1
Изобретение относится к изготовлению шлифовального и полировального инструмента и может быть использовано в электронной и оптико-механической промьшшенности.
Целью изобретения является снижение шероховатости путем предотвращения накопления продуктов износа на рабочей поверхности инструмента за счет введения на этой поверхности медной пленки толщиной 0,1-10 мкм.
Предлагаемый полировальный инструмент состоит из эластичных слоев, прилегающих к жесткому основанию с закрепленным на нем абразивосодержа- щим слоем, выполненным прерывистым. На абразивосодержащем слое расположена пленка из меди толщиной 0,1 - 10 мкм.
Наилучпшм способом устранения продуктов износа обрабатыгаемой детали С рабочей поверхности инструмента является создание на последнем за- гщтного покрытия, которое предотвращает механический контакт дисперсных продуктов износа с поверхностью полировального инструмента. Экспериментально установлено, что наилучшими защитными свойствами обладают пленки из золота, серебра и меди, что связано с исчезающе малой растворимостью в них молибдена и вольфрама. Оптимальная толщина пленок (d) находится в диапазоне 0,1-10 мкм
Самопроизвольное образование металлических пленок на любых химически нейтральных поверхностях происходит при помещении инструмента в кон- цен трированный водный раствор (более 20%) солей золота, серебра, меди и ртути. Технологически обосновано применять инструмент, содержащий медную пленку на прерывистой поверхности слоя полировальной смолы, представляющей собой сплав канифоли (до 90 вес.%) и пека (до 10 вес.%). Толщина пленки определяется интенсивностью оптической обработки. На начальной стадии обработки, характеризуемой интенсивными режимами обработки (удельное давление на инструмент до 100 г/см , число оборотов шпинделя до АО об/мин, дисперсность порошков абразива 3-7 мкм), используют инструмент с толщиной пленки 10 мкм. В этом случае пленка может быть получена как предварительно путем вьщерживания инструмента в те2405632
чение расчетного времени в емкости, содержащей концентрированный раствор медного купороса, так и при восстановлении в процессе обработки пу
5 тем ввода концентрированного раствора медного купороса в зону полирования.
Заключительная стадия полирования производится при более мягких режи10 мах обработки: удельное давление на инструмент менее 10 г/см, число оборотов шпинделя менее 10 об/мин, дисперсность абразива менее 0,1 мкм. В этом случае нанесение пленки на ин15 струмент производится только предварительно путем выдерживания в течение расчетного времени в емкости, содержащей концентрированный раствор медного купороса.
20 Работоспособность (стойкость) инструмента определяется по времени работы инструмента и качеству получаемой оптической поверхности образцов.
25 В испытаниях использовали специально подготовленные образцы диаметром 80 мм из молибдена марки М4БП. Инструмент формировали из полировальной смолы марки СП-12 (кани30 фоль 89%, пек 10%, пчелиньй. воск 1%) Осаждение пленки производили путем выдержки инструмента в течение расчетного времени в концентрированном (20%-ном) растворе медного купороса. При располировке инструмента происходило насыщение рабочей поверхности инструмента зернами микропорошка синтетических алмазов.
Молибденовые образцы устанавлива35
и на шпинделе станка и производили обработку с помощью подготовленного инструмента. Время обработки 5 ч. В течение всего процесса обработки в зону полирования вводили только дистиллированную воду для предотвращения схватывания контактирующих поверхностей. Через каждый час производили контроль класса чистоты обработанной поверхности.
