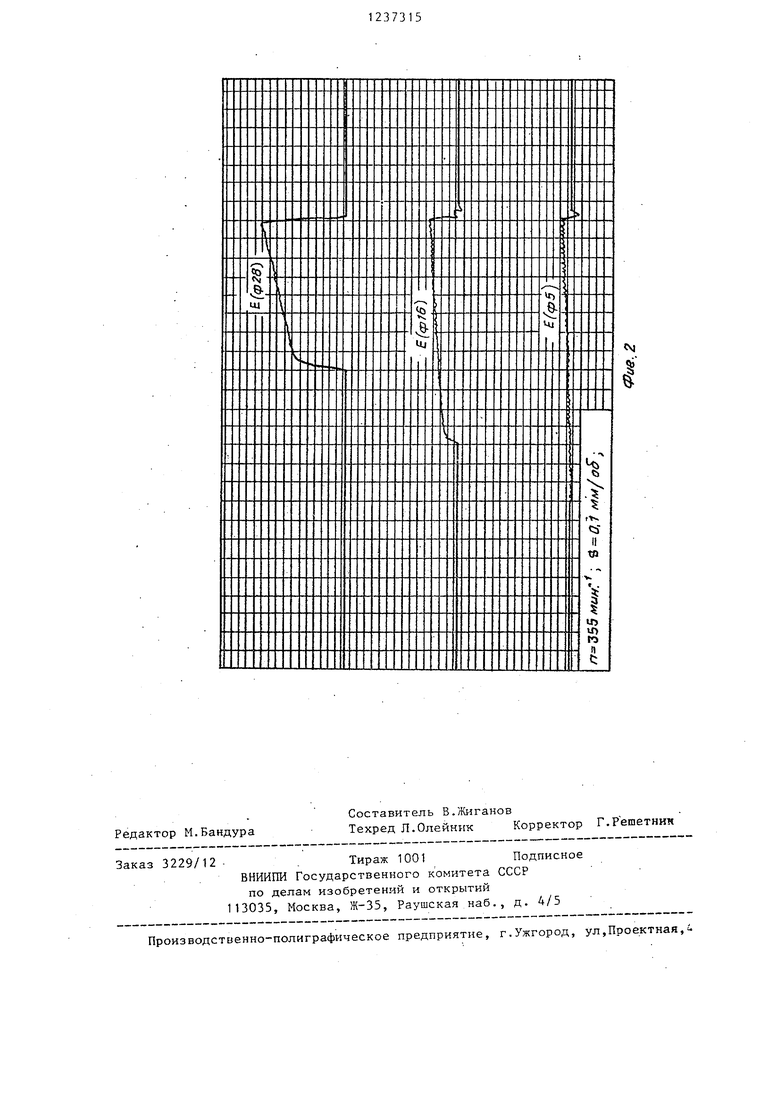
Образец, состоящий из концентрических колец обрабатываемого 1 и изоляционного 2 материалов, устанав- ливают соосно сверлу на столе станка. Сверло 3, например спиральное, и кольца из обрабатываемого материала подсоединяются в измерительную цепь 4, в которую для измерения ЭДС резания включены гальванометры 5 Измерение ЭДС резания производится при сверлении образца, сопровождаемо непрерывной подачей к сверлу смазы- вающе-охлаждающей Ж11дкости. Наруж- ный диаметр большего кольца из обра- батывдемого материала для предотвращения контакта с ним вспомогательных режущих кромок сверла выбирается равным номинальному диаметру сверла
или меньшим его, I
Осциллограмма ЭДС резания получена при сверлении стали Ст.45 сверлом из быстрорежущей стали марки Р6М5, диаметром 28 мм при частоте враще-
ния шпинделя п 355 мин и подаче S 0,1 мм/об. Образец состоял из двух колец обрабатываемого материа-. ла с наружным диаметром 28 и 16 мм, толчейной 2 мм и центрального стержня диаметром 5 мм, равным длине перемычки сверла. Верхняя кривая . соответствует ЭДС резания, возникающей на диаметре 28 мм, средняя - на диаметре 16 мм и нижняя - на диаметре 5 мм. Как видно из осциллограммы, величина ЭДС резания, действующа на диаметре 28 мм при глубине сверления 10 мм,, превышает величины ЭДС, действующих на диаметрах 16 и 5 мм соответственно в 2,3 и 9,2 раза. Из осциллограммы также видно, что по мере, углубления сверла в образз емое отверстие, ЭДС на каждом из диамет- .ров растет. Так, на диаметре 28 мм при глубине сверл.ения 10 мм ЭДС возрастает в-1,65 раза.
