Изобретение относится к обработке металлов давлением и может быть использовано в штамповой оснастке для формовки выступов в трубчатых деталях с автоматической подачей и выгрузкой деталей.
Известен штамп для формовки выступов в трубчатой детали по патенту №2193940 B21D 22/02. Недостатком известного штампа является отсутствие средств автоматической подачи заготовок и выгрузки готовых деталей, что существенно снижает производительность работы штампа.
Наиболее близким по технической сущности и достигаемому результату к заявленному находится штамп-автомат для формовки выступов в трубчатой детали по патенту №2262406 B21D 22/02, 43/02, прототип, содержащий пресс, штамп, основание которого своей верхней плоскостью установлено на плите шиберного питателя на уровне нижней плоскости шибера, шиберный питатель с вертикальным подающим лотком и приводом шибера от ползуна пресса через двуплечий рычаг и коромысло, шибер с подпружиненным захватом, технологическое отверстие для сброса отформованной детали в накопитель, систему управления. Недостатком этого штампа-автомата являются случаи появления бракованных деталей, которые вызваны возникновением перекоса заготовки формуемой детали при ее нахождении в кольцевом зазоре между матрицей и пунсоном штампа. Причиной перекоса заготовки в кольцевом зазоре является возвратное перемещение (в пределах кольцевого зазора) нижней части заготовки формуемой детали вместе с шибером питателя, так как конструктивно захват шибера удерживает заготовку на прямом и обратном ходу. Этот перекос заготовки в кольцевом зазоре приводит к смятию заготовки в штампе в процессе формовки и браку готовой детали. Кроме того, при принятой в прототипе схеме работы питателя механизм привода шиберного питателя имеет большое количество звеньев, в котором между двуплечим рычагом привода шибера и приводом самого шиберного питателя от ползуна пресса для быстрого отвода шибера установлено коромысло, а сам шибер оснащен подпружиненным захватом детали. В свою очередь, быстрый отвод сопровождается большими динамическими и ударными нагрузками, повышающими износ деталей шиберного питателя, что приводит к снижению ресурса работы штампа-автомата.
Технической задачей изобретения является увеличение выхода годных деталей при работе штампа-автомата и повышение ресурса его работ.
Эта техническая задача решается за счет того, что в основании штампа по краям технологического отверстия для сброса отформованной детали расположены два подвижных стержня, установленные в подштамповой плите через основание штампа перпендикулярно оси шибера, первый из которых расположен вдоль оси штампа перед технологическим отверстием для сброса отформованной детали в накопитель, а второй за первым, причем верхний торец первого стержня выполнен наклонным таким образом, что нижняя кромка наклонного торца находится на уровне верхней плоскости основания штампа, а верхняя кромка наклонного торца выступает над ней, образуя на торце первого стержня наклонную плоскость с подъемом в направлении прямого хода шибера и уступ в направлении обратного хода шибера, причем край уступа расположен на расстоянии от центра оси штампа, равном размеру внутреннего радиуса заготовки детали, а второй стержень выполнен выступающим над верхней плоскостью основания штампа на высоту не менее половины высоты формуемой детали, при этом оба стержня установлены с возможностью их утапливания в основание штампа, кроме того, конец шибера со стороны захвата заготовки детали выполнен в виде сквозного полуоткрытого радиусного паза, расположенного вдоль оси шибера, с размером радиуса паза, соответствующим внутреннему радиусу подающего лотка шиберного питателя, и с глубиной паза не менее полутора диаметров заготовки детали. Оба стержня подпружинены и установлены в подштамповой плите с возможностью их регулировки по высоте над верхней плоскостью основания штампа. Привод от ползуна пресса на шиберный питатель осуществляется посредством двуплечего рычага.
