Изобретение относится к области машиностроения, в частности к техническим измерениям в процессе обработки материалов резанием.
Целью изобретения является повышение точности за счет упрощения количественной оценки фдктической длины участка касания ленточками концевого инструмента обрабатываемой поверхности.
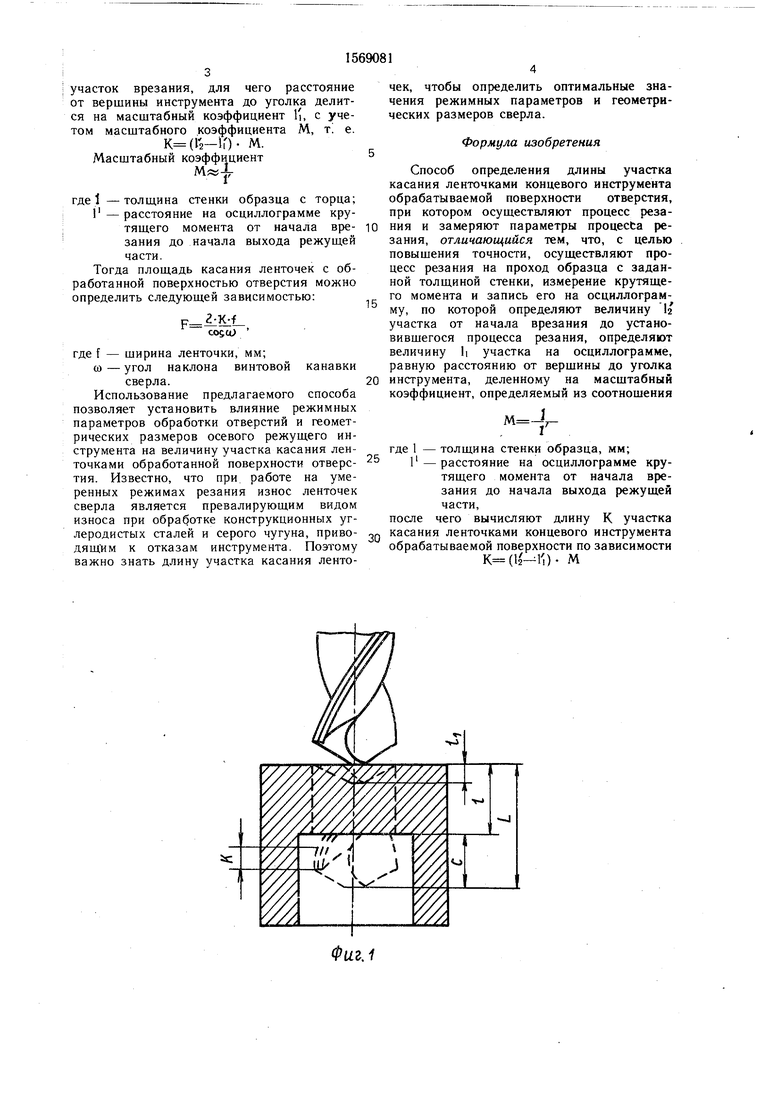
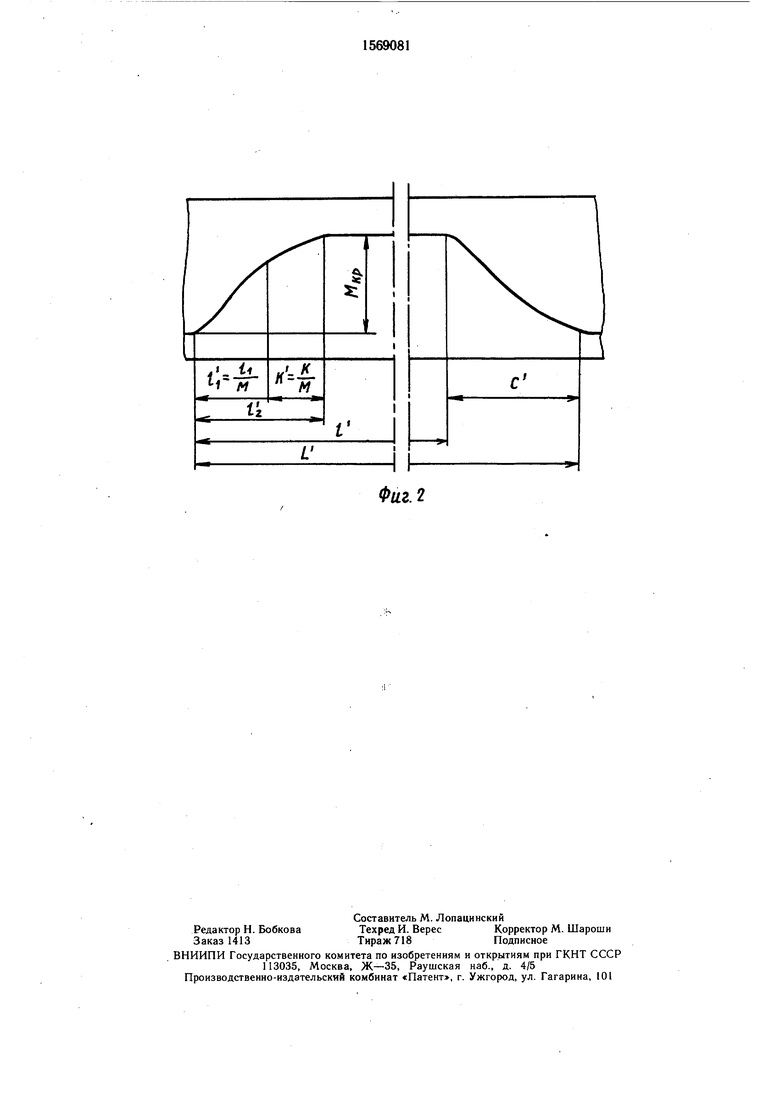
На фиг. 1 изображена схема резания образца; на фиг. 2 - осциллограмма крутящего момента, снятая во время обработки образца.
