Изобретение относится к области механической обработки материалов и может быть использовано при исследовании температурного состояния процесса резания при сверлении методом естественно образующей термопары.
Известен способ измерения температуры в зоне резания при сверлении (а.с. СССР №263215, кл. В23В 26/06, 1968 г. Аналог), принцип работы которого заключается в том, что разработана специальная конструкция, имеющая металлический стержень равный диаметру сверла, помещенный в диэлектрическую втулку которая препятствует возникновению дополнительных термо-ЭДС на периферии сверла.
Областью применения данного способа является металлообрабатывающая промышленность.
Недостатками такого способа является низкая виброустойчивость диэлектрической втулки при сверлении, а также сложность фиксации металлического стержня, что приведет к погрешности измерения температурного состояния процесса резания. Вместе с тем, предлагаемый способ имеет расхождение от присутствующих на производстве условий, поскольку в процессе резания участвуют как режущие кромки сверла, так и периферийная его часть, температурные показатели которой также представляют научный интерес.
Известен способ измерения температуры резания при сверлении (а.с. СССР №1076199, кл. В23В 25/06, 1983 г. Аналог) позволяющий повысить точность измерения за счет исключения паразитных термо-ЭДС при помощи металлического стержня, установленного в диэлектрической втулке, диаметр которого равен диаметру сверла, так же в стержне имеется отверстие, равное ширине перемычки, в результате чего, исключено влияние на температурные показатели процесса резания периферийной части и перемычки сверла.
Областью применения способа является металлообрабатывающая промышленность.
Недостатком такого способа является низкая виброустойчивость в процессе резания из-за наличия диэлектрика, также данный способ не позволяет в полной мере исследовать температурное состояние процесса резания т.к. в условиях производства, как правило, не представляется возможным исключить участие перемычки и периферийной части режущего инструмента при сверлении. Следовательно, экспериментальные данные полученные данным способом, подходят исключительно для специфических задач и исключают широкое применение.
Известен способ измерения ЭДС резания (Патент РФ 2149745, B23Q 17/09, опубл. 27.05.2000 г. Аналог) который позволяет повысить точность измерения температуры резания при сверлении методом естественной термопары, путем нанесения на режущий инструмент слоя диэлектрического (алмазного) покрытия, что позволяет изолировать периферийную часть сверла, а так же поочередно изолировать переднюю и заднюю поверхности, тем самым ограничивая электрический контакт обрабатываемой заготовки и режущего инструмента, что в свою очередь позволяет исключить влияние паразитных термо-ЭДС и повысить точность измерения.
Областью применения способа является металлообрабатывающая промышленность.
Недостатком данного способа является сложность и дороговизна нанесения диэлектрического (алмазного) покрытия. Связано это с дороговизной изготовления самого алмазного порошка, использованием специального оборудования, также возникают дополнительные сложности в контроле толщины покрытия. Известно, что угол образующей обратного конуса сверла в среднем равен 1°38'28'', в связи с чем возникает необходимость в нанесении равномерного, тонкого слоя диэлектрического покрытия из-за малой величины зазора между периферийной частью сверла и отверстием. Неравномерность нанесения и прочность алмазного покрытия может привести к заклиниванию инструмента в связи с возникновением дополнительных участков трения, что неизбежно приведет к дестабилизации процесса резания, возникновению вибраций, дополнительному теплообразованию а следовательно и к погрешности измерения.
Наиболее близким аналогом патентуемого изобретения является способ измерения термо-ЭДС при сверлении (Патент РФ 2761400, В23В 49/00, B23Q 17/09, опубл. 08.12.2021 г. Прототип). Способ включает закрепление заготовки посредством разрезной металлической втулки, разрезной эбонитовой втулки и эбонитовой прокладки, которые расположены в металлическом стакане, в трехкулачковом патроне, который фиксированно устанавливают на столе сверлильного станка, и сверление упомянутой заготовки посредством электрически изолированного от станка сверла, установленного в трехкулачковом патроне, расположенном на шпинделе сверлильного станка. При этом во время сверления осуществляют измерение термо-ЭДС с помощью милливольтметра, электрически связанного со сверлом и с упомянутой заготовкой посредством, в том числе, электропроводов, размещенных в емкости со льдом.