Указанная совокупность признаков является новой и обладает изобретательским уровнем, так как два подвижных стержня, установленные по краям технологического отверстия для сброса отформованной детали в подштамповой плите через основание штампа перпендикулярно оси шибера, первый из которых вдоль оси штампа перед технологическим отверстием для сброса отформованной детали в накопитель, а второй за ним, выполняют функции соответственно держателя детали на обратном ходу шибера и ограничителя перемещения отформованной детали при ее сбросе через технологическое отверстие в накопитель. Их наличие позволяет поменять последовательность движения шибера, принятую в прототипе, в результате чего в предлагаемом устройстве отпадает необходимость обеспечения нахождения шибера под штампом, пока заготовка детали не окажется в кольцевом зазоре между матрицей и пунсоном штампа. Также отпадает и необходимость ускоренного отвода шибера из-под штампа, что снижает динамические и ударные нагрузки и увеличивает ресурс работы штампа. Второй стержень при этом ограничивает перемещение отформованной детали, которая удаляется из-под штампа последующей заготовкой при ее подаче шибером и через нее не дает этой заготовке сместиться по инерции дальше зоны штамповки. В целом это позволяет отказаться от наличия захвата детали в шибере, который, удерживая деталь на обратном ходу, вызывает ее перекос и является первопричиной случаев брака.
Выполнение верхнего торца первого стержня наклонным таким образом, что нижняя кромка наклонного торца находится на уровне верхней плоскости основания штампа, а верхняя кромка наклонного торца выступает над ней, образуя на торце первого стержня наклонную плоскость с подъемом в направлении прямого хода шибера и уступ в направлении обратного хода шибера, обеспечивает условия, при которых заготовка детали попадает в заданное положение под штампом. На прямом ходу шибера передний нижний край заготовки детали сначала поднимается по наклонной плоскости первого стержня, в конце хода шибера заготовка детали своим передним внутренним нижним краем опускается за уступ и удерживается на нем во время обратного хода шибера. Таким образом, заготовка детали остается под штампом без смещения назад от заданного положения, которое могло бы быть даже при отсутствии захвата в шибере, например, за счет сил трения, электоростатических или межмолекулярных (при наличии смазки) сил между подаваемой заготовкой детали и шибером. При этом положение края уступа на расстоянии от центра оси штампа, равном размеру внутреннего радиуса заготовки детали, обеспечивает точное позиционирование заготовки детали под штампом, что снижает вероятность возникновения брака.
Выполнение второго стержня выступающим над верхней плоскостью основания штампа на высоту не менее половины высоты формуемой детали необходимо для гарантированного выполнения им функций ограничителя сброса отформованной детали, а именно - ее вертикального положения. К тому же за счет наличия паза на конце шибера со стороны захвата заготовки детали с глубиной не менее полутора диаметров заготовки детали отформованная деталь в момент ее сброса в накопитель оказывается в замкнутом пространстве между выступающим вторым стержнем, боковыми поверхностями паза конца шибера и заготовкой детали, непосредственно через которую и осуществляется перемещение на сброс. В этих условиях обеспечивается вертикальное положение и падение отформованной детали в технологическое отверстие и далее в накопитель, при этом заготовка детали удерживается вертикальной поверхностью отформованной детали от перемещения по инерции дальше уступа первого стержня, что создает дополнительные гарантии по точному позиционированию заготовки детали под штампом и снижает вероятность возникновения брака.
Возможность установки обоих стержней с утапливанием в основание штампа является необходимым условием работы штампа, так как оба стержня расположены в его подштамповом рабочем пространстве. Выступающий уступ первого стержня утапливается центральным стержнем штампа при формовке наружных выступов детали, а второй стержень утапливается нижним торцом обоймы штампа. Установленные подвижно и на пружинах оба стержня после каждого цикла работы штампа возвращаются в исходное положение, обеспечивая условия для последующего точного позиционирования заготовки и сброса отформованной детали.
Выполнение конца шибера со стороны захвата заготовки детали в виде сквозного полуоткрытого радиусного паза, расположенного вдоль оси шибера с размером радиуса паза, соответствующим внутреннему радиусу подающего лотка шиберного питателя, позволяет беспрепятственно опускаться очередной заготовке из питателя в шибер, при его возврате в исходное положение после подачи предыдущей заготовки на позицию штамповки. При этом отсутствие на конце шибера самого захвата для удержания заготовки детали упрощает конструкцию шиберного питателя и в целом штампа-автомата, что, в конечном счете, увеличивает ресурс его работы.
