Карр.равотьг
tU/ / U ffOif/t/Mbl
(KoflOffffpa) (под)
peauHocfiecvm
ванн
охло вения (ло if-f)
(Л
со
QD
00
та повьшения толщины заготовок. Устройство ,включает весоизмерительный узел, блок управления исполнительны механизмом ножа 9, который связан с исполнительным механизмом ножа 10. Узел формирования управляняцего сигнла 8 связан с npONbmmeHHbiM роботом и узлом управления транспортными средствамио Кроме , он снабжен датчиком положения заготовки, узлом измерения толщины изделий и вычислительным блоком. Вычислительный блок включает узел вычисления объемной плотности изделия (УВОШ), узел сра
нения, узел вычисления средней скорости движения ленты (УВССДП) и узел вычисления временного интервала между двумя соседними резами. Выход узла измерения толщины изделий подключен к первому входу УВОПИ и первому входу узла вычисления временного интервала.Выход весоизмерительного узла подключен к второму входу УВОПИ и выходу узла сравнения. Выход датчика положения заготовки подключен к первому входу УВССДП, выход которого соединен с третьим входом УВОШ, вторым входом узла вычисления временного интервала, первым входом узла формирования управляющего сигнала, второй вход которого соединен с выходом узла сравнения. Выход УВОПИ 2 соединен с третьим входом узла вычисления временного интервала, выход которого соединен с четвертым входом УВОПИ, вторым входом УВССДП, третьим входом устройства