Изобретение относится к производству строительных материалов, а именно к изготовлению в кассетных установках объемных железобетонных изделий, например вентиляционных блоков.
Цель изобретения - снижение трудоем- - кости и повышение качества изделий.
На фиг.1 показана кассетная установка, вид сбоку; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - разрез В-В на фиг.2; на фиг.5 - разрез ю Г-Г на фиг.4; на фиг.6 - разрез Д-Д на фиг.4.
Кассетная установка состоит из неподвижной 1, подвижной 2 и промежуточных 3 тепловых стенок, образующих между собой
действующие с кронштейнами 30 этих блоков в период распалубки отсека 4 для осуществления их поворота, при этом рабочая длина стяжек выполнена кратной длине горизонтальных участков 25 пазов 22, т. е. при раскрытии отсека 4 вначале начнет поворачиваться блок 27 каналообразователей, а затем блок 28, так как длина стяжки 29 поворота блока 27 каналообразователей будет меньше длины стяжки для блока 28.
Кассетная установка работает следующим образом.
После чистки и смазки формующих поверхностей отсека 4 и установки арматурных каркасов изделий с помощью привода 5 осуществляют закрытие отсека 4, при этом
формовочные отсеки 4. Подвижная тепловая тепловую стенку 24 перемещают влево до
стенка 2 взаимодействует с приводом 5, обеспечивающим распалубку и сборку всей кассеты. На одной из тепловых стенок 6 каждого отсека 4 установлена бортоснастка 7, включающая боковые 8 и нижние 9 бор- -,Q та, а также устройства 10 для выпрессовки и подъема блоков 11 каналообразователей, шарнирно размещенных на устройствах 10. Каждый блок 11 каналообразователей состоит из траверсы 12, на которой неподвижно размещены каналообразователи 13, упор 25 14 и цапфы 15, при этом блоки 11 каналообразователей конструктивно могут быть выполнены для формования как одного изделия, так и нескольких.
Устройство 10 состоит из двух рычажных механизмов 16, установленных на тепловой 30 стенке б вдоль боковых сторон блока 11 и выполненных каждый из двух рыч;агов 17, связанных по концам осью 18, два других свободных конца соответственно шарнирно взаимодействуют: один - с опорой 19 тепловой стенки 6, а другой - с верхней частью толкателя 20, подвижно расположенного в направляющих 21 этой же тепловой стенки 6 и шарнирно связанного нижней частью с цапфой 15 блока 11 каналообразователей.
Каждая ось 18 механизмов 16 подвижно расположена в пазу 22 кронштейна 23, неподвижно установленного на другой тепловой стенке 24 отсека 4, при этом паз 22 имеет горизонтальный участок 25, переходящий в вертикальный участок 26. В исход40
ном положении все оси 18 находятся в край- 45 каналообразователей.
соприкосновения с бортоснасткой 7 тепловой стенки 6 и фиксируют замками в этом положении. После выполнения этих технологических операций в каждом отсеке кассеты производят укладку бетона и тепловую обработку изделий до распалубочной прочности, а затем выполняют поочередно распалубку каждого отсека, предварительно накинув стяжки 29 на захваты 30 соответствующих блоков 11 каналообразователей кассеты. Включают привод 5, и тепловая стенка 24 отсека 4 отодвигается вправо, при этом вначале нарушается контакт этой стенки 24 с бортоснасткой 7 и изделиями этого отсека, а затем при перемещении осей 18 блока 27 в горизонтальном участке 25 паза 22 крон- щтейна 23 на ход а начинается опускание блока 27 каналообразователей благодаря наличию кинематической связи последнего через устройство 10 с отходящей стенкой 24. Опускание блока 28 начнется после перемещения осей 18 устройства 10 этого блока на размер в, т. е. с некоторым запаздыванием относительно начала опускания блока 27. Опускание каждого блока 11 обусловлено тем, что оси 18 устройств 10 после упора в стенку вертикального участка 26 паза 22 начинают воспринимать усилие от привода 5 и передавать это усилие на рычаги 17 механизма 16, которые под действием этого усилия начинают изламываться, перемещая тем самым толкатель 20 вниз по направляющим 21, увлекая за собой блок 11
После начала опускания каждого блока 11 отсека 4 с некоторым запаздыванием вступает в работу стяжка 29 (она становится жесткой связью) соответствующего блока, которая при дальнейшем раскрытии отсека увлекает за собой блок 11 с изделием, поворачивая их относительно цапф 15 до соприкосновения упора 14 с тепловой стенкой 6. После того, как все изделия отсека будут вздернуты относительно формующих его поверхностей, производят их съем. В дальнейшем цикл формирования изделий повторяется согласно описанной технологической последовательности.