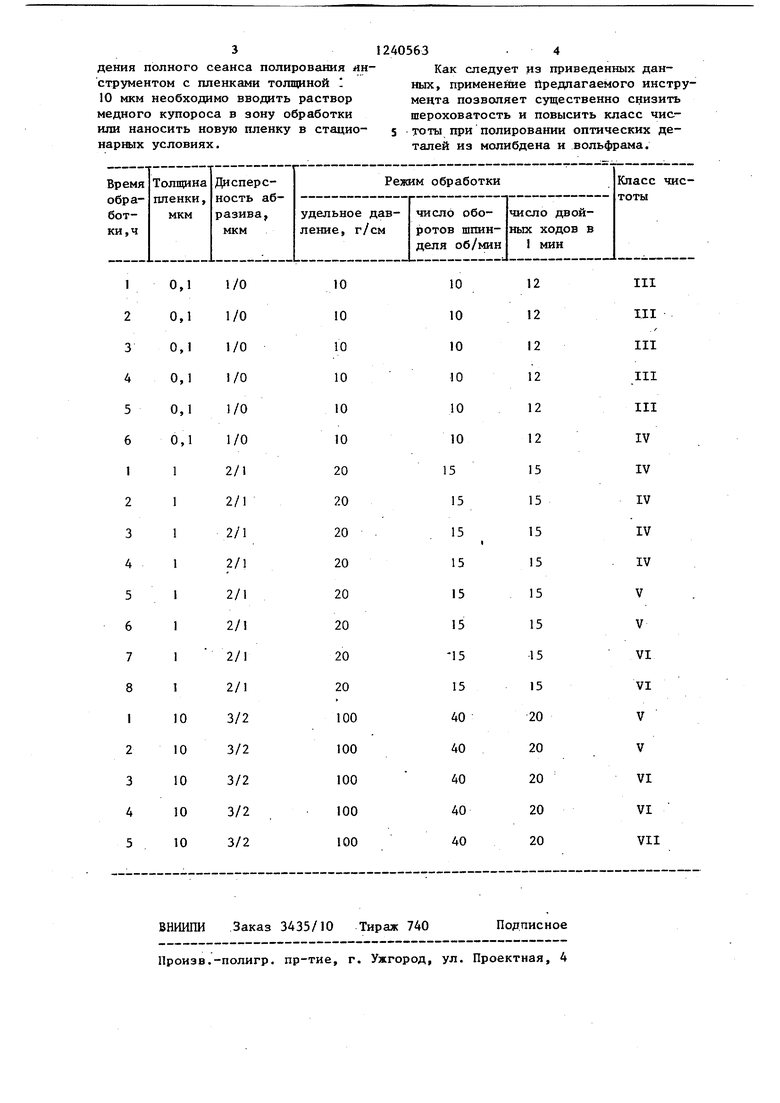
50 Результаты испытаний представлены в таблице.
Из результатов испытаний видно, что на заключительной стадии полиро- 55 вания износостойкость инструмента с медной пленкой толщиной 0,1 мкм составляет 5ч, что позволяет проводить полностью сеанс обработк; для проведения полного сеанса полирования инструментом с пленками толщиной 10 мкм необходимо вводить раствор медного купороса в зону обработки или наносить новую пленку в стационарных условиях.
1240563 . 4
Как следует из приведенных данных, применение йредлагаемого инструмента позволяет существенно снизить шероховатость и повысить класс чис- 5 тоты при полировании оптических деталей из молибдена и вольфрама.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивная масса для изготовления полировального инструмента | 1988 |
|
SU1579752A1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА СО СВЯЗАННЫМ АБРАЗИВОМ | 1994 |
|
RU2095229C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Способ обработки медной поверхности | 1980 |
|
SU906675A1 |
| СОСТАВ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА СО СВЯЗАННЫМ АБРАЗИВОМ | 2011 |
|
RU2513429C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| КОМПОЗИЦИЯ ДЛЯ СВЯЗАННОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2013 |
|
RU2526982C1 |
| Раствор для виброхимического удаления заусенцев с металлических деталей | 1981 |
|
SU1130622A1 |
| Способ полирования свободным абразивом | 1990 |
|
SU1836206A3 |
| Состав для полирования металлических поверхностей | 1982 |
|
SU1102799A1 |
| Абразивный полировальный инструмент | 1981 |
|
SU996178A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
