(54) РАСПЫЛЯЮЩАЯ ГОЛОВКА ЭЛЕКТРОМЕТАЛЛИЗАТОРА
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА К ЭЛЕКТРОМЕТАЛЛИЗАТОРУ | 1971 |
|
SU308103A1 |
| Распыляющая металлизационная головка | 1989 |
|
SU1787049A3 |
| Распыляющая головка электрометаллизатора | 1984 |
|
SU1240463A1 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| Распылительная головка электрометаллизатора | 1983 |
|
SU1113177A1 |
| Электрометаллизатор | 1950 |
|
SU91637A1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2002 |
|
RU2220008C1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2003 |
|
RU2254933C2 |
| Распылительная головка электрометаллизатора | 1989 |
|
SU1681974A1 |
| Проволочный электрометаллизатор | 1982 |
|
SU1080880A1 |
1
Изобретение относится к устройствам для нанесения металлизационных покрытий на поверхности деталей машин и металлоконструкций, в частности для антикоррозионной защиты.
Известна распыляющая головка электрометаллизатора, содержащая корпус, токоподводные губки, направляющие электродной проволоки и воздушную трубку с насадкой, которая выполнена с цилиндрическим соплом 1.
Недостатком известной головки является повышенный расход сжатого воздуха (40- 60 м/ч), что отрицательно сказывается на теплово1« режиме процесса металлизации, способствует интенсивному окислению и охлаждению металлизационных частиц. Скорость течения воздушно-распыляющей струи из сопла, а значит скорость полета металлизационных частиц, невысока. Все это отрицательно сказывается на качестве металлопокрытий, а именно, повышает их пористость и снижает прочность сцепления с напыляемым металлом.
Кроме того, воздушная струя имеет большой угол раскрытия, в результате чего происходит торможение периферийных слоев
струи о воздух окружающей среды. Энергия струи при этом снижается. Диспергирование расплавленного электродного металла ухудшается.
В связи с тем, что насадка расположена 5 в непосредственной близости от очага плавления электродной проволоки, имеет место налипание на поверхности насадки расплавленных металлизационных частиц.
Целью изобретения является повышение
Q качества покрытий и надежности работы
за счет повышения скорости и сокращения
угла раскрытия распыляющей воздушной
струи.
Указанная цель достигается тем, что в распыляющей головке электрометаллиза15 тора, содержащей корпус, токоподводные губки, направляющие электродной нроволоки и воздушную трубку с насадкой, последняя выполнена с конфузорно-диффузорным соплом, причем отношение величины выходного и критического диаметров сопла рано равным 1,029-1,034.
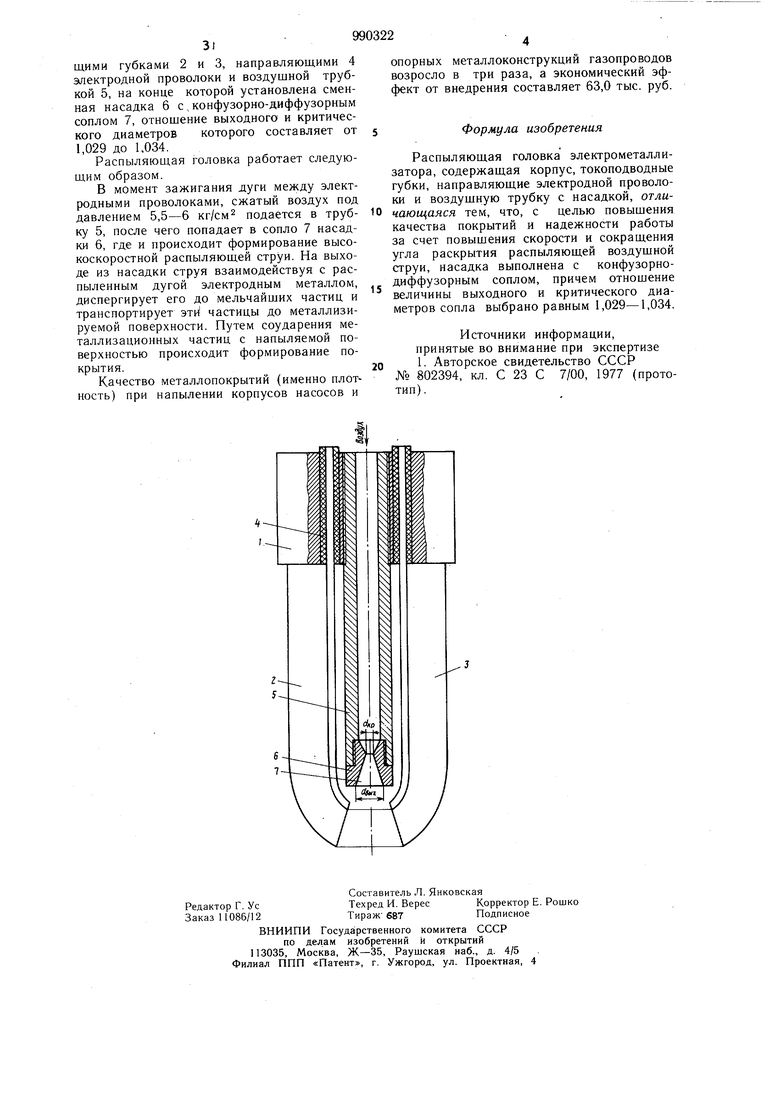
. На чертеже показана распыляющая головка, общий вид.
Распыляющая головка содержит корпус 1 с размещенными в нем токоподводящими губками 2 и 3, направляющими 4 электродной проволоки и воздушной трубкой 5, на конце которой установлена сменная насадка 6 с , конфузорно-диффузорным соплом 7, отношение выходного и критического диаметров которого составляет от 1,029 до 1,034. Распыляюш,ая головка работает следуюШ.ИМ образом. В момент зажигания дуги между электродными проволоками, сжатый воздух под давлением 5,5-6 кг/см подается в трубку 5, после чего попадает в сопло 7 насадки 6, где и происходит формирование высокоскоростной распыляющей струи. На выходе из насадки струя взаимодействуя с распыленным дугой электродным металлом, диспергирует его до мельчайщих частиц и транспортирует эти частицы до металлизируемой поверхности. Путем соударения металлизационных частиц с напыляемой поверхностью происходит формирование покрытия. Качество металлопокрытий (именно плотность) при напылении корпусов насосов и опорных металлоконструкций газопроводов возросло в три раза, а экономический эффект от внедрения составляет 63,0 тыс. руб. Формула изобретения Распыляющая головка электрометаллизатора, содержащая корпус, токоподводные губки, направляющие электродной проволоки и воздущную трубку с насадкой, отличающаяся тем, что, с целью повышения качества покрытий и надежности работы за счет повыщения скорости и сокращения угла раскрытия распыляющей воздушной струи, насадка выполнена с конфузорнодиффузорным соплом, причем отношение величины выходного и критического диаметров сопла выбрано равным 1,029-1,034. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 802394, кл. С 23 С 7/00, 1977 (прототип).
