Устройство для изтотовления объемных железобетонных изделий различных типоразмеров по основному авт. св. 389933 содержит основание, разрезной секционный поддон, торцовые и продольные борта, снабженные механизмом открывания. Секционный поддон установлен на поворотной раме, смонтированной на основании и снабженной механизмом кантования и опорной стенкой, к которой шарнирно присоединен один из продольных бортов, причем другой продольный борт шарнирно закреплен на основании 1.
Недостатком этого устройства является применение индивидуальных независимых механизмов открывания продольных бортов, что затрудняет распалубку изделия.
Целью изобретения является облегчение распалубки.
Для этого на поворотной раме посредством шарнирных рычагов закреплена тяга, один конец которой шарнирно соединен с механизмом кантования, а другой снабл ен пальцем, причем к установленному на основании борту прикреплен кронштейн, взаимодействующий с пальцем.
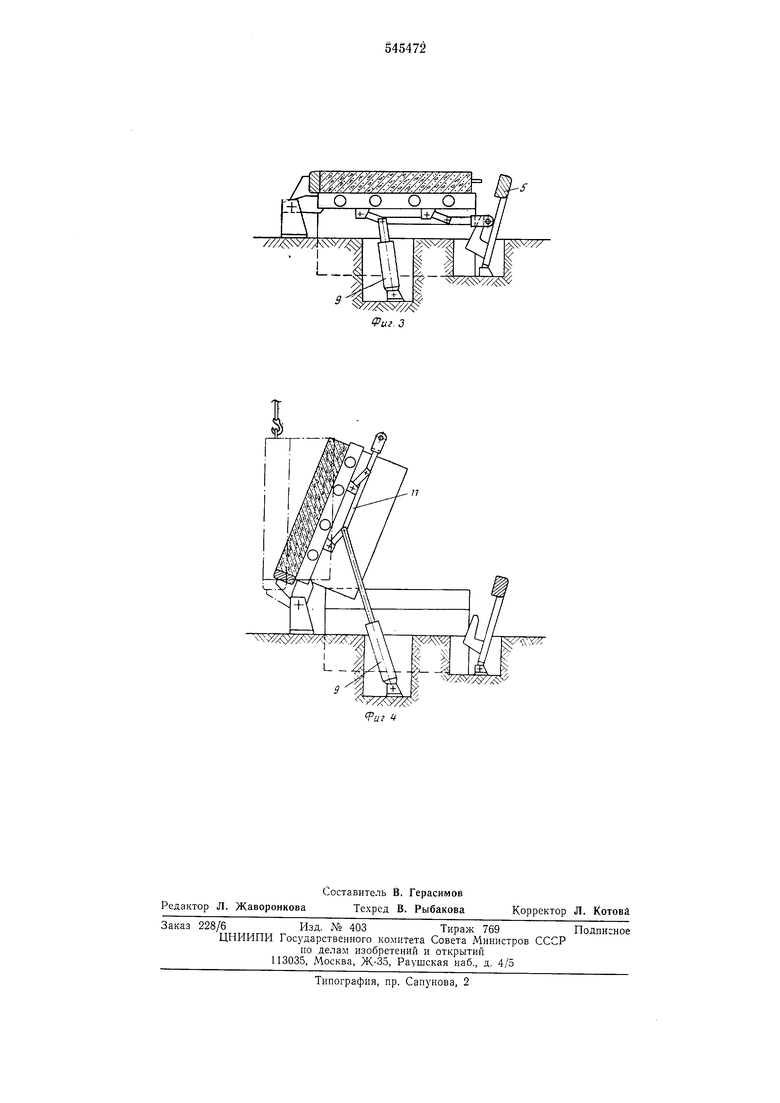
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 и 4 - схема положения элементов устройства при распалубке.
Устройство содержит установленную на основании поворотную раму 1 с закрепленными на ней горизонтальными секциями разрезного поддона 2. Рама снабжена опорной
стенкой 3, к которой шарнирно прикреплен один из продольных бортов 4, второй продольный борт 5 шарнирно закреплен на основании. Крайние фигурные секции 6 поддона отделены от него и стационарно смонтированы на основании, причем непосредственно к ним примыкают откидные торцовые борта 7, снабженные механизмом открывания 8. Под поворотной рамой установлен силовой гидроцилиндр 9 механизма кантования, который при помош,и шарнирно прикрепленных к поворотной раме рычагов 10 и тяги 11 с пальцем 12 взаимодействует с кронштейном 13, закрепленным на продольном борту 5.
Формование изделий осуществляется при горизонтальном положении поддона и закрытых бортах. Термообработку изделий производят путем пропускания теплоносителя через полости поддона.
При распалубке изделия открывают замки (не показаны), а гидроцилиндры 8 - торцовые борта 7. При движении штока гидроцилиндра 9 сначала открывается продольный
борт 5, движение к которому передается 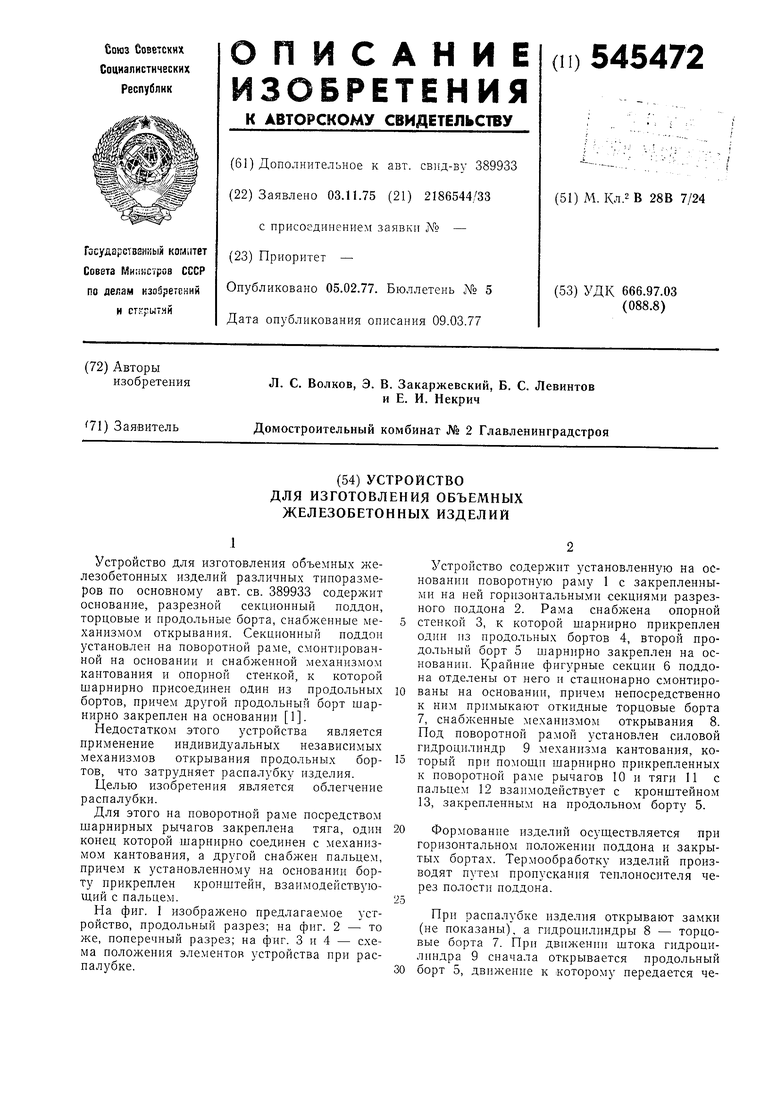

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления объемных железобетонных изделий | 1980 |
|
SU961970A2 |
| ИЗДЕЛИР! | 1973 |
|
SU389933A1 |
| Устройство для открывания и закрывания бортов форм | 1980 |
|
SU1016170A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| Кантователь форм | 1979 |
|
SU814747A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Установка для изготовления пустотелых бетонных изделий | 1984 |
|
SU1256968A1 |
| Устройство для распалубки и сборки форм | 1979 |
|
SU772858A1 |
| КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, НАПРИМЕР СТЕНОВЫХ БЛОКОВ | 1996 |
|
RU2101171C1 |
| Форма для изготовления железобетонныхиздЕлий | 1978 |
|
SU804445A1 |
fu t
