Известны станки для сборки пневмобаллонов диафрагменного типа, содержащие смонтированный на валу сборочный барабан и расположенные по обе его стороны механизмы обработки бортов с шаблонами для фиксации бортовых колец. Такие станки содержат также механизм разворота барабана на конус, что усложняет конструкцию, а образование зазоров на поверхности конуса снижает качество изделий.
Предлагаемый станок отличается тем, что он снабжен эластичной пневматической камерой, края которой закреплены по торцам сборочного барабана, и конусной обечайкой с приводом, расположенной соосно с барабаном со стороны меньшего борта.
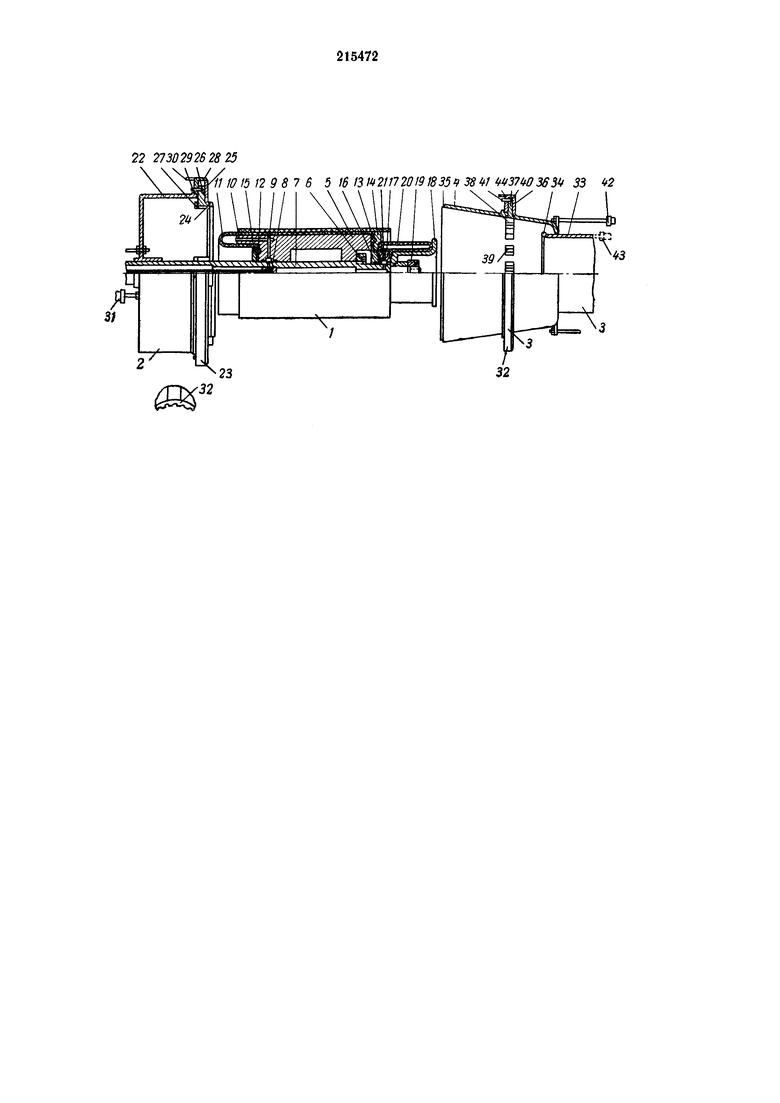
На чертеже показан описываемый станок.
Станок для сборки пневмобаллонов диафрагменного типа содержит сборочный барабан 1, механизм 2 обработки большего борта, механизм 3 обработки меньшего борта и конусную обечайку 4.
Сборочный барабан 1 состоит из корпуса 5, жестко закрепленного при помощи гайки 6 на полом валу 7, в котором помещена трубка 8 для подвода сжатого воздуха через каналы 9 и 10 в полость пневматической камеры 11, концы 12 и 13 которой крепятся на торцах корпуса 5 шайбами 14 и 15.
На торце вала 7 жестко закреплена с помощью зажимных шайб 16, 17, 18 и гайки 19 пневматическая камера 20, сжатый воздух в которую подается через полый вал 7 и отверстие 21 в шайбе 17.
