riyc 14 манипулятора с рукой 16, оснащенной захватами, а также магазин 27 заготовок и кожухи ограждения. Рабочие перемещения руки 16 манипу- лятора осуществляются через прорезь 25, которая закрывается заслонкой
1
Изобретение относится к станкостроению и может быть использовано при создании автоматизированных стаков, модулей, робототехнических комплексов, гибких производственных ячеек и систем.
Целью изобретения является повышение производительности путем обработки заготовки с обеих сторон без вывода ее из рабочей зоны и со- кращения времени на переналадку при одновременной экономии производственной площади, обеспечении удобства обслуживания, ремонта и безопасности работы, увеличение емкости магазина заготовок без увеличения его габаритов.
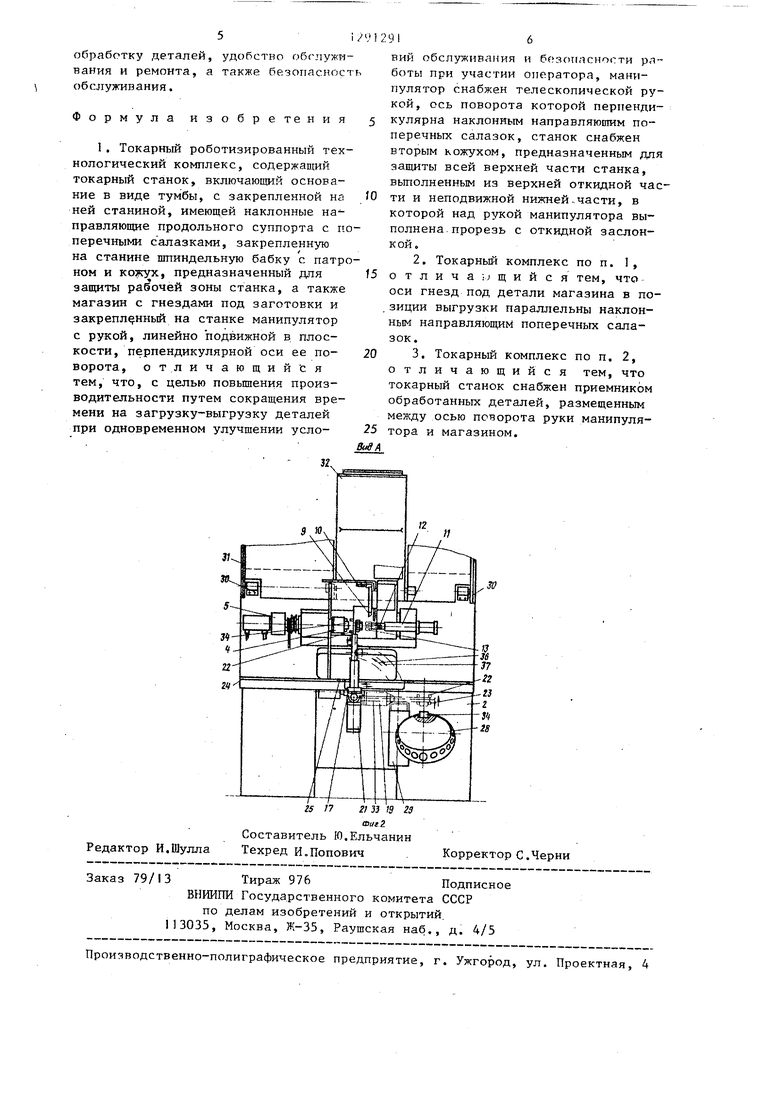
На фиг. I показан токарный роботизированный технологический комплекс,- поперечный разрез; на фиг.2 вид А на фиг. 1 (магазин показан условно только с одной заготовкой).
Токарный роботизированный технологический комплекс содержит станок, станина 1 которого смонти- рована на основании в виде тумбы 1. На направляющих станины, расположенных, в частности, под углом 45°горизонту, установлены шпиндельная бабка 3 с патроном 4 и с приводом 5 его зажима, суппорт 6 с поперечными салазками 7 и револьверной головкой 8 с режущими инструментами - резцами 9 и концевым инструментом 10 (свлом,, расточной боргатангой) и напро тив патрона 4 может устанавливаться загрузчик 11 с пинолью 12 и пружин- iftiM захватом ГЗ, общая ось которых, совпадает с осью патрона 4.