нем правом положении горизонтального участка 25 (фиг.5 и 6), при этом длина этих участков для каждого блока 11 каналообразователей одного и того же формовочного отсека 4 различна, т. е. для блока 27 эта длина равна размеру а, а для блока 28 - размеру в, что позволяет (при условии а ; в) при распалубке этого отсека производить поочередное опускание вначале блока 27 каналообразователей, а затем блока 28. В верхней части тепловой стенки 24 (отходящей) каждого отсека 4 стационарно установлены стяжки 29, расположенные напротив блоков 11 каналообразователей и взаимодействующие с кронштейнами 30 этих блоков в период распалубки отсека 4 для осуществления их поворота, при этом рабочая длина стяжек выполнена кратной длине горизонтальных участков 25 пазов 22, т. е. при раскрытии отсека 4 вначале начнет поворачиваться блок 27 каналообразователей, а затем блок 28, так как длина стяжки 29 поворота блока 27 каналообразователей будет меньше длины стяжки для блока 28.
Кассетная установка работает следующим образом.
После чистки и смазки формующих поверхностей отсека 4 и установки арматурных каркасов изделий с помощью привода 5 осуществляют закрытие отсека 4, при этом
тепловую стенку 24 перемещают влево до
тепловую стенку 24 перемещают влево до
каналообразователей.
соприкосновения с бортоснасткой 7 тепловой стенки 6 и фиксируют замками в этом положении. После выполнения этих технологических операций в каждом отсеке кассеты производят укладку бетона и тепловую обработку изделий до распалубочной прочности, а затем выполняют поочередно распалубку каждого отсека, предварительно накинув стяжки 29 на захваты 30 соответствующих блоков 11 каналообразователей кассеты. Включают привод 5, и тепловая стенка 24 отсека 4 отодвигается вправо, при этом вначале нарушается контакт этой стенки 24 с бортоснасткой 7 и изделиями этого отсека, а затем при перемещении осей 18 блока 27 в горизонтальном участке 25 паза 22 крон- щтейна 23 на ход а начинается опускание блока 27 каналообразователей благодаря наличию кинематической связи последнего через устройство 10 с отходящей стенкой 24. Опускание блока 28 начнется после перемещения осей 18 устройства 10 этого блока на размер в, т. е. с некоторым запаздыванием относительно начала опускания блока 27. Опускание каждого блока 11 обусловлено тем, что оси 18 устройств 10 после упора в стенку вертикального участка 26 паза 22 начинают воспринимать усилие от привода 5 и передавать это усилие на рычаги 17 механизма 16, которые под действием этого усилия начинают изламываться, перемещая тем самым толкатель 20 вниз по направляющим 21, увлекая за собой блок 11
каналообразователей.
После начала опускания каждого блока 11 отсека 4 с некоторым запаздыванием вступает в работу стяжка 29 (она становится жесткой связью) соответствующего блока, которая при дальнейшем раскрытии отсека увлекает за собой блок 11 с изделием, поворачивая их относительно цапф 15 до соприкосновения упора 14 с тепловой стенкой 6. После того, как все изделия отсека будут вздернуты относительно формующих его поверхностей, производят их съем. В дальнейшем цикл формирования изделий повторяется согласно описанной технологической последовательности.
w
20
11
(риг.2
29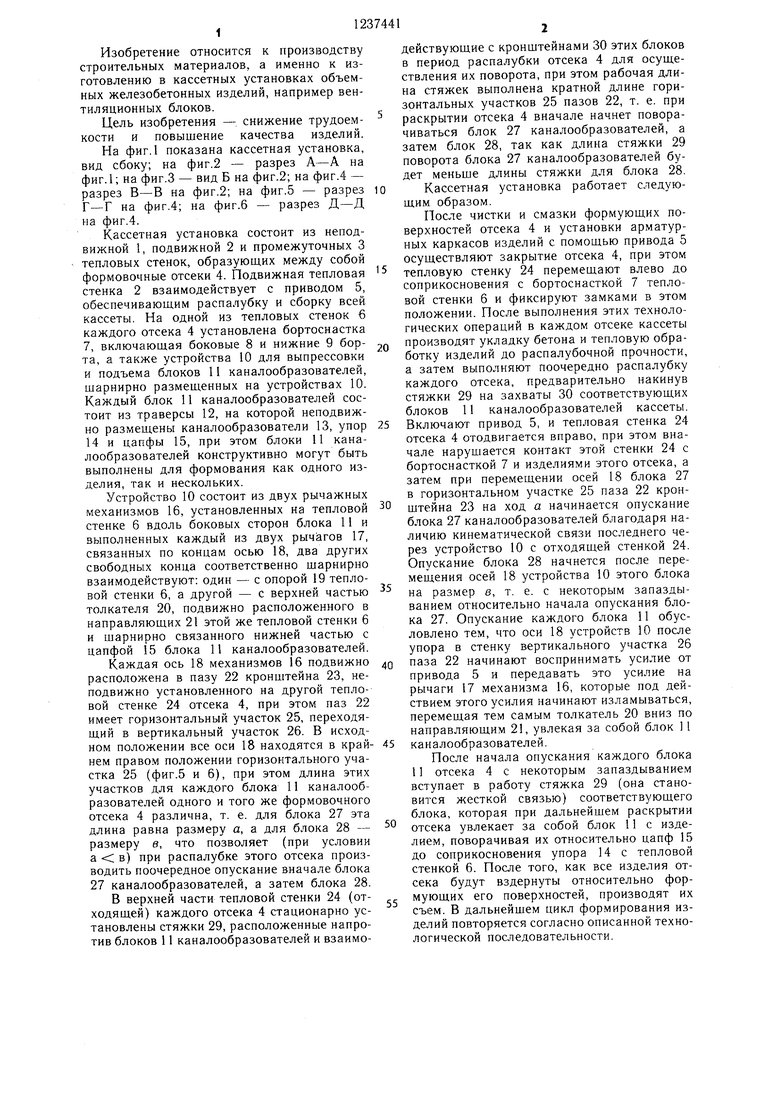
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная линия для изготовления сборных железобетонных изделий | 1982 |
|
SU1101353A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1985 |
|
SU1433811A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Кассетная установка для изготовления изделий из газобетона | 1988 |
|
SU1712156A1 |
| Кассетная установка для изготовления изделий из бетонной смеси | 1987 |
|
SU1507574A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| СПОСОБ ФИКСАЦИИ КАССЕТНОЙ УСТАНОВКИ И КАССЕТНАЯ УСТАНОВКА | 1992 |
|
RU2011517C1 |
| Кассетная установка | 1980 |
|
SU967844A1 |


18,
-2
д}иг 4
Г- Г поВернуггго
а
срие.5
Д - Д повернуто в I с
срие.6
Составитель В. Косарев
Редактор А. ЛежнинаТехред И. ВересКорректор О. Луговая
Заказ 3239/18Тираж 555Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Устройство для изготовления объемных железнобетонных изделий | 1975 |
|
SU545472A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| УСТРОЙСТВО для УСТАНОВКИ ПУАНСОНОВ в КАССЕТЫ ПРИ ФОРМОВАНИИ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 0 |
|
SU206368A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