Прототип имеет следующие недостатки:
1. Для передачи термо-ЭДС от подвижного элемента к неподвижному, способ включает использование специального токосъемника, содержащего пластину, закрепленную на четырех линейных подшипниках, расположенных на специальных направляющих, при этом постоянный электрический контакт токосъемника и металлического диска обеспечивается при помощи пружины. Данное техническое решение значительно усложняет конструкцию.
2. Для снижения влияния паразитных термопар на измерение температурного состояния процесса резания при сверлении, металлический диск и токосъемник изготовлены из идентичного инструментального материала, однако при высокой частоте вращения шпинделя сверлильного станка, возможен нагрев зоны контакта токосъемника и металлического диска что может привести к дополнительной погрешности измерения.
Использование изобретения позволяет повысить точность измерения термо-ЭДС при сверлении методом естественно образующейся термопары.
Это достигается тем, что способ измерения термо-ЭДС при сверлении, включающий закрепление заготовки в зафиксированном на столе сверлильного станка трехкулачковом патроне посредством разрезной металлической втулки, разрезной эбонитовой втулки и эбонитовой прокладки, которые расположены в металлическом стакане и зафиксированы прижимными винтами, установку сверла в трехкулачковый патрон, расположенный на шпинделе сверлильного станка, с использованием разрезной эбонитовой втулки, эбонитовой прокладки и разрезной металлической втулки которые расположены в металлическом стакане с фиксацией прижимными винтами, и сверление упомянутой заготовки, во время которого осуществляют измерение термо-ЭДС с помощью милливольтметра, электрически