формирования управляющего сигнала и входом блока управления исполнительным механизмом ножа 9. Закон регулирования комплекса заключается в текущей коррекции его работы по толщине и скорости движения заготовки, а вычисление значения средней плотности заготовки ведется с учетом информации о массе ранее отрезанной заготовки, а также вычисленных объеме и массе отрезаемой заготовки. 2 ил.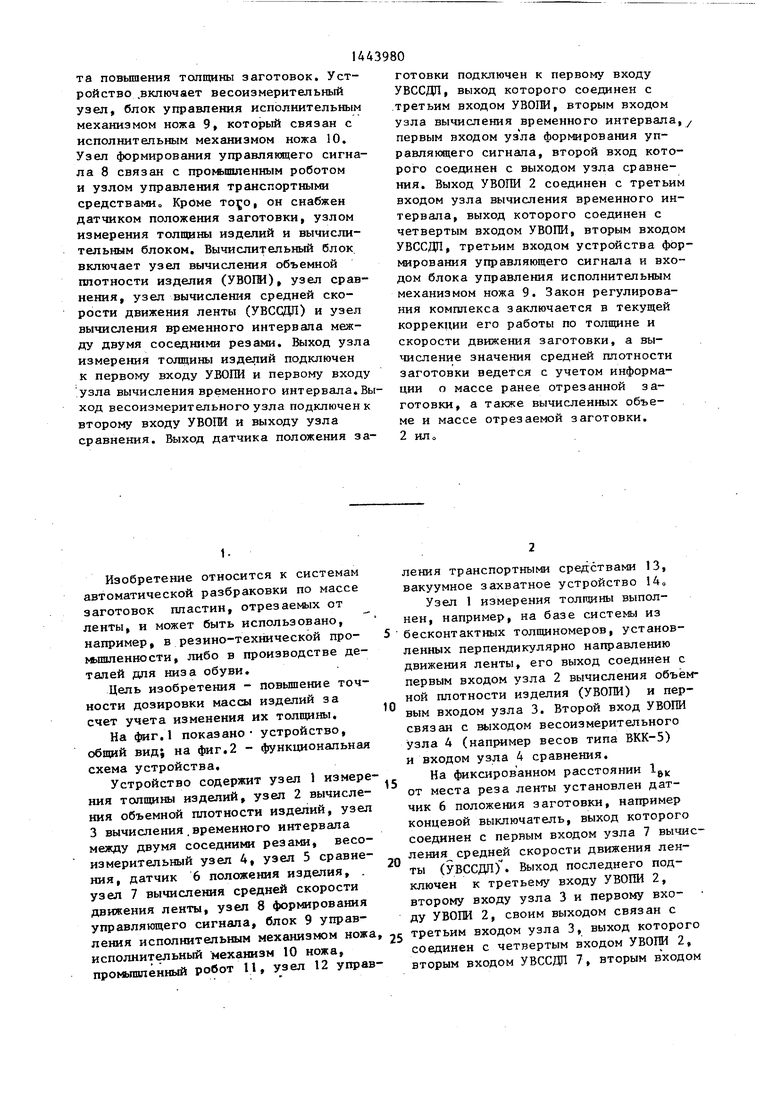
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического дозирования заготовок резиновых пластин | 1988 |
|
SU1553209A1 |
| Система автоматического дозирования заготовок резиновых пластин | 1989 |
|
SU1692681A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СОРТИРОВКИ ПЛОСКИХ ИЗДЕЛИЙ, ОТРЕЗАЕМЫХ ОТ ЗАГОТОВОК | 1990 |
|
RU2022668C1 |
| Линия для изготовления микросборок | 1988 |
|
SU1598241A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ЦЕНТРА ТЯЖЕСТИ ЛИТОЙ ЗАГОТОВКИ В ТЕХНОЛОГИЧЕСКОМ ПОТОКЕ | 1995 |
|
RU2115097C1 |
| ДОЗАТОР ВЕСОВОЙ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2003 |
|
RU2260775C2 |
| КОЛЛАБОРАТИВНАЯ СБОРОЧНО-ПРОИЗВОДСТВЕННАЯ ЛИНИЯ | 2020 |
|
RU2771901C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ СТЕРЖНЕЙ СЕТКИ | 2007 |
|
RU2440208C2 |
| АВТОМАТИЧЕСКОЕ РАЗДАТОЧНОЕ УСТРОЙСТВО ДЛЯ ВЫДАЧИ БАЛАНСИРОВОЧНЫХ ГРУЗИКОВ | 2017 |
|
RU2747825C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
Изобретение относится к системам автоматической разбраковки по массе заготовок пластин, отрезаеьых от ленты, и может быть использовано, например, в резино-технической про- NfcmmeHHOcTH, либо в производстве деталей для низа обуви.
Цель изобретения - повыщение точности дозировки массы изделий за счет учета изменения их толщины.
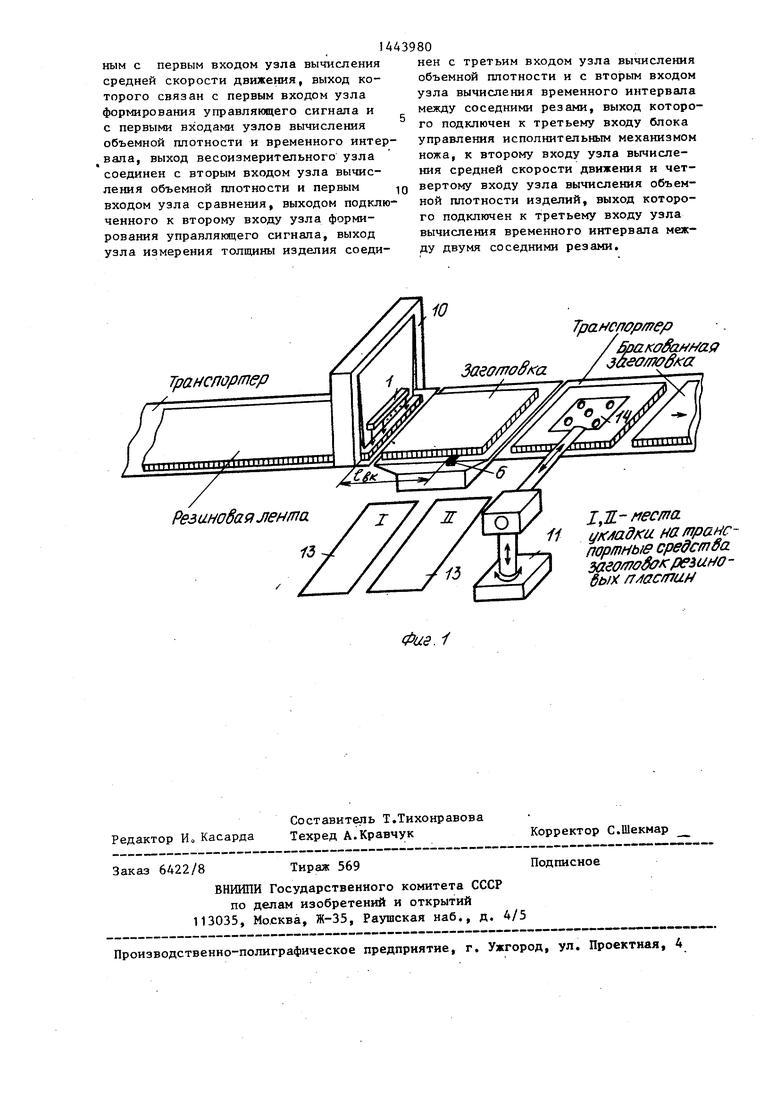
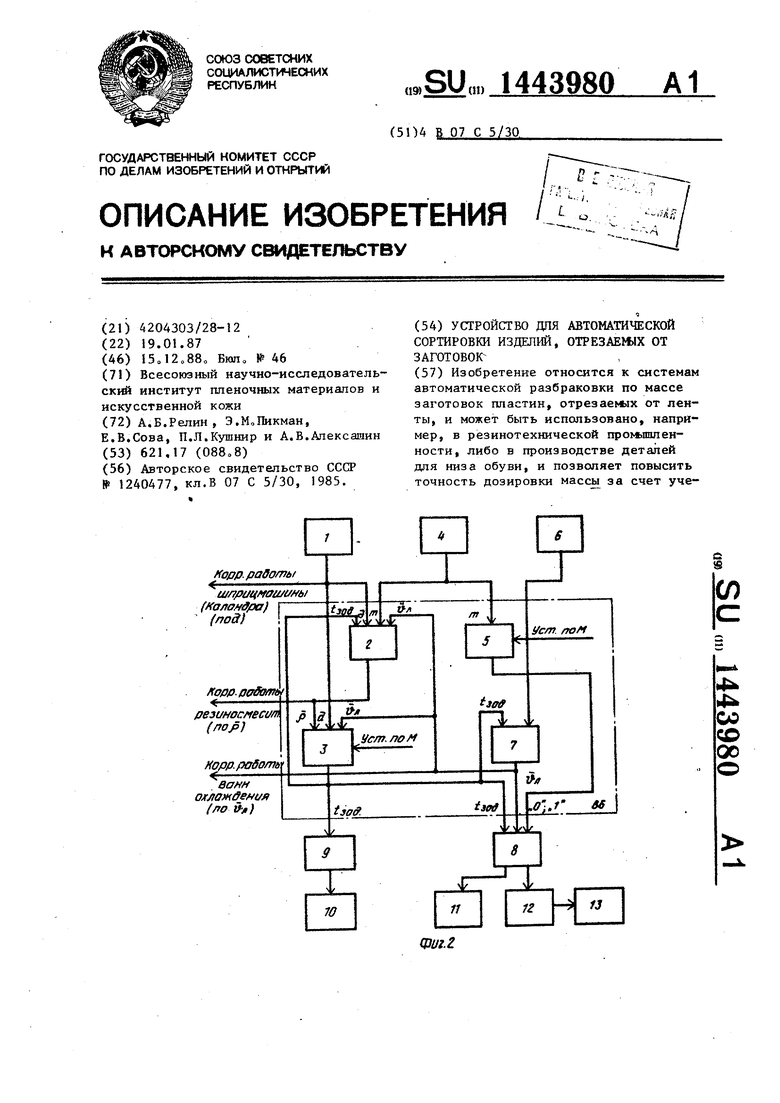
На фиг.1 показано- устройство, общий вид; на фиг.2 - функциональная схема устройства.
Устройство содержит узел 1 измерения толщины изделий, узел 2 вычисления объемной плотности изделий, узел 3 вычисления.временного интервала между двумя соседними резаьт, весоизмерительный узел 4, узел 5 сравнения, датчик 6 положения изделия, . узел 7 вычисления средней скорости движения ленты, узел 8 формирования управляющего сигнала, блок 9 управления исполнительным механизмом ножа исполнительный механизм 10 ножа, промышленный робот II, узел 12 управ
ления транспортными средствами 13, вакуумное захватное устройство 14
Узел 1 измерения толщины выполнен, например, на базе системы из бесконтактных толщиномеров, установленных перпендикулярно направлению движения ленты, его выход соединен с первым входом узла 2 вычисления объёмной плотности изделия (УВОПИ) и первым входом узла 3. Второй вход УВОПИ связан с выходом весоизмерительного узла 4 (например весов типа ВКК-5) и входом узла 4 сравнения.