Регулировка обоих стержней по высоте над верхней плоскостью основания штампа позволяет добиться требуемой исходной точности положения стержней над основанием штампа с последующей поднастройкой по мере износа их трущихся частей, что увеличивает ресурс работы штампа-автомата.
Осуществление привода от ползуна пресса на шиберный питатель непосредственно через двуплечий рычаг без промежуточных звеньев упрощает привод и позволяет ему работать в менее динамичном и без ударных нагрузок режиме, что увеличивает ресурс работы штампа-автомата.
Сущность изобретения поясняется чертежами.
На фиг.1 показан штамп-автомат в сборе в среднем положении рабочего хода, на фиг.2 - выносной элемент с увеличенным видом элементов конструкции верхнего наклонного торца первого стержня.
Штамп-автомат содержит пресс 1, подштамповую плиту 2, на которой установлены штамп 3 с выдвижным центральным клином 4, обеспечивающим формообразование выступов в детали, и шиберный питатель 5. Верхняя подвижная часть штампа 3 своим хвостовиком 6 закреплена на ползуне 7 пресса. На нем же установлен хобот 8 с возможностью его взаимодействия при опускании ползуна 7 с плечом 9 двуплечего рычага 10 шиберного питателя 5. Привод шибера 11 выполнен от плеча 12 двуплечего рычага 10. Перемещение шибера 11 в исходное положение осуществляется пружиной 13. Штамп 3 установлен на подштамповой плите 2 своим основанием 14, так, что его верхняя плоскость находится на уровне нижней плоскости шибера 11. В основании 14 штампа 3 и в подштамповой плите 2 выполнено сквозное технологическое отверстие 15 для сброса отформованной детали в накопитель (не показан). По краям отверстия 15 перпендикулярно оси шибера 11 через отверстия в основании 14 в подштамповой плите 2 подвижно установлены стержни 16 и 17. Оба стержня установлены на пружинах 18 и 19 соответственно с возможностью их регулировки по высоте над основанием 14 винтами 20 и 21. Верхний торец 22 стержня 16 выполнен наклонным с подъемом над верхней плоскостью основания 14 в направлении прямого хода шибера 11. Подъем заканчивается уступом 23, образованным вертикальной частью стержня 16 между выступающей верхней кромкой наклонного торца 22 и верхней плоскостью основания 14. Ориентированное положение наклонной плоскости торца 22 обеспечивается штифтом 24, установленным в пазу 25 основания 14. Конец шибера 11 со стороны захвата заготовки детали выполнен в виде сквозного полуоткрытого радиусного паза 26, расположенного вдоль оси шибера 11 с размером радиуса паза в соответствии с внутренним радиусом подающего лотка 27 шиберного питателя 5 и с глубиной паза не менее полутора диаметров заготовки детали. Поскольку глубина паза захватной части шибера 11 не менее полутора диаметров заготовки детали, отформованная деталь после подачи заготовки под штамп находится между ней, боковыми поверхностями паза 26 шибера 11, стержнем 17 над технологическим отверстием 15 для сброса в накопитель, куда она и падает, не давая заготовке за счет ограничения своего движения стержнем 17 сместиться по инерции дальше зоны штамповки.
Устройство штампа-автомата оснащено системой управления с датчиками 28, контроллером и блоком индикации, встроенными в шкаф управления прессом 1 (не показаны).
Штамп работает следующим образом.
Перед началом штамповки ползун 7 пресса 1 с хвостовиком 6 штампа 3, хоботом 8 находятся в исходном (верхнем) положении. Подающий лоток 27 шиберного питателя 4 заполнен заготовками деталей (бункер подающего лотка 27 не показан). Шибер 11 под действием пружины 13 находится в исходном положении под штампом 3 с заготовкой детали.
