Изобретение относится к газотермнчёс- кому нанесению покрытий, в частности к электродуговой металлизации.
Целью изобретения является повышение качества покрытий путем увеличения доли мелкокапельного распыления, повышения однородности спектра металлизационных частиц и уменьшения угла раскрытия метал- лизационной струи.
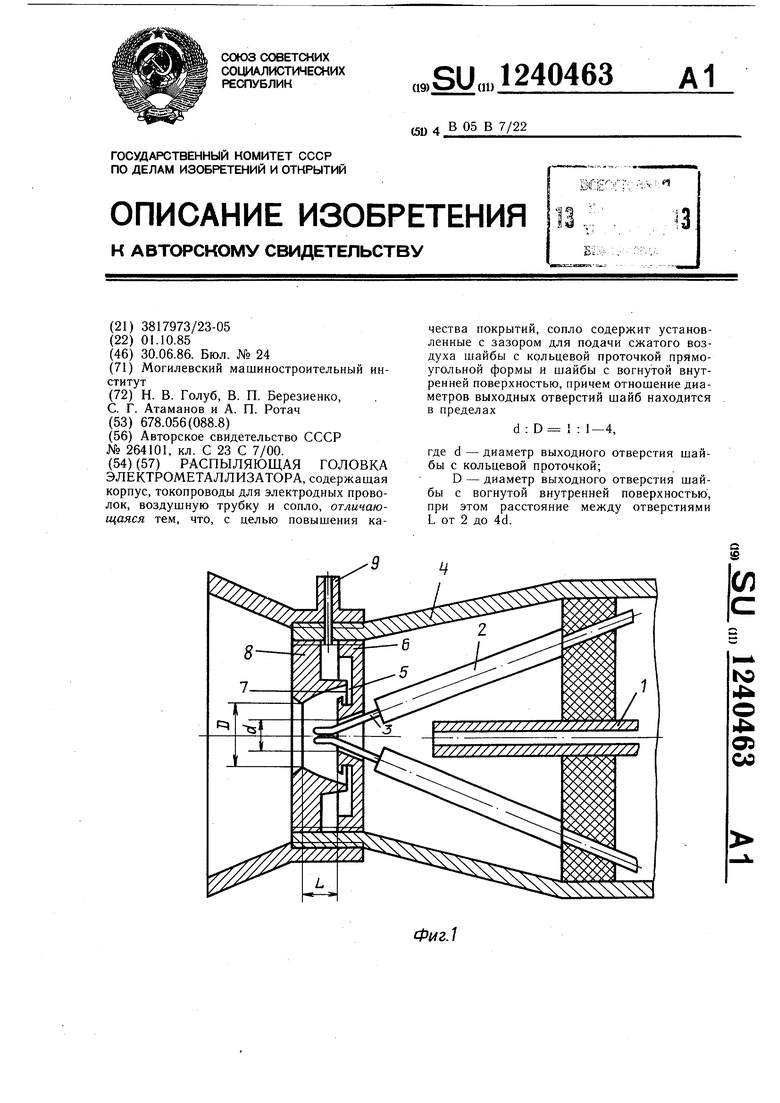
На фиг. 1 представлена распыляющая головка электрометаллизатора, разрез; на фиг. 2 - узел диспергирования распыляемого материала.
Распыляющая головка электрометаллизатора содержит воздушную трубку 1, токо- подводы 2, направляющие электродную проволоку 3, корпус 4, сопло, состоящее из установленных с зазором 5 шайбой б с кольцевой проточкой 7 прямоугольной формы, щайбы 8 с вогнутой внутренней поверхностью и штуцера 9. Фокус вогнутой поверхности шайбы 8 расположен на окружности 10.
Устройство работает следуюшим образом.
Сжатый воздух из трубки 1, проходя через отверстия шайбы 6, распыляет расплавленный металл концов электродных проволок 3. Сжатый воздух из штуцера 9 попадает в зазор 5 между шайбами 6 и 8 и взаимодействует с отраженным потоком воздуха от дна кольцевой проточки 7. В результате генерируются механические колебания потока воздуха, которые распространяются перпендикулярно шайбе б, выходя из зазора, образованного бортиком шайбы 6 и шайбой 8. Так как вогнутая внутренняя поверхность шайбы 8 имеет геометрический фокус в виде окружности, механические колебания потока воздуха, отражаясь от нее, фокусируются в месте гео- метрического фокуса, т.е. в виде окружности 10. Диаметр окружности 10 4 мм, она отстоит по оси распыления на 7-8 мм от шайбы б, что соответствует концентрации колебаний в конце струй расплавленного металла электродных проволок 3 и является
наиболее эффективным местом для диспергирования и динамического воздействия на распыляемый материал.
Отношение диаметров отверстий шайб от 1:2 до 1:4 выбрано из соображений возникновения максимальных механических колебаний потока воздуха между шайбами и эффективного обжатия воздухом прошедшей между ними металлизационной струи, что ведет к повышению качества покрытий.