Механизм 2 для обработки большего борта баллона состоит из обечайки 22 с шаблоном 23 для фиксации бортового кольца 24. Диск 25 шаблона 23 имеет несколько радиальных пазов, по которым скользят ползуны-захваты 26, имеющие широкие сектора 27 для посадки большего кольца 24. Поворотный диск 28, свободно посаженный на обечайку 22, имеет наклонные (под углом к радиусам) прорези, в которые свободно входят штифты 29, ввернутые в ползуны 26. Поворотный диск 28 имеет рукоятку 30.
Обечайка 22 жестко крепится к штоку дифференциального цилиндра 31.
Механизм 3 обработки меньшего борта состоит из обжимного устройства 32, смонтированного на конусной обечайке 4, и шаблона 33 для посадки меньшего бортового кольца 34. Выступ 35 конической обечайки 4 служит для предотвращения сдвига большего бортового кольца 24. Диск 36 жестко закреплен на обечайке 4 и имеет радиальные пазы, оканчивающиеся широкими секторами 38 с канавками 39. Поворотный диск 40, свободно посаженный на обечайку 4, имеет наклонные (под углом к радиусам) прорези, в которые свободно входят штифты 41, ввернутые в ползуны 37. Коническая обечайка 4 жестко соединена со штоком дифференциального цилиндра 42. Шаблон 33 соединен со штоком пневмоцилиндра 43. На поворотном диске 40 закреплена рукоятка 44. Рукоятки 30 и 44 могут быть снабжены приводами.
Работа станка осуществляется следующим образом.
Бортовые кольца 24 и 34 вставляют в шаблоны 23 и 33. Поворотом диска 28 перемещают ползуны 26 радиально к центру и зажимают кольцо 24 в шаблоне 23. Затем на сборочный барабан 1 накладывают и прикатывают слои резины и корда. С помощью цилиндра 42 надвигают обечайку 4 на барабан 1 до совмещения обжимного устройства с краем браслета. При повороте диска 40 ползуны 37 секторами 38 обжимают слои браслета и канавками 39 равномерно укладывают материал по заплечикам барабана 1. Поворотом диска 40 в обратную сторону ползуны 37 возвращаются в исходное положение. С помощью цилиндра 43 перемещают шаблон 33 и осуществляют посадку меньшего кольца 34, после чего шаблон 33 отводят в исходное положение. Затем подачей сжатого воздуха в камеру 20 производят заворот слоев браслета на кольцо 34 и стравливанием воздуха возвращают камеру 20 в исходное положение. С помощью цилиндров 31 и 42 подводят обечайку 22 так, чтобы кольцо 24 располагалось над браслетом и обечайку 4 так, чтобы выступ 35 заходил под кольцо 24. Камерой 11 формуют цилиндрический браслет на конус и прижимают слои браслета к обечайке 4 и бортовому кольцу 24. При этом камера 11 воздействует на сектора 27 и возвращает ползуны 26 в исходное положение, освобождая кольцо 24. Затем цилиндром 31 надвигают обечайку дальше на барабан 1. При этом камера 11 находит на обечайку 4 и заворачивает слои браслета на кольцо 24. Цилиндр 42 отводит обечайку 4 в исходное положение, а камера 11 окончательно обжимает слои браслета, образуя борт. Затем стравливают воздух из камеры 11, цилиндром 31 возвращают обечайку 22 в исходное положение и снимают собранный пневмобаллон с барабана 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРКИ ПНЁВМОБАЛЛОНОВ | 1969 |
|
SU252593A1 |
| СТАНОК ДЛЯ СБОРКИ ПНЕВМОБАЛЛОНОВ | 1965 |
|
SU174787A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1977 |
|
SU765008A1 |
| Станок для сборки покрышек пневматических шин из уширенных слоев корда | 1968 |
|
SU292417A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1102682A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1970 |
|
SU259362A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| СТАНОК ДЛЯ СБОРКИ АВТОПОКРЫШЕК | 1970 |
|
SU271793A1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1975 |
|
SU558476A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
Станок для сборки пневмобаллонов диафрагменного типа, включающий смонтированный на валу сборочный барабан и расположенные по обе стороны сборочного барабана механизмы обработки бортов с шаблонами для фиксации бортовых колец, отличающийся тем, что, с целью упрощения конструкции и повышения качества изделий, станок снабжен эластичной пневматической камерой, края которой закреплены по торцам сборочного барабана, и конусной обечайкой с приводом, расположенной соосно с барабаном со стороны меньшего борта.
