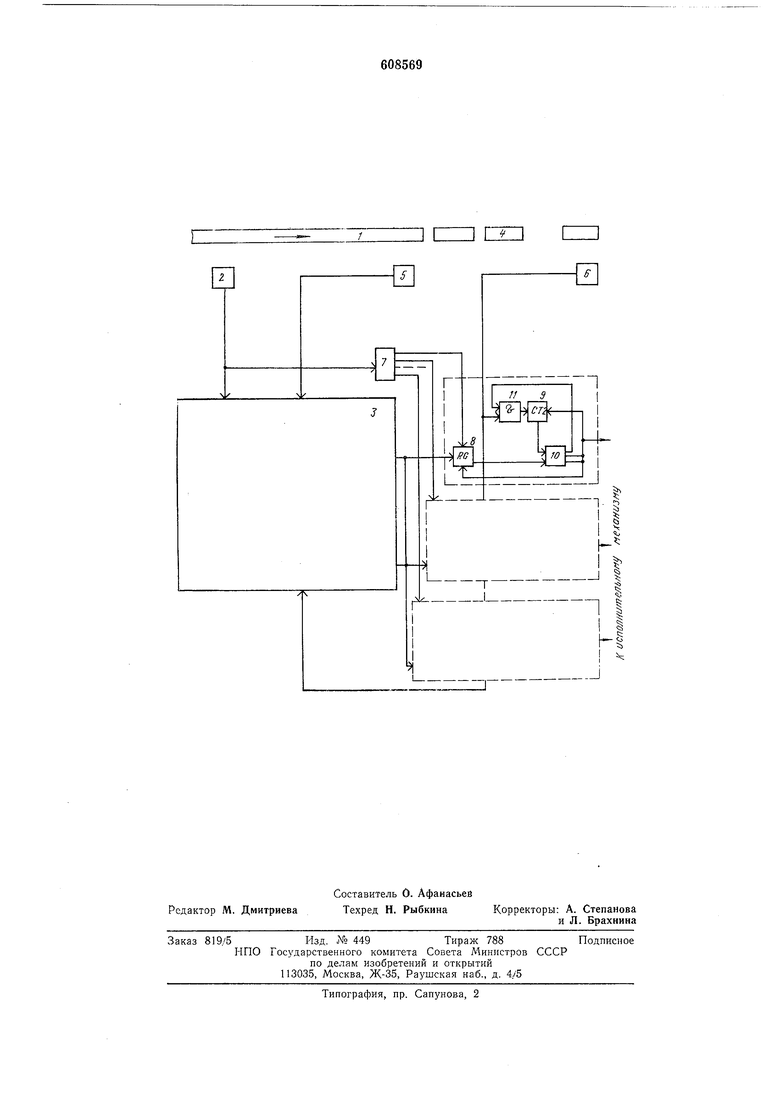
Выход блока определения номера бракованного нзделия подключен к входу блока 8 памяти всех каналов. Счетчнк 9 импульсов положения изделия всех каналов сопровождения получает импульсы при наличии сигнала разрешения, поступающего с выхода блока 10 сравнения кодов через логический элемент И 11, другой вход которого подключен к выходу датчика 6 положения готового нзделия.
Устройство работает следующим образом.
При обнаружении дефекта па бесконечной заготовке 1 датчик 2 контроля качества заготовки выдает сигнал а одип из входов блока 3 определения номера бракованного изделия 4. Номер бракованного изделия определяется на основе сравнения сигналов датчика 5 реза и датчика 6 положения готового изделия, выходы которых иодключеиы к блоку определения номера бракованного изделия и датчика 2 контроля качества заготовки. Одновременно сигнал от датчика контроля качества поступает на вход коммутатора 7 каналов сопровождения готового изделия, который переключает коммутатор иа следующий канал. Номер бракованного изделия поступает в блок 8 памяти всех каналов, однако записывается только в том из них, в который подается сигнал от коммутатора 7. В момент записи в блок памяти счетчик 9 импульсов положения изделия находится в исходиом состоянии, т. е. в нулевом положении. Б этом случае на выходе «больше блока 10 сравнения кодов появляется ситнал, который через логический элемепт И И разрешает поступление в счетчик 9 сигналов от датчика ноложепия готового изделия. Зти сигналы ностуиают до тех пор, пока в счетчике не иаберется число большее или равиое записанному в блоке намяти. Например: в регистре заппсано число 15,45, а в счетчике набрано число 13,0. В этом случае блок сравнення разрешает счетчику добрать еще три импульса. Когда в счетчике будет число 16, что больше заиисаииого в регистре, блок сравнения возвращает канал в исходное состояние и выдает еигнал на сортировку нзделия.
Таким образом, в устройстве могут работать
сразу все каналы или какая-то часть их. В каждом конкретном случае количество каналов определяется в зависимости от режима максимального ритма в технологии работ на данном участке сортнровки.
Формула изобретения
Устройство для автоматической сортировки
изделий, отрезаемых от заготовки, еодерл ащее исполнительиый механизм, датчик реза, коммутатор каналов сопровождения готового изделия, в котором каждый канал сопровождения включает блок памяти с тремя входами,
логический элемент И и ечетчик имнульсов положения изделия, и датчик положения готового изделия, подключенный к первому входу элемента И, на выходе которого включен первый вход счетчика импульсов, отличающееся тем, что, с целью повышепия производительности, оно снабжено датчиком контроля качества заготовки, блоком определения номера бракованного изделия, блоком сравнения номера бракованного изделия с номером
готовото изделия, имеющим два входа и выхода, причем к входам блока определения номера бракованного изделия подключены датчик реза, датчик положения готового изделия и датчик контроля качества заготовки, выход
которого нодключен также к входу коммутатора каналов сопровождения готового изделия, выход которого подключен к первому входу блока памяти, второй вход которого подключен к выходу блока определения номера
бракованного изделия, а третий вход блока иамяти подключен к второму входу ечетчика, к исполнительному мехаиизхму и к нервому выходу блока сравнения, первый вход которого подключен к выходу блока намяти, второй
вход блока сравнения подключен к выходу счетчика импульсов, а второй выход блока сравнения нодключен к второму входу логического элемента И.
Источники информации,
нринятые во внимание при экснертизе
i. Авторское свидетельство СССР №481396, кл. В 07С 5/30, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматической сортировки изделий,отрезаемых от заготовки | 1976 |
|
SU622512A1 |
| Устройство для автоматической сортировки изделий, отрезаемых от заготовки | 1976 |
|
SU663451A1 |
| Устройство для автоматической разбраковки проката в линии поперечной резки | 1982 |
|
SU1091969A1 |
| Устройство для автоматической сортировки изделий, отрезаемых от заготовки | 1973 |
|
SU481336A1 |
| Устройство для автоматической разбраковки проката | 1982 |
|
SU1044439A1 |
| ДВУХКАНАЛЬНОЕ ТАХОМЕТРИЧЕСКОЕ СИГНАЛЬНОЕ УСТРОЙСТВО | 1970 |
|
SU287331A1 |
| АДАПТИВНЫЙ КОММУТАТОР СИСТЕМЫ ТЕЛ ЕИЗМЕРЕН ИИ | 1973 |
|
SU407376A1 |
| Система автоматического управления укладкой кирпича | 1984 |
|
SU1265049A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |