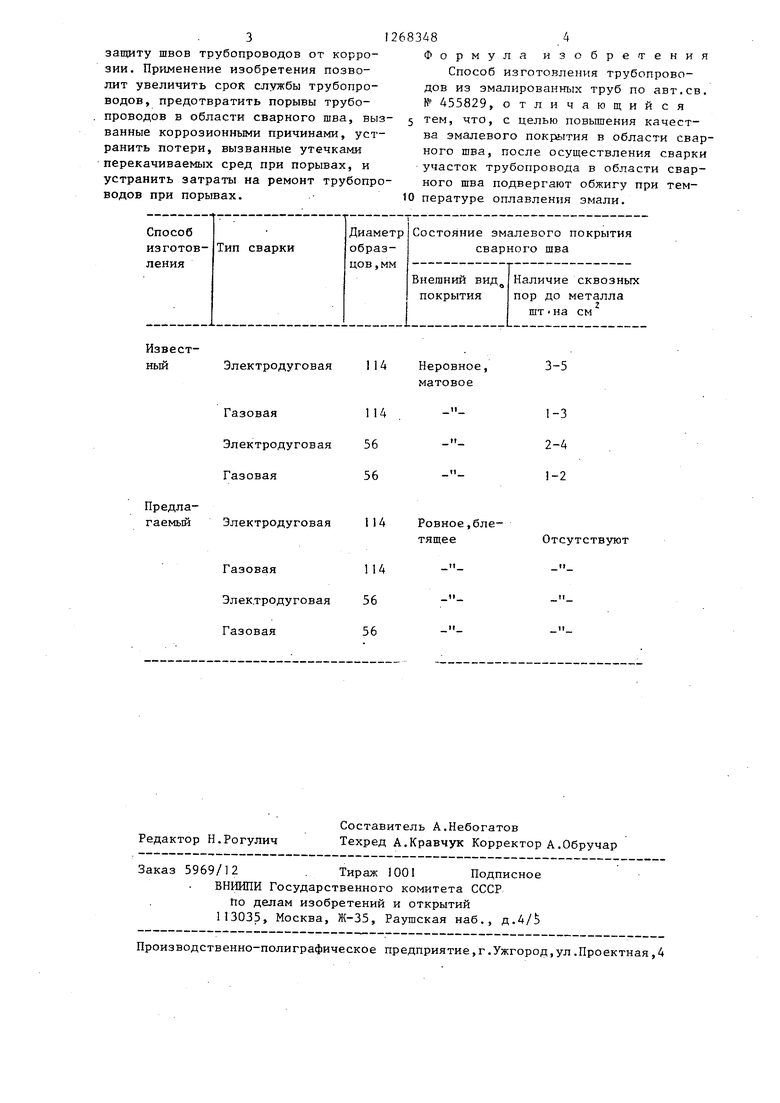
Изобретение относится к области изготовлению трубопроводов и может быть использовано для ггзготонления .трубопроводов из эмалированных труб в нефтяной, газовой и химической промьппленности для тепиовых сетей,в мелиорации и энергетике, и является усовершенствованием изобретения по авт.св. № 455829. Цель изобретения - повышение качества эмалевого покрытия в области сварного шва. Указанная цель достигается тем, что после нанесения на внутреннюю поверхность концов труб эмалевой пасты и осуществления сварки труб участок трубопровода в области сварного шва подвергают обжигу при температуре оплавления эмали. Способ осуществляют следующим образом. На внутреннюю поверхность ,концов свариваемых труб с внутренним эмалевым покрытием наносят эмалев то пасту Последняя наносится на участке шириной 5-10 мм, начиная от торцов труб После стыковки труб осуществляется электродуговая или газовая сварка кольцевых швов. При этом в результате разогрева торцов труб происходит частичное оплавление эмалевой пасты. Однако кратковременного разогрева торцов труб при сварке недостаточно дJ:я расплавления и растекания эмали. В результате эмалевое покрытие сварного шва имеет многочислен1 1е открытые до металла поры. Пос ле осуществления сварки участок трубопровода в области сварного шва подвергают обжигу при температуре оплавления эмали. Обжиг может осуществляться, например, с помощью передвижной индукционной установки. Продолжительность обжига зависит от мощности установки, толшины стенки трубы, ее диаметра и температуры окружающей среды. При обжиге эмаль при обретает вязкотекучие свойства и рас текаясь, равномерно покрывает сварной шов, образуя качественное сплошное покрытие. П р и м е р. От труб диаметром 57 мм толщиной стенки 4 мм и труб диаметром 114 мм стенки 5 м отрезают трубчатые образцы дпиной 70 мм. На внутреннюю поверхность образцов наносят четырекслойное эмале вое покрытие: два слоя грунтовой эм 8 ли, состояпей из 70% эмали марки 15 и 30% эмали марки 32, и два слоя покровной эмали марки 339. На внутреннюю поверхность образцов поверх эмалевого покрытия наносят эмалевую пасту грунтовой эмали, состоящей из 70% эмали марки 5 и 30% эмали марки 32. Пасту наносят на участке шириной 10 мм, начиная от торцов трубчатых образцов. Подготовленные таким образом образцы сваривают попарно с применением как электродуговой, так и газовой сварки. После осуществления сварки образцы обжигают в камерной электрической печи при 900 С. Интервал-обжига грунтовой эмали, состоящей из 70% эмали марки 15 и 30% эмали марки 32 составляет 900-930 0. Образцы J 57 мм обжигают 14 мин, 114мм 15 мин. Продолжительность обжига подбирают экспериментально. Об окончании обжига судят по появлению блеска эмали. Качество эмалевого покрытия сварного шва образцов, сваренных как по известному способу, так и по предлагаемому с .