Таким образом, по сравнению с прототипом, предлагаемый способ позволяет повысить точность измерения ЭДС резания за счет уменьшения площади контакта режущей части сверла с обрабатываемым материалом; получить картину распределения ЭДС резания по режущей части сверла за счет применения образца, состоящего из концентрических колец обрабатываемого материала, разделенных изолятором; назначить оптимальные, исходя из критерия максимальной стойкости инструмента, режимы резания за счет повышения точности измерения ЭДС резания; проводить совершенствование конструкции сверл за счет информации, которую дает картина распределения ЭДС резания по режущей части.
Редактор М.Бандура
Составитель В.Жиганов
Техред Л.Олейник Корректор Г.Решетнин
Заказ 3229/12
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная,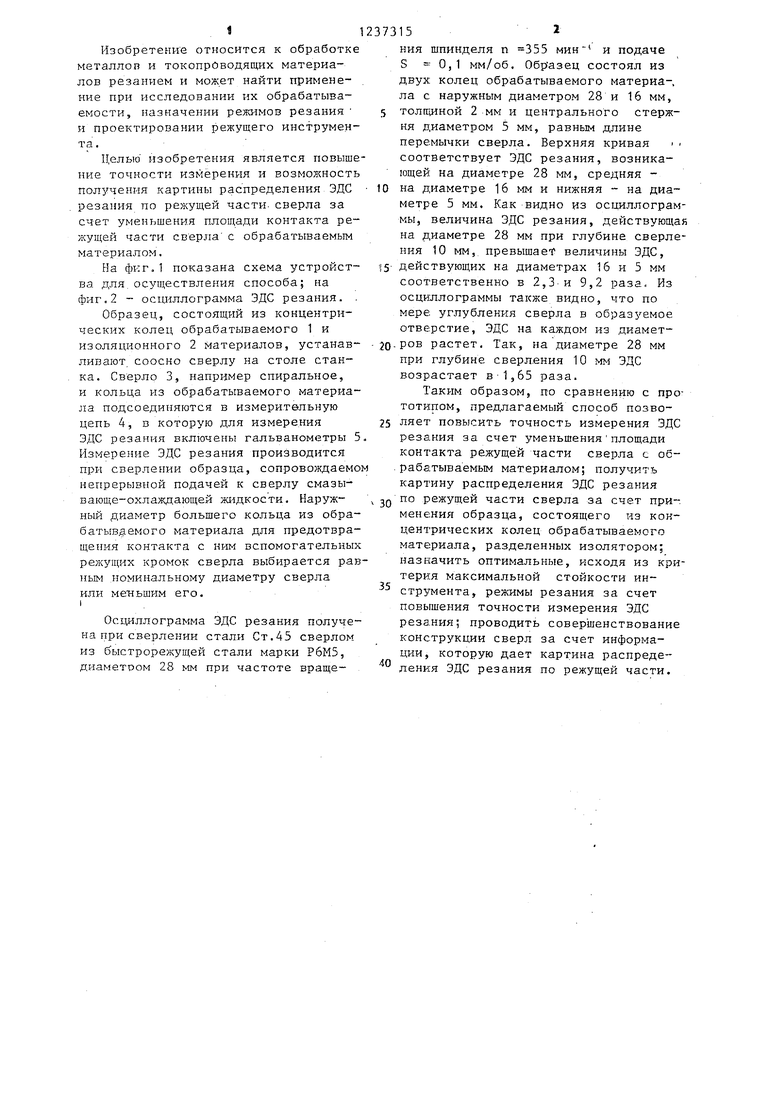
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения ЭДС-резания при сверлении | 1986 |
|
SU1313567A2 |
| Способ измерения ЭДС резания при сверлении | 1987 |
|
SU1414506A1 |
| Способ измерения ЭДС резания при сверлении | 1988 |
|
SU1553256A2 |
| Устройство для измерения ЭДС резания при сверлении | 1989 |
|
SU1673281A1 |
| Устройство для измерения удельной термо э.д.с. на режущих кромках инструмента | 1977 |
|
SU686826A1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2755620C1 |
| Способ измерения термо-ЭДС при сверлении | 2022 |
|
RU2794907C1 |
| Способ определения длины участка касания ленточками концевого инструмента обрабатываемой поверхности отверстия | 1988 |
|
SU1569081A1 |
| Способ измерения термо-ЭДС при сверлении | 2021 |
|
RU2761400C1 |
| Устройство для комплексного исследования силовых и скоростных зависимостей при сверлении сквозных отверстий | 1987 |
|
SU1502226A1 |
| Способ измерения температуры резания при сверлении | 1983 |
|
SU1076199A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