На фиксированном расстоянии 1 от места реза ленты установлен датчик 6 положения заготовки, например концевой выключатель, выход которого соединен с первым входом узла 7 вычисления средней скорости движения ленты (УВССДП). Выход последнего подключен к третьему входу УВОПИ 2, второму входу узла 3 и первому входу УВОПИ 2, своим выходом связан с третьим входом узла 3, выход которого соединен с четвертым входом УВОШ 2, вторым входом УВССДП 7, вторым входом
314
узла 8 и входом блока 9 управления исполнительным механизмом ножа (БУИМН), который соединен с входом исполнительного механизма 10 ножа (ИМН) и представляет собой согласу- кщее звено, которое может преобразовать сигнал с выхода узла 3 в управляющее воздействие на привод ИМП 10. Выход узла 5 сравнения подключен к третьему входу устройства 8 управления, выходы которого связаны с про- мзшшенным роботом 11 (Iff) и узлом 12 управления транспортными средствами, которьй, в свою очередь, связа с транспортными средствами 13.
Узел 8 формирования управляющего сигнала представляет собой, например унифицированное устройство управления типа УЦМ-663. В качестве ПР 11 может быть использован робот с вым программным управлением с пневмоприводом, например типа МА10Ц, оснащенный вакуумным захватным устройством 14 (ВЗУ). Узел 12 управления транспортными средствами и транспортные средства 13 представляют собой систему транспортных средств, например транспортеров, с устройством их управления для транспортировкизаготовок на дальнейшую технологическую обработку.
Узлы 2, 3, 5 и 7 конструктивно объединены в вычислительный блок (ВВ), представляющий собой, например микропроцессорную систему, реализующую следуюпщй алгоритм работы
яд;
де t
- М а, t;.. т.- Э:
аД -(
(О
зад
временная пауза между двумя моментами реза; время прохождения краем
М
m -d
то же, для i-1 цикла работы комплекса; требуемый вес заготовки (уставка);
вес предыдущей заготовки; средняя толщина -и заготовки резиновой пластины; то же, для 1 -1 заготовки; временная пауза между двумя моментами реза для цикла работы комплекса. Указанный алгоритм работы ВБ осуществляется, исходя из следующего. Пауза между моментами предьщущего и следующего реза
,
4
IrjWE
(2)
0
15
5 где требуемая длина отрезаемой
заготовки; V, - средняя скорость движения
ленты. Среднюю скорость V можно вьфазить
следующим образом
в виде
IT,
pes
u
рев
: yiSV
-d.-b
где 1
Bt;
фиксированное расс гояние между линией реза и линией установки датчика 6 положения заготовки; требуемый объем отрезаемой заготовки; b - ширина ленты (принимается
постоянной).
Требуемый объем можно представить виде соотношения
треь
V
треб
М
р;-,
, 20где
Pi-i
35
Тогда,
средняя величина объемной плотности заготовки (определяется на предыдущем i-1 цикле работы комплекса), подставляя в выражение
(2), получают
VT
40
f L« WA , -d .. b
BK
М
ISK (3)
Средняя величина объемной плотности
Р d
Ь-1
i-t
где 1;., Тогда
- длина предыдущей заготовки,.
мм
V
-зад ;1вк ..
т
-l-l
аА;-)
.t
с ,-)
(
(4)
55 Подставляя полученное соотнощение
вьфажение (3) получают
мГ;
то;-,
1б. Ь й;
1 вк ,.
CT-.
и в окончательном виде приходят к выражению (1).
Узел осуществляет следующий алгоритм
WA
----s-- - - (см. формулу 3)
. Ь.а. IB
;
--
то
М
р;:,-ь:аПГ
Устройство работает следующим образом.
После отрезания очередной заготовки резиновой пластины, ВБ, на основании получаемой текущей информации с устройства 1 измерения толщины заготовки о средней толщине поступающей ленты И и времени Г; , а также по весу предыдущей заготовки т,, определенной с помощью весоизмерительного узла, вырабатьюает управляющее воздействие на БУИ№ 9 (по формуле i), на коррекцию работы резиносмеси- теля (не показан) по формуле (4), коррекцию работы ванн охлаждения резиновой ленты (не показаны) по формуле V.