дополнительным обжигом оценивают BHsyajr.Ho и с помощью перископа. После осмотра образцы разрезают вдоль и подсчитывают количество сквозных пор до металла в покрытии сварного шва. Результаты экспериментов приведены в таблице. Как следует из таблицы, качество эмалевого покрытия сварного шва, оцениваемое по внешнему виду и наличию сквозных пор, по предлагаемому способу Bbmie качества эмалевого покрытия по известног-гу способу. По сравнению с известным эмалевое покрытие сварного шва имеет открытые до металла поры и неровную матовую поверхность, что говорит о недоведенном до конца обжиге) предлагаемый способ как в случае применения электродуговой, так и гэ зовой сварки обеспечивает высокое эмалевой покрытие сварного шва, характеризующееся ровной блестящей сплошной поверхностью. Получение качественного сплошного эмалевого покрытия сварных швов при изготовлении трубопроводов из эмалированных труб по предлагаемому способу позволит обеспечить надежную
защиту швов трубопроводов от коррозии, применение изобретения позволит увеличить срок службы трубопроводов, предотвратить порывы трубопроводов в области сварного шва, выз ванные коррозионными причинами, устранить потери, вызванные утечками перекачиваемых сред при порывах, и устранить затраты на ремонт трубопро водов при порывах.
68348.4
Формула изобретения
Способ изготовления трубопроводов из эмалированных труб по авт.св. № 455829, отличающийся 5 тем, что, с целью повьшения качества эмалевого покрытия в области сварного шва, после осуществления сварки участок трубопровода в области сварного шва подвергают обжигу при тем10 пературе оплавления эмали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ ИЗ ЭМАЛИРОВАННЫХ ТРУБ | 1997 |
|
RU2131551C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| Способ изготовления трубопроводов из эмалированных труб | 1986 |
|
SU1353549A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 1994 |
|
RU2088834C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| Способ сварки труб с внутренним эмалевым покрытием | 1987 |
|
SU1479249A1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
Изобретение относится к области изготовления трубопроводов из эмалированных труб и является усовершенствованием изобретения по авт.св. № 455829. Целью изобретения является обеспечение надежной защиты сварочных швов трубопроводов от коррозии путем создания качественной за-щиты эмалью зоны сварного шва. Для этого после нанесения эмалевой пасты на внутреннюю поверхность труб на расстоянии 5-10 мм от свариваемых торцов и сварки участок .трубопровода : в зоне сварного шва подвергают обжигу при температуре оплавления эмали. При обжиге эмаль приобретает § вязкотекучие свойства и,растекаясь, СО равномерно покрывает сварной шов, образуя качественное сплошное покрытие . 1 табл.
Известньш Электродуговая
Газовая
Электродуговая
Газовая
Электродуговая
Газовая
Электродуговая Газовая
3-5
1-3 2-4 1-2
Отсутствуют
| Способ изготовления трубопроводов из эмалированных труб | 1971 |
|
SU455829A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
