Изобретение относится к станкостроению и может быть использовано для формирования потока правильно ориентированных деталей при подаче их в технологическое оборудование различного назначения.
Целью изобретения является расширение технологических возможностей применения устройства за счет контроля положения деталей различной кон- фигурации типа поршень - колпачок, винт и т.д. .
На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - то же, план.
Устройство для контроля положения деталей содержит подающий лоток 1, собачку 2 и неуравновешенный двуплечий рычаг 3, шарнирно установленные в вертикальной плоскости на рычаге-ограничителе 4.
Рычаг-ограничитель 4 подвешен на оси 5 кронштейна 6 подающего лотка 1 с возможностью ограниченного поворота от кулачка 7 на валу 8 с тя- гой 9.
На боковой стороне подающего лотка 1 вьтолнено окно с заслонкой 10.
Устройство работает следующим образом.
Деталь типа поршень перемещается по подающему лотку 1 в правильно ориентированном положении (свободной по- лостью к механизму контроля). Действуя своим нижним торцом на собачку 2, деталь утапливает ее в пазу подающего лотка 1.
Одновременно поворачивается и двуплечий рычаг 3 от взаимодействия его верхнего плеча с собачкой, вьщвигая свое нижнее плечо в зону подающего лотка 1. При дальнейшем перемещении детали собачка 2, попадая в полость детали, занимает исходное положение, а
5
10
2405382
нижнее плечо двуплечего рычага 3 утапливается нижним торцом детали, разворачивая весь рычаг 3 в обратном направлении (против часовой стрелки на J фиг. 1) совместно с собачкой, выходящей еще дальше в зону подающего лотка 1.
Так же деталь проходит механизм контроля своим верхним торцом и опускается в зону обработки в правильно ориентированном положении.
В случае поступления детали в зону контроля в неориентированном положении собачка утапливается дном детаts ли, разворачивая двуплечий рычаг 3,
нижнее плечо которого выходит еще дальше в зону подающего лотка 1, препятствуя дальнейшему перемещению детали. Поскольку собачка 2 не имеет возможности вернуться в исходное положение (в зону подающего лотка), деталь останавливается нижним плечом двуплечего рычага 3, зажатая собачкой 2 в подакнцем лотке 1.
Для удаления неправильно ориентированной детали из зоны контрольного механизма поворотом тяги 9 (по часовой стрелке на фиг. 1) разворачивается вал 8с эксцентрично установленным
кулачком 7, который, взаимодействуя с рычагом-ограничителем 4, поворачивает его oicpyr оси 5, выводя из контакта с деталью собачку 2 и двуплечий рычаг 3 и вьщвигаясь своим нижним
плечом в зону подающего лотка 1. fle- таль, освобожденная от воздействия собачки 2 и двуплечего рачага 3, пе-г ремёщается на нижнее плечо рычага- ограничителя 4 и выводится принудительно из зоны подающего лотка 1 через окно с заслонкой 10.
После возвращения тяги 9 в исходное положение механизм контроля го тов для контроля положения следующей детали.
Фмг.2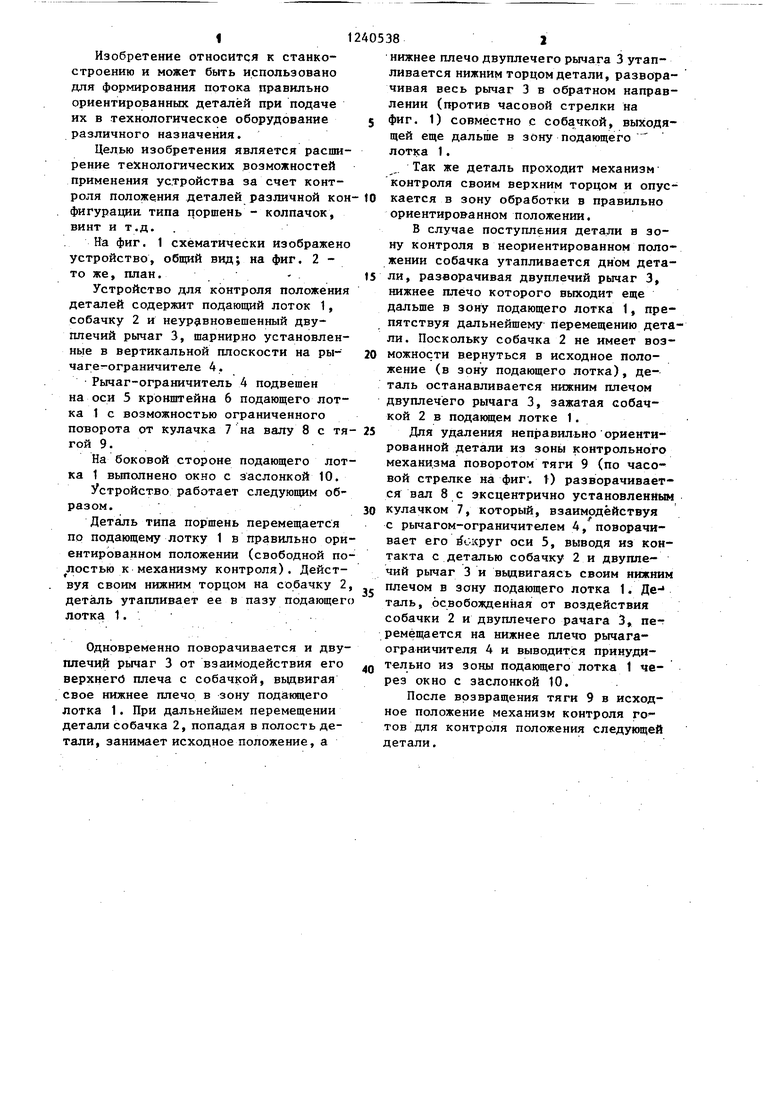
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2007 |
|
RU2359774C2 |
| Автоматическая линия для индукционной термической обработки плоских деталей | 1981 |
|
SU1018983A1 |
| Устройство для подачи штучных заготовок | 1988 |
|
SU1669618A1 |
| СЕЛЕКТОРНОЕ УСТРОЙСТВО | 1996 |
|
RU2103146C1 |
| Устройство для ориентации деталей,преимущественно в виде втулки с продольной прорезью со стороны ее торца | 1984 |
|
SU1225060A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТЕРЖНЕЙ | 2000 |
|
RU2176584C2 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1238917A1 |
| Устройство для загрузки и разгрузки токарного многошпиндельного станка | 1986 |
|
SU1340976A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |
| Загрузочное устройство | 1985 |
|
SU1423349A1 |

| Ориентирующий механизм к вибрационным бункерным загрузочным устройствам для деталей, имеющих одностороннюю фаску | 1961 |
|
SU141374A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
