Применяющиеся обычно деревянные шаблоны для изготовления катушек (например, трансформаторных) обладают рядом недостатков. Так, после изготовления катушки указанные шаблоны приходится выколачивать молотком, что, отнимая время у намотчика, кроме того может повлечь за собой повреждение как шабонов, так и самих катушек. Затем, деревянные шаблоны коробятся и усыхают, понижая тем самым точность изготовления катушек. Наконец, приходится для каждого размера катушек иметь отдельные шаблоны, что увеличивает накладные расходы, затрудняет обмотку и требует специального склада. Предлагаемое из(бретение имеет целью устранить указанные недостатки тем, что шаблон выполняется из отдельных металлических сегментов, образующих в совокупности цилиндр « закрепляемых в боковых шайбах, при чем диаметр такого цилиндра может при желании несколько изменяться. При удалении готовой катушки отпускается болт, зажимаюш,ий сегменты, последние сближаются, уменьшая диаметр цилиндра и позволяя снять катушку.
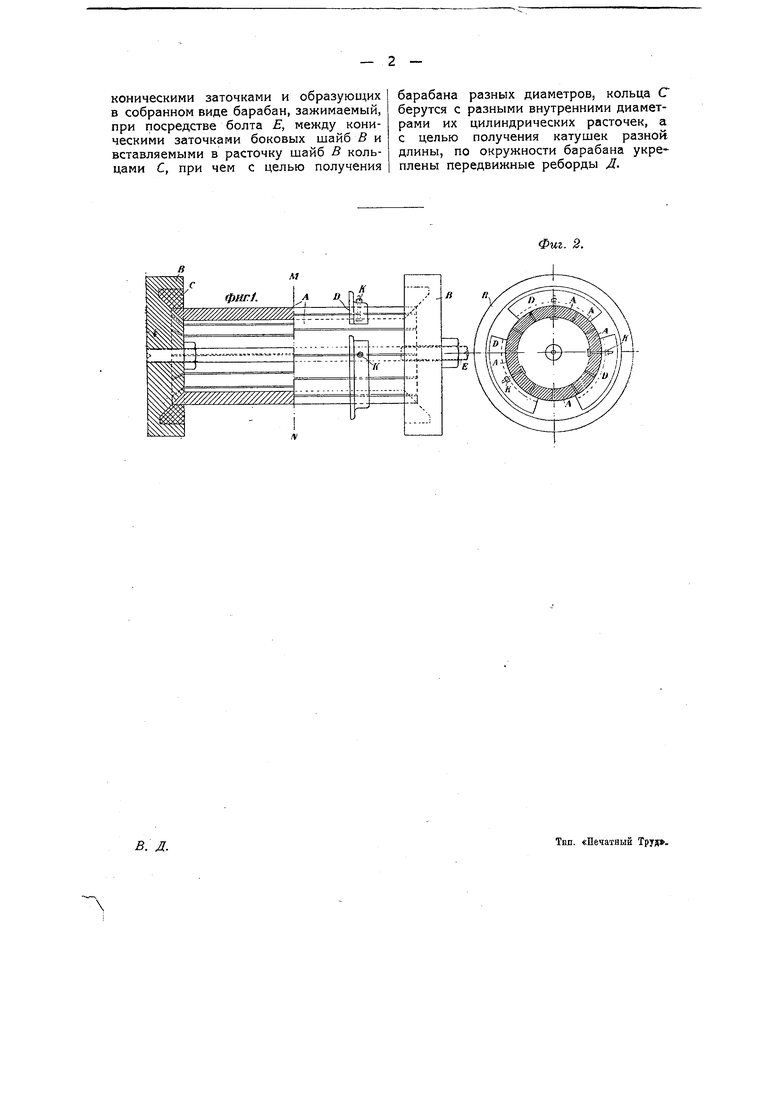
На схематическом чертеже фиг. 1 изображает предлагаемый шаблон с частичным продольным разрезом; фиг. 2- разрез по MN на фиг. 1.
Указанный шаблон состоит из ряда секторов А, снабженных на концах коническими заточками и образующих в собранном виде барабан, зажимаемый, при посредстве болта Е, между коническими заточками боковых шайб В и кольцами С, вставляемыми в расточку последних.
Внутренний диаметр пары колец С определяет рабочий диаметр шаблона, для возможности варьирования которого должен иметься набор колец С с разными внутренними диаметрами их цилиндрических расточек, при чем внешние их диаметры должны быть, конечно, одинаковыми.
Длина шаблона (барабана) определяется максимальным осевым размером трансформаторных катушек для данных диаметров.
Для получения любого осевого размера обмотки, меньшего максимального, служат передвижные вдоль оси барабана реборды Д, закрепляемы в желаемом месте болтами К, пропущенными в просветы между двумя соседними сегментами А.
Предмет патента.
Шаблон для изготовления катушек, характеризующийся тем, что он состоит из секторов А, снабженных на концах
коническими заточками и образующих в собранном виде барабан, зажимаемый, при посредстве болта , между коническими заточками боковых шайб 5 и вставляемыми в расточку шайб В кольцами С, при чем с целью получения
барабана разных диаметров, кольца С берутся с разными внутренними диаметрами их цилиндрических расточек, а с целью получения катушек разной длины, по окружности барабана укреплены передвижные реборды /.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТСАСЫВАЮЩИЙ ГАУЧ-ВАЛ БУМАГОДЕЛАТЕЛЬНЫХ И КАРТОННЫХ МАШИН И ПРЕССПАТОВ | 1935 |
|
SU44121A1 |
| СТАНОК ДЛЯ СБОРКИ ПНЕВМОБАЛЛОНОВ ДИАФРАГМЕННОГО ТИПА | 1966 |
|
SU215472A1 |
| Станок для изготовления фасонных изделий из дерева, кожи, фибры и т.п. | 1927 |
|
SU9264A1 |
| Способ изготовления статора электрической машины и технологическая оправка для его изготовления | 1990 |
|
SU1806437A3 |
| РАЗЪЕМНЫЙ ЧЕРПАКОВЫЙ БАРАБАН ДЛЯ ДРАГ И Т. П. | 1931 |
|
SU33008A1 |
| Барабан для закрепления заготовок поршневых колец при их расточке | 1936 |
|
SU54877A1 |
| СПОСОБ МОНТАЖА ЩЕКИ КАТУШКИ, УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЩЕКА КАТУШКИ, ВЫПОЛНЕННАЯ ПРИ ПОМОЩИ СПОСОБА | 2001 |
|
RU2237609C1 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 2007 |
|
RU2343332C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ ИЗ РАСШИРЕННОГО ГРАФИТА | 2000 |
|
RU2177092C1 |
| Челнок круглоткацкого станка | 1986 |
|
SU1467104A1 |