Включается привод пресса 1, перемещая вниз ползун 7, хвостовик 6 с подвижной частью штампа 3, хобот 8. Последний своим свободным концом поворачивает плечо 9 двуплечего рычага 10, растягивая пружину 13. При этом второе плечо 12 двуплечего рычага 10 перемещает шибер 11 в положение «назад». В крайнем положении «назад» заготовка детали из подающего лотка 27 опускается в радиусный паз 26 шибера 11, а штамп 3 охватывает заготовку детали, находящуюся под штампом, и выполняет ее формовку. Формовка наружных выступов детали выполняется центральным клином 4, который при формовке выдвигается вниз, в основание штампа 14, и утапливает выступающую над основанием 14 наклонную часть стержня 1 6, убирая ее из зоны действия штампа 1, Одновременно нижний торец штампа 3 утапливает до основания 14 стержень 17. Отформованная деталь остается под штампом 1 над стержнем 16. На обратном ходу стержни 16 и 17 под действием пружин 18 и 19 возвращаются в верхнее положение, а хобот 8 освобождает плечо 9, и двуплечий рычаг 10 под действием пружины 13 перемещает шибер 11 с заготовкой в исходное положение «вперед» на позицию штамповки детали. При этом следующая заготовка детали сдвигает уже отформованную деталь до стержня 17 и, дойдя до наклонной плоскости верхнего торца 22 стержня 16, своим нижним передним краем поднимается по ней, а в конце хода шибера 11 опускается под действием силы тяжести за уступ 23, базируясь по его краю своей внутренней поверхностью. Отформованная деталь падает в технологическое отверстие 15 для сброса в накопитель. Далее цикл повторяется.
Штамп изготовлен, опробован в эксплуатации и показал положительные результаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2011 |
|
RU2481169C2 |
| Штамп для правки плоских деталей | 1986 |
|
SU1423215A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Автоматическая линия для развальцовки втулок | 1990 |
|
SU1782691A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в штамповой оснастке для формовки трубчатых деталей с автоматической подачей и выгрузкой деталей. В основании штампа по краям технологического отверстия для сброса отформованной детали расположены два подвижных стержня, установленные в подштамповой плите через основание штампа перпендикулярно оси шибера, первый из которых - перед технологическим отверстием для сброса отформованной детали в накопитель, второй - за ним. Верхний торец первого стержня выполнен наклонным, его нижняя кромка расположена на уровне верхней плоскости основания штампа, а верхняя кромка выступает над ней, образуя на торце первого стержня наклонную плоскость с подъемом в направлении прямого хода шибера и уступ в направлении обратного хода шибера, причем край уступа расположен на расстоянии от центра оси