Изобретение относится к станкостроению и может быть использовано в сборочных и сортировочных автоматах.
Цель изобретения - расширение технологических возможностей нрименения устройства при подаче деталей различной дли- ны.
На фиг. 1 изображено устройство, об- нций вид; на фиг. 2-4 - варианты исполнения камеры разделения, разрез А-А на фиг. 1.
Устройство для разделения потока деталей состоит из подающего лотка 1, отводя- п;их лотков 2 и 3; упора 4 с датчиком 5 наличия деталей в перегородке между отводящими лотками 2 и 3, камеры разделения 6 блока управления 7 и командного блока 8. В боковых стенках 9 и 10 камеры разделения 6 выполнены сопла 11 подачи сжатого воздуха. Питание . к датчику 5 наличия деталей подается по каналу 12 через дроссель 13. Блок управления 7 выполнен в виде триггера 14 с разделенными входами, триггера 15 со счетным и установочными входами, двух элементов И 16 и 17, линии задержки 18, причем выходы 19 элементов И 16 и 17 соединены с соплами 11 подачи сжатого воз- духа, первый вход триггера 14 соединен каналом 20 с датчиком 5 наличия деталей, выход 21 через линию задержки 18 связан со своим вторым входом, с первыми входами элементов И 16 и 17 и счетным входом 22 триггера 15, при этом выходы 23 и 24 триггера 15 присоединены к вторым входам элементов И 16 и 17, а его установочные входы 25 и 26 - к выходам командного блока 8.
Устройство работает следуюндим образом. Деталь, поступаемая по подающему лотку 1, перекрывает своим торцом сопло датчика 5 наличия деталей, выполненное в упоре 4 камеры разделения 6. Давление воздуха в канале 20 поднимается, триггер 14 переключается и на выходе 21 появляется
0
0
- 5
5 о
0
сигнал, управляющий элементами /. 1б и 17. Сжатый воздух высокого давления, истекающий из связанных с выходом 19 элемента И 16 сопел 11, перемещает деталь, слева направо разделительной камеры 6, сталкивая ее с упора 4 в отводящий лоток 3.
Одновременно сигнал с выхода триггера 14 поступает на счетный вход 22 триггера 15- Через время т, определяемое настройкой линии задержки 18, на правом входе триггера 14 появится сигнал «1. Если к этому моменту деталь будет сброщена в отводящий лоток 3, то на входе триггера 14 появится сигнал «О, возвращающий его в исходное положение. Если деталь не успеет переместиться в отводящий лоток 3 и будет по-прежнему перекрывать сопло датчика 5, система управления останется в прежнем положении до выполнения команды.
По сигналу триггера 14 на счетном входе 22 триггера 15 появляется сигнал «О, на его выходе 23 - сигнал «О, возвращающий элементы И 16 в исходное положение, а на выходе 24 сигнал «1, подготавливающий элемент И 17 к работе.
Когда в камеру разделения 6 поступает последующая деталь, срабатывает элемент И 17. поток сжатого воздуха из сопел 11 перемещает деталь в отвод.ящий исток 2.
Далее цикл повторяется. Состояние триггера 15 может быть заранее задано путем подачи сигнала на установочные входы 25 и 26 от командного блока 8.
Выполнение сопел И в виде пористой перегородки (фиг. 26) уменьщает потери силовой струи и увеличивает КПД устройства. Е ыполнение сопел в виде непрерывной щели (фиг. 2в) позволяет существенно увеличить си. ювое воздействие струи на деталь. Кроме того, выполнение сопла 11 по касательной создает закрученный поток, что повьппает эффективность воздействия силовой струи на детали, создавая дополнительный момент их качения при nepeMenie- иии в отводящие лотки 2 и 3.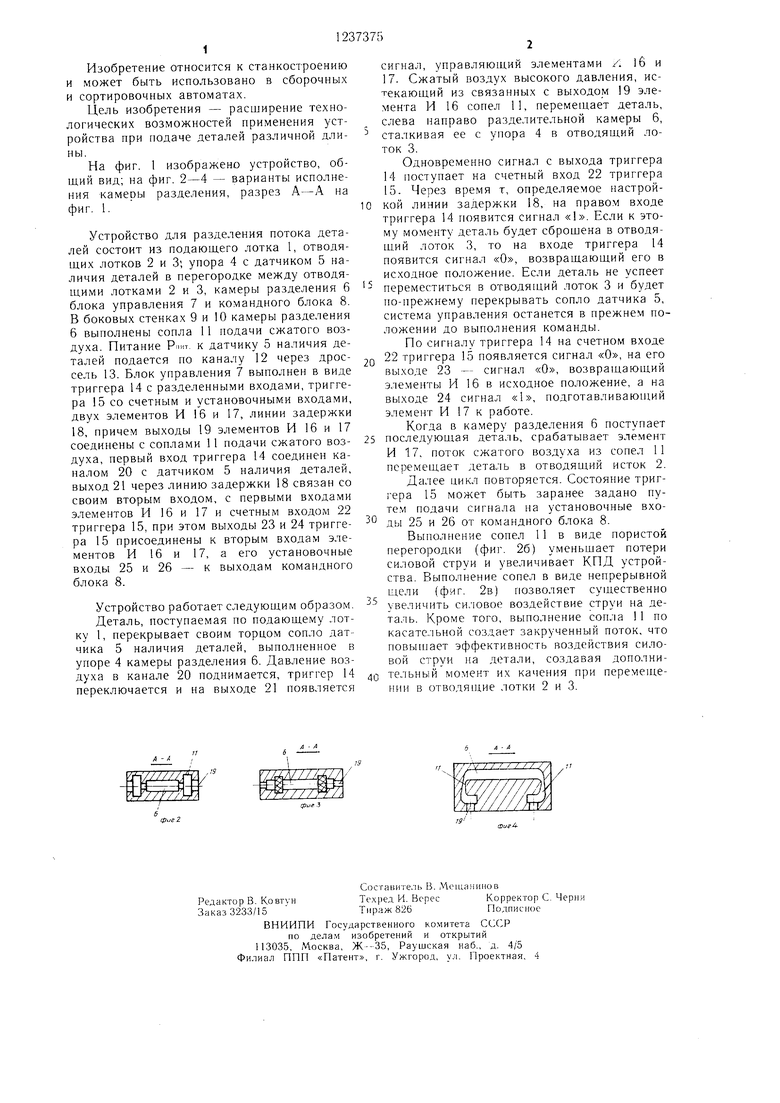
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения потока деталей | 1982 |
|
SU1105293A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| Устройство для разделения потока деталей | 1980 |
|
SU942940A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 2005 |
|
RU2305619C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
| Способ ориентации деталей | 1983 |
|
SU1152765A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2060841C1 |
| Устройство для ориентации заготовок | 1987 |
|
SU1506605A1 |
| Устройство для сортировки деталей | 1987 |
|
SU1498562A1 |

fpuff -3
фиг 2
Редактор В. Ковтун Заказ 3233/ 5
Состапитель В. Мешаяинов
Те.кред И. ВересКорректор С. Черни
Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
ио делам изобретений и открытий
113035, Москва, Ж -35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
«
| Устройство для разделения потока деталей | 1980 |
|
SU942940A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