связанного со сверлом посредством токосъемника, установленного на эбонитовой направляющей, и электропроводов, в том числе, размещенных в емкости со льдом, и непосредственно с упомянутой заготовкой с помощью электропровода, выполненного из материала упомянутой заготовки, при этом, на шпинделе сверлильного станка устанавливают эбонитовую втулку с закрепленной на ней снаружи медной втулкой, которую соединяют со сверлом с помощью электропровода, выполненного из инструментального материала, при этом упомянутый токосъемник выполняют графитовым и устанавливают с возможностью постоянного электрического контакта с медной втулкой посредством размещения эбонитовой направляющей токосъемника в направляющей втулке, содержащей упорную втулку и пружину, установленную между упорной втулкой и упомянутой эбонитовой направляющей, при этом упомянутую направляющую втулку располагают в фиксирующей втулке с закреплением прижимными винтами, а фиксирующую втулку закрепляют в держателе при помощи прижимных винтов, причем электропровод, соединяющий графитовый токосъемник с милливольтметром выполнен из двух частей, одна из которых, подсоединенная к графитовому токосъемнику, выполнена из инструментального материала, а другая часть, подсоединенная к милливольтметру, выполнена из материала упомянутой заготовки, при этом, спай, образованный соединением упомянутых частей, размещают в емкости со льдом.
Способ измерения термо-ЭДС при сверлении представлен на чертежах:
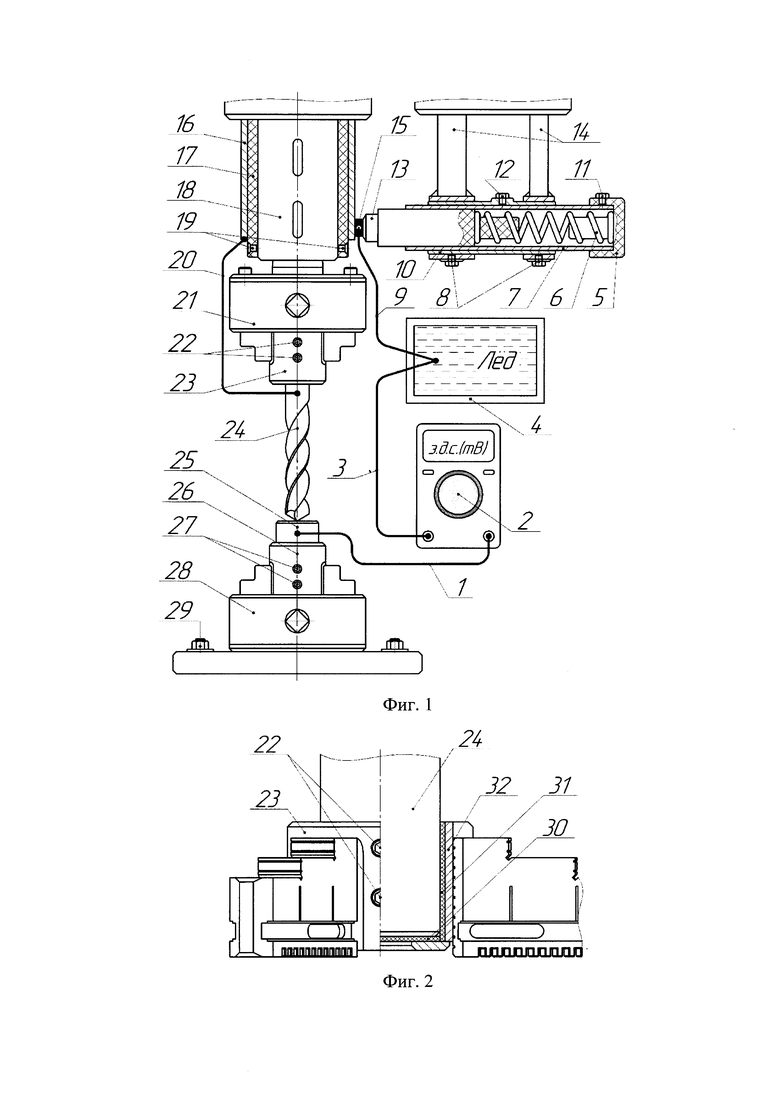
фиг. 1 - конструктивная схема способа измерения термо-ЭДС при сверлении в осевом сечении и местном разрезе.
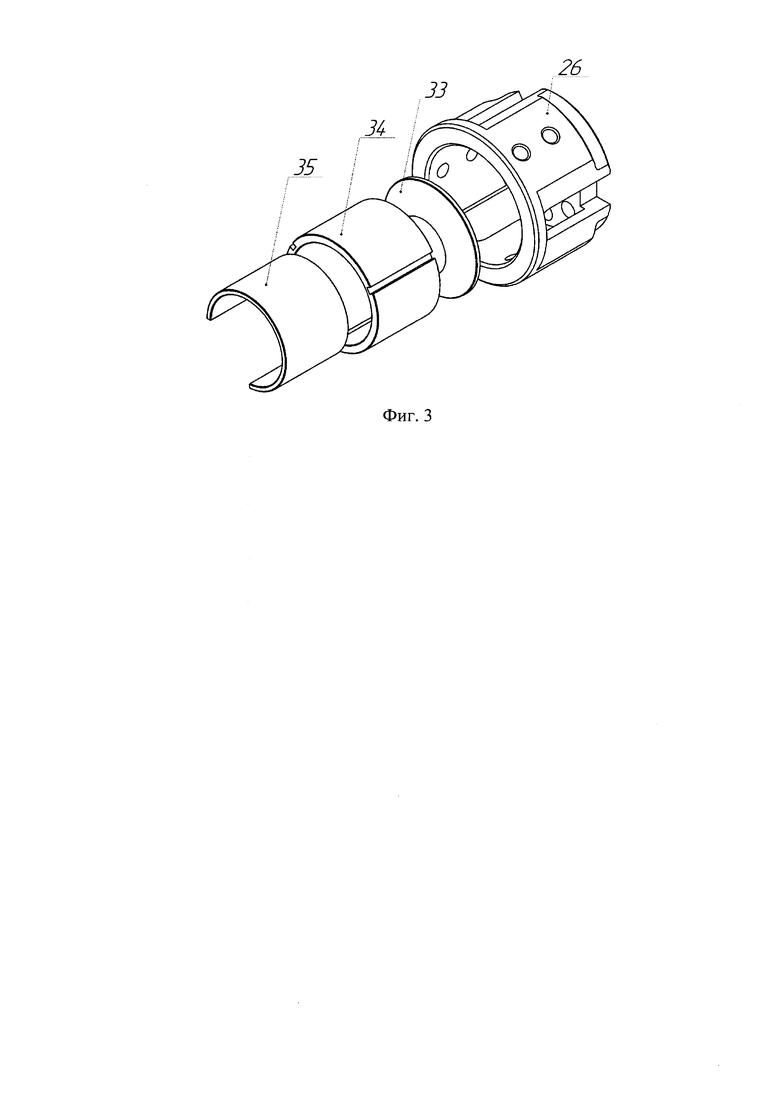
фиг. 2, 3 - конструктивная схема электроизоляции сверла и заготовки.