Расстояние между отверстиями шайб от 2 до 4 диаметров отверстия шайбы с кольцевой проточкой выбрано из условия наиболее эффективного обжатия с целью уменьшения угла раскрытия металлизационной струи на участке разгона металлизационных частиц, что также улучшает качество покрытий.
Уменьшение угла раскрытия металлизационной струи происходит также за счет наличия поля механических колебаний, направленных к оси металлизациоиной струи, которое придает частицам дополнительную кинетическую энергию в направлении к оси распыления.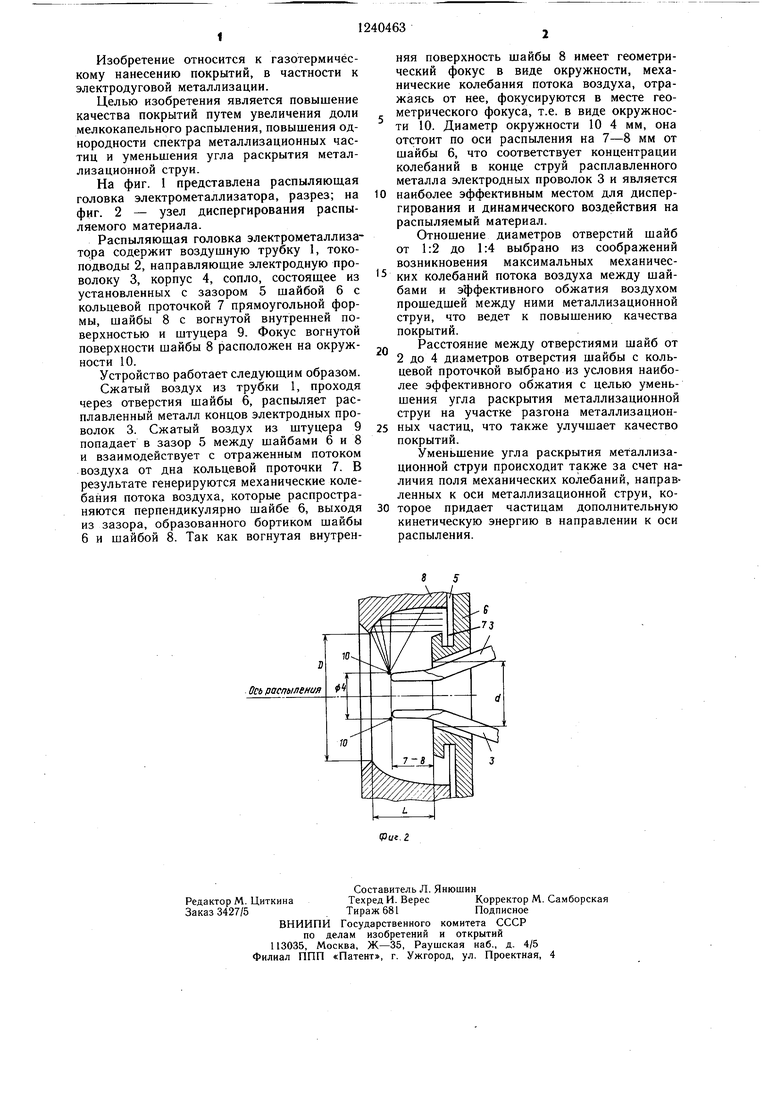
| название | год | авторы | номер документа |
|---|---|---|---|
| Распыляющая головка электрометаллизатора | 1981 |
|
SU990322A1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2002 |
|
RU2220008C1 |
| Проволочный электрометаллизатор | 1982 |
|
SU1080880A1 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| Распылительная головка электрометаллизатора | 1983 |
|
SU1113177A1 |
| ЭЛЕКТРОСТАТИЧЕСКАЯ ГОРЕЛКА ДЛЯ СЖИГАНИЯ ЖИДКИХ ТОПЛИВ В ТОПКАХ ЭНЕРГЕТИЧЕСКИХ КОТЛОВ | 2015 |
|
RU2601396C1 |
| ЭЛЕКТРОСТАТИЧЕСКАЯ ФОРСУНКА ДЛЯ СЖИГАНИЯ ЖИДКОГО ТОПЛИВА В ФАКЕЛЬНЫХ ТОПКАХ ТЕПЛОГЕНЕРИРУЮЩИХ УСТАНОВОК | 2014 |
|
RU2564365C1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННО-ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2010615C1 |
| Электродуговой распылитель | 1980 |
|
SU925407A1 |
| Электрометаллизатор | 1977 |
|
SU802394A1 |
Составитель Л. Янюшин
Редактор М. ЦиткинаТехред И. ВересКорректор М. Самборская
Заказ 3427/5Тираж 681Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАЦИОННОГО АППАРАТА | 0 |
|
SU264101A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
