Изобретение относится к электролитическому нанесению покрытий на металлические поверхности, в частности к электроосаждению твердого никеля, и может быть использовано в машиностроении и приборостроении дл покрытия деталей, работающих на трение.
Цель изобретения - повышение выхода по току, кроющей способности и стабильности электролита.
Предлагаемь1й электролит никелирования имеет следующий состав, г/л: Сернокислый никель 20-100 Щавелевокислый аммоний 25-125 Карбамид1-5
Моноэтанол- амин-До рН 10 ВодаОстальное При этом Соотношение сернокислого никеля и щавелевокислого аммония должно быть в пределах 1:1-1:1,5.
Электролит никелирования готовят следующим образом.
Компоненты растворяют отдельно в воде при 50-60°С. Затем к раствору щавелевокислого аммония приливают моноэтаноламин до рН 10, затем растворы сернокислого никеля и карбамид
Процесс электроосаждения ведут , при плотности тока 5-20 А/дм, тем- пературе 30-50 с (оптимальная 40 С) Моноэтаноламин вводят в электролит для поддержания определенного значения рН электролита.
При соотношении NiSO : (N114)2 равном 1:1-1:1,5 и корректировке рН электролита моноэтаноламином ионы
никеля связываются только в два комплекса: NKNH) и ) при этом в разряде участвует менее прочный комплекс Ni(NHj),, (константа нестойкости 9,31 , что позволя- ет повысить катодньй выход никеля по току примерно в два раза. Введение в электролит карбамида позволяет значительно повысить кроющую способность электролита.
Для определения кроющей способности электролита используют разрезанную по длине медную трубку длиной 50 мм с внутренним диаметром 3 мм и наружным диаметром 5 мм. Половинки трубки соединяют между собой с помощью изоляционной ленты. Перед-покрытием труб- ки производится электрообезжиривание
s
0
5
5
0
0
0
5
76I
и декапирование поверхности в 20%- ном растворе соляной кислоты. При нанесении покрытия трубка располагается параллельно аноду. После нанесения покрытия изоляционная лента удаляется, половинки, трубки разъединяются и визуально контролируется наличие покрытия на внутренней поверхности. За 100% принимается кроющая способность электролита, в котором внутренняя поверхность покрыта никелем по всей длине.
Пример 1. Нанесение покрытия осуществляют в электролите, содержащем, г/л:
Сернокислый
никель20
Щавелевокислый аммоний 25
Карбамид1
МонозтаноламинДо рН 10
при плотности тока 5 А/дм и температуре 40 С. При этом получают никелевые покрытия с выходом по току 60% при кроющей способности электролита 100%.
И р и м е р - 2. В электролите, содержащем, г/л:
Сернокислый
никель60
Щавелевокислый аммоний 75
Карбамидз
Монаэтаноламин До рН 10
. ВодаОстальное
при плотности тока 12,5 А/дм и температуре 40 С осаждаются никелевые покрытия с выходом по току 65% при кроющей способности электролита 100%.
Пример 3. В электролите, содержащем,, г/л: Сернокислый
никель100
Щавелевокислый аммоний 125 Карбамид-5
Моноэтаноламин До рН 10 ВодаОстальное
при плотности тока 20 А/дм и температуре осаждаются никелевые покрытия с выходом по току 56% при кроющей способности электролита 85%.