Для осуществления способа измерения термо-ЭДС при сверлении используются электропровода 1, 3, 9, 20, милливольтметр 2, емкость со льдом 4, упорную втулку 5, пружину 6, направляющую втулку 7, прижимные винты 8, 11, 12, 19, 22, 27, фиксирующую втулку 10, эбонитовую направляющую 13, держатель 14, графитовый токосъемник 15, медную втулку 16, эбонитовую втулку 17, шпиндель сверлильного станка 18, патроны трехкулачковые 21, 28, металлические стаканы 23, 26, сверло 24, заготовку 25, прижимные гайки 29, эбонитовые прокладки 30, 33, разрезные эбонитовые втулки 31, 35, разрезные металлические втулки 32, 34.
Способ осуществляется следующим образом: во избежание влияния паразитных термо-ЭДС на показания милливольтметра 2, сверло 24 изолировано от сверлильного станка (на чертеже не указан) при помощи разрезной эбонитовой втулки 31 и эбонитовой прокладки 30, которые вместе с разрезной металлической втулкой 32 установлены в металлическом стакане 23, и зафиксированы при помощи прижимных винтов 22. В свою очередь металлический стакан 23 установлен в трехкулачковом патроне 21. Во избежание от проворачивания в процессе резания, сверло 24 зафиксировано по 6-ти точкам. Благодаря наличию сквозных пазов в металлическом стакане 23, кулачки трехкулачкового патрона 21 контактируют с разрезной металлической втулкой 32, обеспечивая фиксацию по трем точкам, прижимные винты 22 также контактируют с разрезной металлической втулкой 32, обеспечивая фиксацию сверла 24 по дополнительным трем точкам. Заготовка 25 также изолирована от сверлильного станка, аналогично сверлу 24, при помощи разрезной эбонитовой втулки 35 и эбонитовой прокладки 33, которые вместе с разрезной металлической втулкой 34 установлены в металлическом стакане 26, зафиксированные при помощи прижимных винтов 27, в свою очередь металлический стакан 26 установлен в трехкулачковом патроне 28, который зафиксирован на столе сверлильного станка при помощи прижимных гаек 29. Для передачи термо-ЭДС от подвижного сверла 24, (которое в процессе резания помимо вращательного, осуществляет еще и возвратно поступательное движение) к неподвижному милливольтметру 2, конструкция снабжена специальным переходником, состоящим из эбонитовой втулки 17, зафиксированной на шпинделе сверлильного станка 18 при помощи прижимных винтов 19, а также медной втулки 16, контактирующей с графитовым токосъемником 15, в свою очередь графитовый токосъемник закреплен на эбонитовой направляющей 13. Для постоянного электрического контакта медной втулки 16 и графитового токосъемника 15, эбонитовая направляющая 13, установлена в направляющей втулке 7 с закрепленной при помощи прижимного винта 11 упорной втулкой 5. Непосредственный контакт медной втулки 16 и графитового токосъемника 15 создается пружиной 6, расположенной между эбонитовой направляющей 13 и упорной втулкой 5. В свою очередь направляющая втулка закреплена в фиксирующей втулке 10 при помощи прижимного винта 12, при этом фиксирующая втулка 10 закреплена в держателе 14 при помощи прижимных винтов 8.
Электрический контакт сверла 24 заготовки 25 и милливольтметра 2, обеспечивается при помощи электропроводов 20 и 9, изготовленных из инструментального материала и электропроводов 1, 3, изготовленных из обрабатываемого материала. Спай, образованный электропроводами 9 и 3 погружен в емкость со льдом 4. Электропровода 1 и 3, изготовленные из обрабатываемого материала соединены с милливольтметром 2, при помощи которого осуществляется регистрация значений термо-ЭДС при сверлении.
Способ может быть осуществлен следующим образом: сверло с разрезной эбонитовой втулкой, разрезной металлической втулкой и эбонитовой прокладкой устанавливаются в металлическом стакане, и фиксируются при помощи прижимных винтов, в свою очередь металлический стакан, устанавливается в трехкулачковом патроне, расположенным на шпинделе сверлильного станка. Разрезная эбонитовая втулка и эбонитовая прокладка служат для изоляции сверла от сверлильного станка (на чертеже не указан).