штампа, равном размеру внутреннего радиуса заготовки детали. Второй стержень выполнен выступающим над верхней плоскостью основания штампа на высоту не менее половины высоты формуемой детали. При этом оба стержня установлены с возможностью их утапливания в основание штампа. Конец шибера со стороны захвата заготовки детали выполнен в виде сквозного полуоткрытого радиусного паза, расположенного вдоль оси шибера, с размером радиуса паза по внутреннему радиусу подающего лотка шиберного питателя и с глубиной паза не менее полутора диаметров заготовки детали. Повышается ресурс работы. 2 з.п. ф-лы, 2 ил.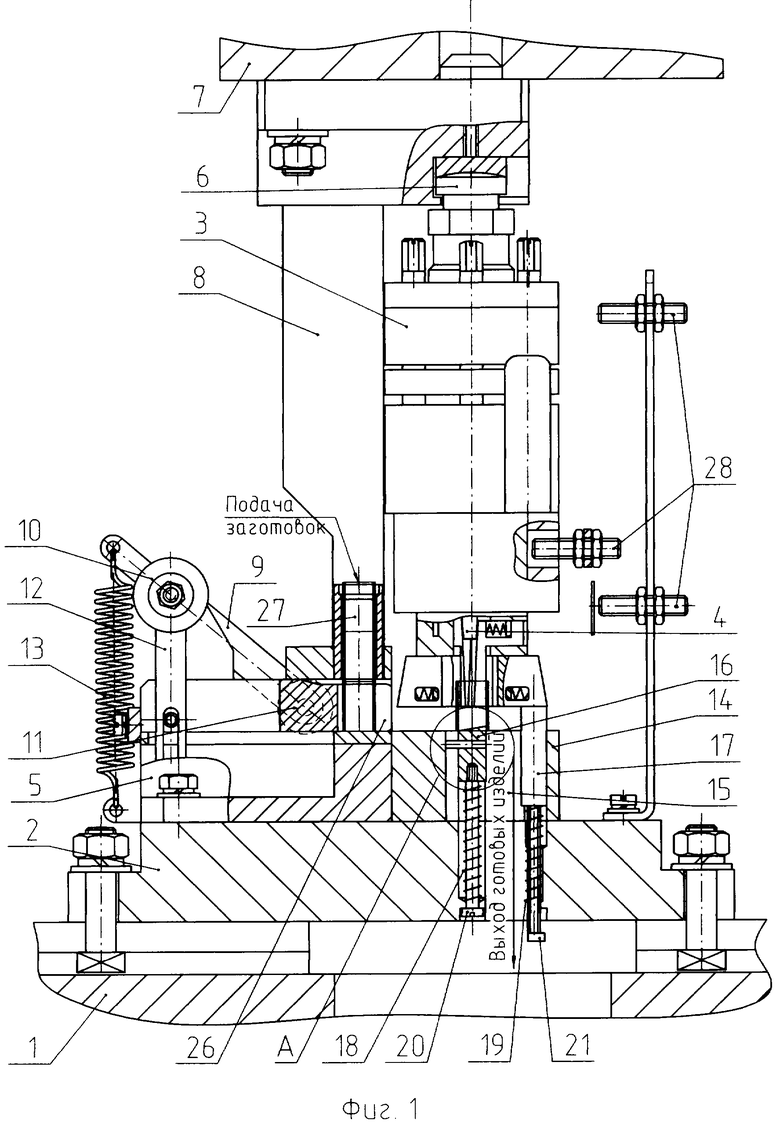
1. Штамп-автомат для формовки трубчатых деталей, содержащий пресс, штамп, основание которого своей верхней плоскостью установлено на подштамповой плите на уровне нижней плоскости шибера и имеет технологическое отверстие для сброса отформованной детали в накопитель, шиберный питатель с вертикальным подающим лотком и приводом шибера от ползуна пресса, систему управления, отличающийся тем, что в основании штампа по краям технологического отверстия для сброса отформованной детали расположены два подвижных стержня, установленные в подштамповой плите через основание штампа перпендикулярно оси шибера, первый из которых расположен вдоль оси штампа перед технологическим отверстием для сброса отформованной детали в накопитель, а второй за ним, причем первый стержень выполнен с наклонным верхним торцом, нижняя кромка которого расположена на уровне верхней плоскости основания штампа, а верхняя выступает над ней с образованием на торце первого стержня наклонной плоскости с подъемом в направлении прямого хода шибера и уступа в направлении обратного хода шибера, причем край уступа расположен на расстоянии от центра оси штампа, равном внутреннему радиусу заготовки детали, а второй стержень выполнен выступающим над верхней плоскостью основания штампа на высоту не менее половины высоты формуемой детали, при этом оба стержня установлены с возможностью их утапливания в основание штампа, конец шибера со стороны захвата формуемой детали выполнен в виде сквозного полуоткрытого радиусного паза, расположенного вдоль оси шибера, радиус которого соответствует внутреннему радиусу подающего лотка шиберного питателя, а глубина паза не менее полутора диаметров формуемой детали.
2. Штамп-автомат по п.1, отличающийся тем, что оба стержня подпружинены и установлены в подштамповой плите с возможностью их регулировки по высоте над верхней плоскостью основания штампа.
3. Штамп-автомат по п.1, отличающийся тем, что привод от ползуна пресса на шиберный питатель выполнен в виде двуплечего рычага.
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| FR 2842752 A1, 29.07.2002. | |||