Способ осуществляется следующим образом.
Выбирается образец с заданной толщиной стенки. Осуществляется процесс, например, сверления. Одновременно на фотобумагу записывается осциллограмма крутящего момента. Скорость движущейся фотобумаги должна быть достаточно большой, чтобы получить большой участок развертки крутящего момента при врезании режущей части сверла. Замер геометрических размеров сверла, образца и осциллограммы крутящего момента производится с помощью инструментального микроскопа;. Длина участка касания ленточками обрабатываемой поверхности отверстия К определяется как разность между величиной участка на осциллограмме от начала врезания до начала участка установившегося процесса сверления & и величиной участка, характеризующего на осциллограмме
сл
Од О О 00
участок врезания, для чего расстояние от вершины инструмента до уголка делится на масштабный коэффициент К, с учетом масштабного коэффициента М, т. е.
К (1 2-1Г)- М. Масштабный коэффициент М«
где -толщина стенки образца с торца; I1 - расстояние на осциллограмме кручек, чтобы определить оптимальные значения режимных параметров и геометрических размеров сверла.
Формула изобретения
Способ определения длины участка касания ленточками концевого инструмента обрабатываемой поверхности отверстия, при котором осуществляют процесс резатящего момента от начала вре- ю ния и замеряют параметры процесса резания до начала выхода режущей
части.
Тогда площадь касания ленточек с обработанной поверхностью отверстия можно определить следующей зависимостью:
F ZlK±- 0050)
где f - ширина ленточки, мм;
и - угол наклона винтовой канавки сверла.
Использование предлагаемого способа позволяет установить влияние режимных параметров обработки отверстий и геометрических размеров осевого режущего инструмента на величину участка касания ленточками обработанной поверхности отверс- тия. Известно, что при работе на умеренных режимах резания износ ленточек сверла является превалирующим видом износа при обработке конструкционных уг
чек, чтобы определить оптимальные значения режимных параметров и геометрических размеров сверла.
Формула изобретения
Способ определения длины участка касания ленточками концевого инструмента обрабатываемой поверхности отверстия, при котором осуществляют процесс реза
зания, отличающийся тем, что, с целью повышения точности, осуществляют процесс резания на проход образца с заданной толщиной стенки, измерение крутящего момента и запись его на осциллограмму, по которой определяют величину г участка от начала врезания до установившегося процесса резания, определяют величину li участка на осциллограмме, равную расстоянию от вершины до уголка инструмента, деленному на масштабный коэффициент, определяемый из соотношения
«--}.
где 1 - толщина стенки образца, мм;
I1 - расстояние на осциллограмме крутящего момента от начала врезания до начала выхода режущей части,
после чего вычисляют длину К участка
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ УЧАСТКА КАСАНИЯ ЛЕНТОЧКАМИ КОНЦЕВОГО ИНСТРУМЕНТА ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОГО ОТВЕРСТИЯ В ПРОЦЕССЕ РЕЗАНИЯ | 2009 |
|
RU2395372C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524464C2 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| Устройство для обработки отверстий | 1989 |
|
SU1706781A1 |
| Устройство для комплексного исследования силовых и скоростных зависимостей при сверлении сквозных отверстий | 1987 |
|
SU1502226A1 |
| Способ определения износа инструмента | 1982 |
|
SU1024227A1 |
| Спиральное сверло | 1989 |
|
SU1668054A1 |
| Устройство для измерения удельной термо э.д.с. на режущих кромках инструмента | 1977 |
|
SU686826A1 |
| СПОСОБ ОБНАРУЖЕНИЯ И КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2432236C2 |
| Способ защиты инструмента от поломок | 1986 |
|
SU1421471A1 |
Изобретение относится к машиностроению, в частности к техническим измерениям в процессе обработки материалов резанием. Целью изобретения является повышение точности. Указанная цель достигается за счет упрощения количественной оценки фактической длины участка касания ленточками концевого инструмента обрабатываемой поверхности. При определении длины участка касания ленточками концевого инструмента обрабатываемой поверхности отверстия осуществляют процесс резания на проход образца с заданной толщиной стенки. Во время обработки записывают осциллограмму крутящего момента, по которой определяют величину L2 участка от начала врезания до установившегося процесса резания. Определяют величину L1 участка на осциллограмме, равную расстоянию от вершины до уголка инструмента, деленное на масштабный коэффициент, определяемый из соотношения M=L:L1, где L-толщина стенки образца, мм
L1 - расстояние на осциллограмме крутящего момента от начала врезания до начала выхода режущей части, после чего вычисляют длину K участка касания ленточками концевого инструмента обрабатываемой поверхности по зависимости K=(L2-L1).M. 2 ил.
леродистых сталей и серого чугуна, приво- 30 касания ленточками концевого инструмента дяЩим к отказам инструмента. Поэтому обрабатываемой поверхности по зависимости важно знать длину участка касания ленто-K(l2--1 ) М
Фиг.1
л1 I 1Г M
к -JL
ti
I1
U
Фиг. 2
| Каргельский И | |||
| В | |||
| Трение и износ | |||
| - М.: Машиностроение, 1968, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