Заготовка также изолируется при помощи разрезной эбонитовой втулки, эбонитовой прокладки, которые вместе с разрезной металлической втулкой устанавливаются в металлическом стакане с прижимными винтами и фиксируются в трехкулачковом патроне, который закрепляется на столе сверлильного станка при помощи прижимных гаек. Поскольку в процессе резания сверло осуществляет вращательное, а также возвратно поступательное движение, конструкция содержит специальный переходник, состоящий из эбонитовой втулки, которую фиксируют на шпинделе сверлильного станка при помощи прижимных винтов, при этом на эбонитовой втулке располагается медная втулка, которая контактирует с графитовым токосъемником. В свою очередь графитовый токосъемник закрепляют на эбонитовой направляющей, которую затем помещают в направляющей втулке. Для создания постоянного электрического контакта графитового токосъемника и медной втулки, конструкция содержит пружину, которая располагается между эбонитовой направляющей и упорной втулкой. Упорная втулка закрепляется на торце направляющей втулки при помощи прижимного винта, также при помощи прижимных винтов направляющая втулка закрепляется на фиксирующей втулке. Фиксирующая втулка устанавливается в держателе при помощи прижимных винтов. Процесс резания служит в качестве «горячего» спая, «холодный» же спай, образованный электропроводами, изготовленными из инструментального и обрабатываемого материала погружается в емкость со льдом. Милливольтметр, при помощи которого осуществляется регистрация значений термо-ЭДС при сверлении подключают к электропроводу, изготовленному из обрабатываемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2022 |
|
RU2793004C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2022 |
|
RU2794353C1 |
| Способ тарирования естественной термопары сверло-заготовка | 2024 |
|
RU2833303C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| Способ измерения температурных и силовых параметров процесса резания при рассверливании | 2024 |
|
RU2838795C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2755620C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Устройство для определения коэффициента трения смазочных материалов | 2022 |
|
RU2795388C1 |
Изобретение относится к области механической обработки материалов и может быть использовано при исследовании температурного состояния процесса резания при сверлении методом естественно образующейся термопары. Способ включает закрепление заготовки посредством разрезной металлической втулки, разрезной эбонитовой втулки и эбонитовой прокладки, которые расположены в металлическом стакане, в трехкулачковом патроне, который фиксированно устанавливают на столе сверлильного станка, и сверление упомянутой заготовки посредством электрически изолированного от станка сверла, установленного в трехкулачковом патроне, расположенном на шпинделе сверлильного станка. При этом во время сверления осуществляют измерение термо-ЭДС с помощью милливольтметра, электрически связанного со сверлом и с упомянутой заготовкой посредством электропроводов, спай которых размещают в емкости со льдом. Для передачи термо-ЭДС от подвижного сверла к милливольтметру на шпинделе сверлильного станка устанавливают диэлектрическую втулку с расположенной на внешней стороне медной втулкой, которая контактирует с графитовым токосъемником, при этом постоянный электрический контакт обеспечивает расположенная между эбонитовой направляющей и упорной втулкой пружина. 3 ил.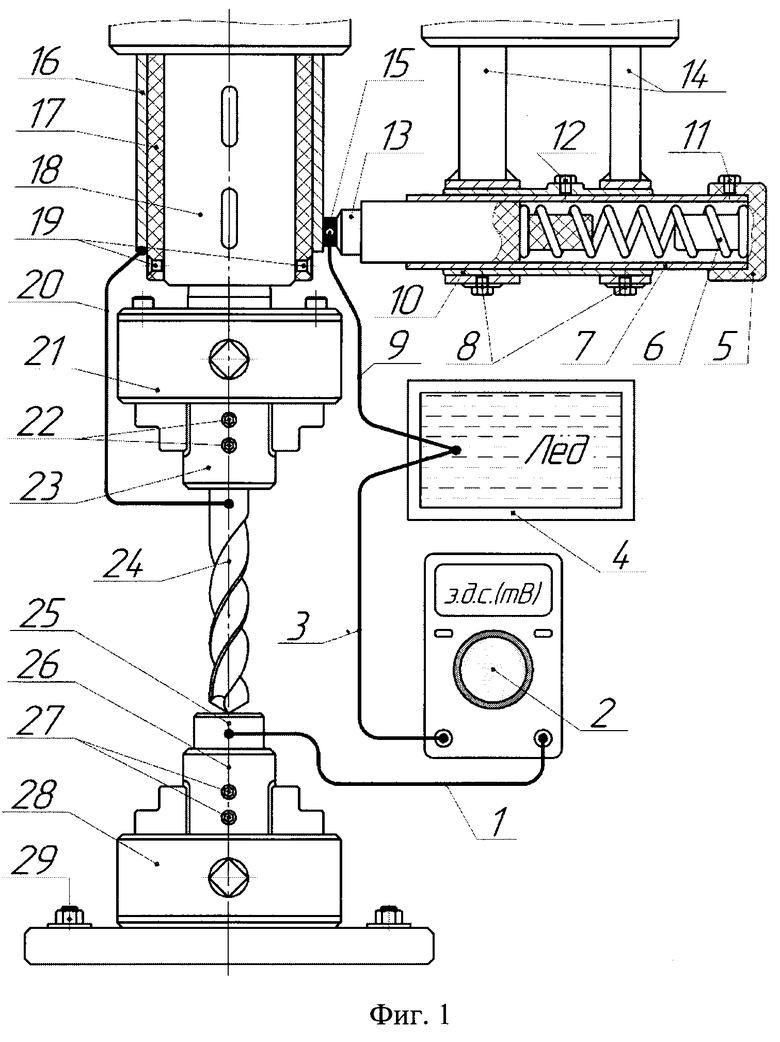
Способ измерения термо-ЭДС при сверлении, включающий закрепление заготовки в зафиксированном на столе сверлильного станка трехкулачковом патроне посредством разрезной металлической втулки, разрезной эбонитовой втулки и эбонитовой прокладки, которые расположены в металлическом стакане и зафиксированы прижимными винтами, установку сверла в трехкулачковый патрон, расположенный на шпинделе сверлильного станка, с использованием разрезной эбонитовой втулки, эбонитовой прокладки и разрезной металлической втулки, которые расположены в металлическом стакане с фиксацией прижимными винтами, и сверление упомянутой заготовки, во время которого осуществляют измерение термо-ЭДС с помощью милливольтметра, электрически связанного со сверлом посредством токосъемника, установленного на эбонитовой направляющей, и электропроводов, в том числе размещенных в емкости со льдом, и непосредственно с упомянутой заготовкой с помощью электропровода, выполненного из материала упомянутой заготовки, отличающийся тем, что на шпинделе сверлильного станка устанавливают эбонитовую втулку с закрепленной на ней снаружи медной втулкой, которую соединяют со сверлом с помощью электропровода, выполненного из инструментального материала, при этом упомянутый токосъемник выполняют графитовым и устанавливают с возможностью постоянного электрического контакта с медной втулкой посредством размещения эбонитовой направляющей токосъемника в направляющей втулке, содержащей упорную втулку и пружину, установленную между упорной втулкой и упомянутой эбонитовой направляющей, при этом упомянутую направляющую втулку располагают в фиксирующей втулке с закреплением прижимными винтами, а фиксирующую втулку закрепляют в держателе при помощи прижимных винтов, причем электропровод, соединяющий графитовый токосъемник с милливольтметром, выполняют из двух частей, одну из которых, подсоединенную к графитовому токосъемнику, выполняют из инструментального материала, а другую часть, подсоединенную к милливольтметру, выполняют из материала упомянутой заготовки, при этом спай, образованный соединением упомянутых частей, размещают в емкости со льдом.
| Способ измерения термо-ЭДС при сверлении | 2021 |
|
RU2761400C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЭДС РЕЗАНИЯ | 1998 |
|
RU2149745C1 |
| Способ измерения ЭДС резания при сверлении | 1987 |
|
SU1414506A1 |
| Способ измерения температуры резания металлов | 1962 |
|
SU152327A1 |
| ЭЛЕКТРОННО-ЛУЧЕВОЕ ЗАПОМИНАЮЩЕЕ УСТРОЙСТВО | 2016 |
|
RU2652590C2 |
| CN 104889820 B, 26.12.2017. | |||