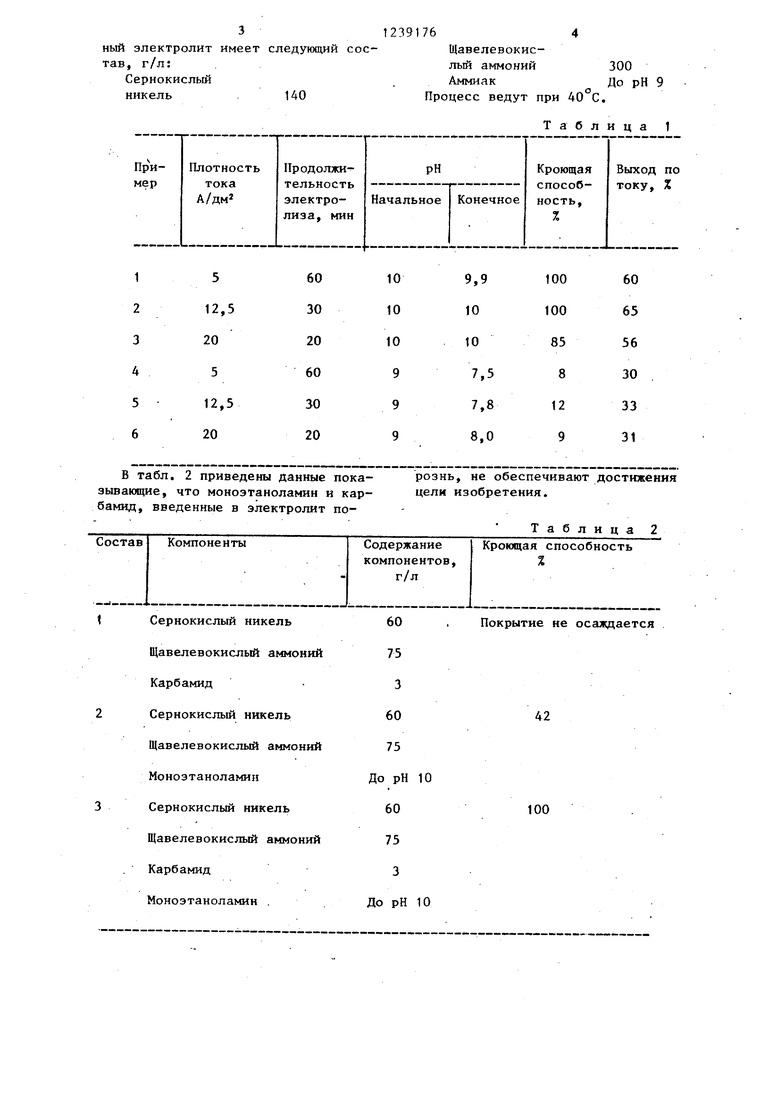
В табл. 1 приведены результаты испытаний известного (примеры 4-6) и предлагаемого электролитов. Известный электролит имеет следующий состав, г/л:
Сернокислый
никель140
300
До рН 9
Процесс ведут при 40 С.
Таблица
51239176
Как видно из приведенных данных,обеспечивает повышение выхода по топредлагаемый электролит обладает вы-ку, что позволяет использовать изобсокой стабильностью за счет меньшегоретение в различных областях техники
изменения рН электролита во времени для получения твердых никелевых поквысокой крокяцей способностью и -рытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит блестящего никелирования | 1979 |
|
SU859485A1 |
| Электролит блестящего никелирования | 1981 |
|
SU973673A1 |
| Способ изготовления алмазного режущего инструмента с металлической гальванической связкой никель-хром | 2022 |
|
RU2785208C1 |
| Электролит для никелирования изделий из алюминия и алюминиевых сплавов | 1985 |
|
SU1310460A1 |
| ЭЛЕКТРОЛИТ ДЛЯ НИКЕЛИРОВАНИЯ ТИТАНА И ЕГО СПЛАВОВ | 2003 |
|
RU2230138C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ НА МЕТАЛЛЫ И СПЛАВЫ | 1999 |
|
RU2139369C1 |
| Электролит для электроосаждения блестящих никелевых покрытий | 2024 |
|
RU2820423C1 |
| Способ получения металлическихпОКРыТий HA издЕлияХ из бЕРиллия | 1978 |
|
SU850753A1 |
| Электролит никелирования | 1985 |
|
SU1288207A1 |
| Электролит зеркально-блестящего никелирования | 1981 |
|
SU1006546A1 |

| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НИКЕЛИРОВАНИЯ | 0 |
|
SU261084A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Плетнев Д.Н | |||
| и Брусенцова В.Н | |||
| Основы технологии износостойких и антифрикционных покрытий | |||
| - М., 1968, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