К тумбе 2 спереди крепится кор- пус 14 манипулятора с осью 15 поворота его телескопической руки 16, расположенной на ползуне 17, устаноленном на направляющей 18, жест ко
26. Движения манипулятора осуществляются при полной защите рабочей зоны работающего станка, а полная обработка детали с обеих сторон - без вывода ее из рабочей зоны. 2 з.п. ф-лы, 2 ил.
сидящей на оси 15, и соединенным с приводом 19. В руке смонтирован шток 20 с приводом 21 его выдвижения и с одним захватом Й2 или двумя захватами 22 и 23. К верхнему переднему краю тумбы крепится неподвижная часть 24 кожуха, закрывающего всю надтум- бовую часть станка, с прорезью 25 и заслонкой 26, магазин 27 деталей с программируемым приводом поворота (не показан) и кассетой 28 в виде усеченного конуса, на образующей поверхности которого выполнен ряд гнезд под детали, оси которых в позиции выгрузки параллельны направляющим салазок 7, а также может устанавливаться приемник 29 обработанных деталей. Сзади тумбы на петлях 30 смонтированы подвижная часть 31 указанного кожуха и-кожух 32, закрывающий рабочую зону станка.
При работе комплекса с обработкой деталей только с одной стороны и при условии их выгрузки в упорядоченном виде в кассету 28 магазина 27 загрузчик 11 и приемник 29 не используются (они могут быть сняты со станка или остаться на своих местах).
В исходном положении рук I6 находится вне рабочей зоны станка под неподвижной частью 24 кожуха и занимает положение 33 с выдвинутым штоком 20, заслонка 26 закрывает прорезь 25, кассета 28 магазина заполнена заготовками, одна из которых 34 и позиции загрузки соосна разжатым захватам 22 и 23 манипулятора. Патрон 4 может быть разжат, заготовка 34 - отсутствовать, но для упрощения описания цикла рассматривается один из частных случаев работы модуля, когда заготовка 34 установлена в патроне (оператором вручную или тем же манипулятором в наладочном режиме). Рука
16манипулятора снабжена отводящим выступом 35, Стрелками 36 и 37 показаны направления угловых перемещений руки 16.
Комплекс работает следующим об- разом.
Работа начинается по программе с обработки заготовки 34, осуществляемой режущим инструментом револьверной головки. Одновременно ползун
17перемещает руку 16 манипулятора к магазину 27. Захват 22 берет заготовку 34 и рука 16 возвращается в положение 33, где шток 20 вдвигается.
По завершению обработки заготовки 34 и отхода суппорта 6 в исходно положение рука 16 манипулятора поворачивается по стрелке 36 и входит через прорезь 25 в рабочую зону стан ка, отводя выступом 35 заслонку 26. Шток 20 выдвигается до совмещения оси.захватов с осью патрона 4. Перемещают руку 1-6 к патрону 4 захват 22 берет обработанную деталь, патрон 4 разжимается и рука 16 отходит от него. Шток 20 поворачивается вокруг своей оси на 180 . Снова перемещает руку 16 к патрону 4, который зажимает заготовку 34. После разжима захвата 23 рука отходит от патрона, шток 20 вдвигается, рука 16 поворачивается по стрелке 37, выходя из рабочей зоны станка, заслонка 26 закрывает прорезь 25. Начинается обработка заготовки 34. .Одновременно щток 20 выдвигается, манипулятор устанавливает обработанную деталь в свободное гнездо кассеты 28 магазина и рука 16 возвращается в ис- ходное положение 33. Шток 20 пово- вокруг своей оси на
поворачивается на шаг, подавая следующую заготовку для захв-ата манипулятором. Этим цикл работы комплекса заканчивается.
Безостановочная работа комплекса без вмешательства оператора может продолжаться до тех пор, пока вся кассета магазина не заполнится обра- ботанными деталями. Производят замену кассеты с обработанными деталями на кассету с новыми заготовками и работа комплекса продолжается. Могут иметь место и другие варианты использования комплекса, например. при необходимости обработки заготовок с обеих сторон (если форма заготовки позволяет зажимать ее в тех
рачивается 180°, а магазин
291291
же кулачках патрона с обеих сторон) или при возможности выгрузки готовых деталей в неупорядоченном виде. В этом случае используется загруз5
0
5
0 5 0 Q
0 5
5
5
чик 11, приемник 29, а рука 16 манипулятора может оснащаться только одним захватом 22.