ISK
И на узел 8, функционирование которого осуществляется следующим образом. На третий его вход поступает диск,рет1й 1Й сигнал Брак или Норма с узла 5 сравнения, где осуществляется сравнение сигнала о весе отрезаемой заготовки с уставкой
по весу М+ ДМ, где ДМ - после допуска требуемого веса заготовки. В узле 8, на основании совместной обработки значений V , поступающих на два других его входа, вырабатывается сигнал, разрешающий работу
30 ление значения средней плотности заго товки определяется с учетом информации о весе ранее отрезанной заготовки, а также вычисленных объемов и веса отрезаемой заготовки.
35 Формула изобретения
Устройство для автоматической сортировки изделий, отрезаемых от заготовок, содержащее весоизмеритель- 40 ный узел, блок управления исполнительным механизмом ножа, выходом соединенный с исполнительным механизмом ножа, узел формирования управлякщего сигнала, первый выход которого ВЗУ 14 промьшшенного робота 11. УВОШ 45 соединен с входом промьшлешюго ро- 2, узел 3 и УБССДЛ 7 ВБ в своей рабо- бота, а второй через узел управления
транспортным средством - с входом транспортного средства, отличающееся тем, что, с целью повы- gO шения точности дозировки массы изделий за счет учёта изменения их толщины, оно снабжено узлом измерения толщины изделий, узлом вычисления объемной плотности, узлом вычисления 55 временного интервала между двумя соседними резами, узлом вычисления средней скорости движения, узлом сравнения, задатчиком веса, датчиком положения заготовки, выходом соединенте реализуют формулы 4, 1 и V и соответственно. УВССДЛ 7 осу i
ществляет для каждогр цикла работы комплекса вычисление V путем получения информации о моменте реза предыдущей заготовки и информации с датчика 6 положения заготовки.
По вычисленной величине t
А
БУИМИ 9 подает команду на ИМИ 10, который осуществляет рез ленты на заготовки. Отрезанная заготовка по транспортеру непрерывного действия
439806
поступает на весоизмерительный узел 4, информация с которого используется для работы ПР 11 при определении соответствия веса заготовки заданно- му узлом 5 сравнения, а также в следующем цикле работы комплекса.
После взвешивания заготовка подается на участок ее съема 1I. Послед10 НИИ осуществляет съем и укладку на транспортные средства 13, управляемые узлом 12 управления транспортными средствами, только тех заготовок, вес которых соответствует норме,
15 Команда с устройства 8 управления на ВЗУ 14 ПР 11 поступает в момент прохождения заготовкой участка съема. Бракованные заготовки по транспорте- piy направляются на переработку, Кро20 ме того, измеренная устройством 1 измерения толщины заготовки средняя толщина ленты Ъ. может быть использована для коррекции работы лентообра- зующего оборудования (шприцмашины
25 или каландра)„
Таким образом, суть закона регулирования заключается в текущей коррекции работы комплекса по толщине и скорости движения ленты, а вычис30 ление значения средней плотности заго товки определяется с учетом информации о весе ранее отрезанной заготовки, а также вычисленных объемов и веса отрезаемой заготовки.
35 Формула изобретения
Устройство для автоматической сортировки изделий, отрезаемых от заготовок, содержащее весоизмеритель- 40 ный узел, блок управления исполнительным механизмом ножа, выходом соединенный с исполнительным механизмом ножа, узел формирования управляным с первым входом узла вычисления средней скорости движения, выход которого связан с первым входом узла формирования управляющего сигнала и с первыми входами узлов вычисления объемной плотности и временного интер- .вала, выход весоизмерительного узла соединен с вторым входом узла вычисления Объемной плотности и первым входом узла сравнения, выходом подклю- ченного к второму входу узла формирования управляющего сигнала, выход узла измерения толщины изделия соеди)А43
Резиновая лента. i3
- -
)А43980
нен с третьим входом узла вычисления объемной плотности и с вторым входом узла вычисления временного интервала между соседними резами, выход которого подключен к третьему входу блока управления исполнительным механизмом ножа, к второму входу узла вычисления средней скорости движения и четвертому входу узла вычисления объемной плотности изделий, выход которого подключен к третьему входу узла вычисления временного интервала меж- ДУ двумя соседними peaahm.
Транслортер
Kff iMf/ая aeomff /ca
Х.Ж-мес/па
укшдка на/праис- портные средства eofr o6of peBUHo- бых г7/)
Фаз. i
| Устройство для автоматической сортировки изделий,отрезаемых от заготовок | 1985 |
|
SU1240477A1 |