Перед началом работы пиноль 12 загрузчика 11 вдвинута. Остальные части и механизмы комплекса находятся в исходном положении как и в указанном варианте работы. Обрабатывают заготовку с одной стороны, одновременно манипз лятор своим захватом 22 берет первую заготовку из кассеты магазина, отходит от магазина, шток 20 вдвигается. Магазин поворачивается на один щаг, подготавливая для захвата следующую заготовку. По окончании обработки заготовки с одной стороны рука манипулятора входит в рабочую зону станка, берет ее из патрона. Шток руки поворачивается на 180°, рука 16 подходит к загрузчику 11 , устанавливает заготовку в патрон уже в перевернутом положении. Патрон зажимает заготовку, при- ноль 12 вдвигается, рука 16 выкодит из рабочей зоны станка, заслонка за- -.крывает прорезь. Начинают обработку детали с другой стороны. Когда процесс обработки заканчивается, рука 16 снЬва входит в рабочую зону станка, забирает готовую деталь из патрона, выходит из рабочей зоны, зах- . ват 22 разжимается, детапь падает в приемник 29, шток 20 выдвигается. Этим цикл двусторонней обработки заготовки заканчивается. Безостановочная работа комплекса без вмешательства оператора может осуществляться до тех пор, пока не израсходуются все . заготовки, находившиеся в кассете магазина, после чего заменяют пустую кассету на кассету, заполненную новыми заготовками.
Возможны и другие варианты использования комплекса.
При необходимости вмешательства оператора для проведения профилактических работ . (контроль обрабатываемых деталей, замена изношенных инструментов и т.д.) доступ к рабочей зоне станка обеспечивается свободный. Оператору не мешают приводные механизмы.
Предлагаемый роботизированный технологический комплекс обеспечивает повьш1ение производительности, полную
обработку деталей, удобство обслуживания и ремонта, а также безопасиост обслуживания.
Формула изобре те н и я
1, Токарный роботизированный технологический коьтлекс, содержащий токарный станок, включающий основание в виде тумбы, с закрепленной на ней станиной, имеющей наклонные направляющие продольного суппорта с поперечными с алазками, закрепленную на станине щпиндельную бабку с, патроном и кожух, предназначенный для защиты рабочей зоны станка, а также магазин с гнездами под заготовки и закрепленный на станке манипулятор с рукой, линейно подвижной в плоскости, перпендикулярной оси ее поворота, отличающийся тем, что, с целью повышения производительности путем сокращения времени на загрузку-выгрузку деталей при одновременном улучшении услоJJ
И.Шулла
IS 7 г; л э 2$
Фае г
Составитель Ю.Ельчанин Техред И.Попович
ВИЙ обслуживания и бг зоп чснооти ря боты при участии оператора, макт1- пулятор снабжен телескопической рукой, ось поворота которой перпендикулярна наклонным направляющим поперечных салазок, станок снабжен вторым кожухом, предназначенным для защиты всей верхней части станка, вьшолненным из верхней откидной части и неподвижной нижней-части, в которой над рукой манипулятора выполнена прорезь с откидной заслонкой.
2. Токарньй комплекс по п. 1,
о т л и ч а ij щ и и с я тем, что оси гнезд под детали магазина в по- ,зиции выгрузки параллельны наклонным направляюпщм поперечных салазок.
3. Токарньй комплекс по п. 2, отличающийся тем, что токарный станок снабжен приемником обработанных деталей, размещенным между осью поворота руки манипулятора и магазином.
Корректор С.Черни
Заказ 79/13 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий. 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированный технологический комплекс | 1986 |
|
SU1530432A1 |
| Роботизированный технологический комплекс | 1985 |
|
SU1294601A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Токарный станок | 1988 |
|
SU1683966A1 |
| Автоматизированная технологическая единица | 1985 |
|
SU1240577A1 |
| Автоматизированная технологическая единица | 1984 |
|
SU1197818A1 |
| Зажимной патрон | 1989 |
|
SU1683882A1 |
| Автооператор для токарного многошпиндельного автомата для двусторонней обработки колец | 1987 |
|
SU1505750A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
Изобретение относится к области станкостроения и может быть использовано при создании автоматизированных станков. Целью изобретения является повышение производительности путем обработки детали с: обеих сторон и сокращение -времени на переналадку при одновременной экономии площади, обеспечении удобства рбслуживания и ремонта. На станине 1 станка размещены рабочие органы станка: загрузчик с захватом, кор- (Л ts:) со ho со
| Рекомендации .по применению роботизированньпс токарных комплексов и их составных частей | |||
| М.: Московский станкостроительный завод Красный пролетарий им | |||
| А.И.Ефремова, 1984, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
