Изобретение относится к промышленности огнеупоров и может быть исполь- зовано в производстве жаропрочных . труб и втулок из порошковых материалов. .-
Целью изобретения является расширение технологических возможностей и эксплуатационнрй надежности пресс- формы .- -
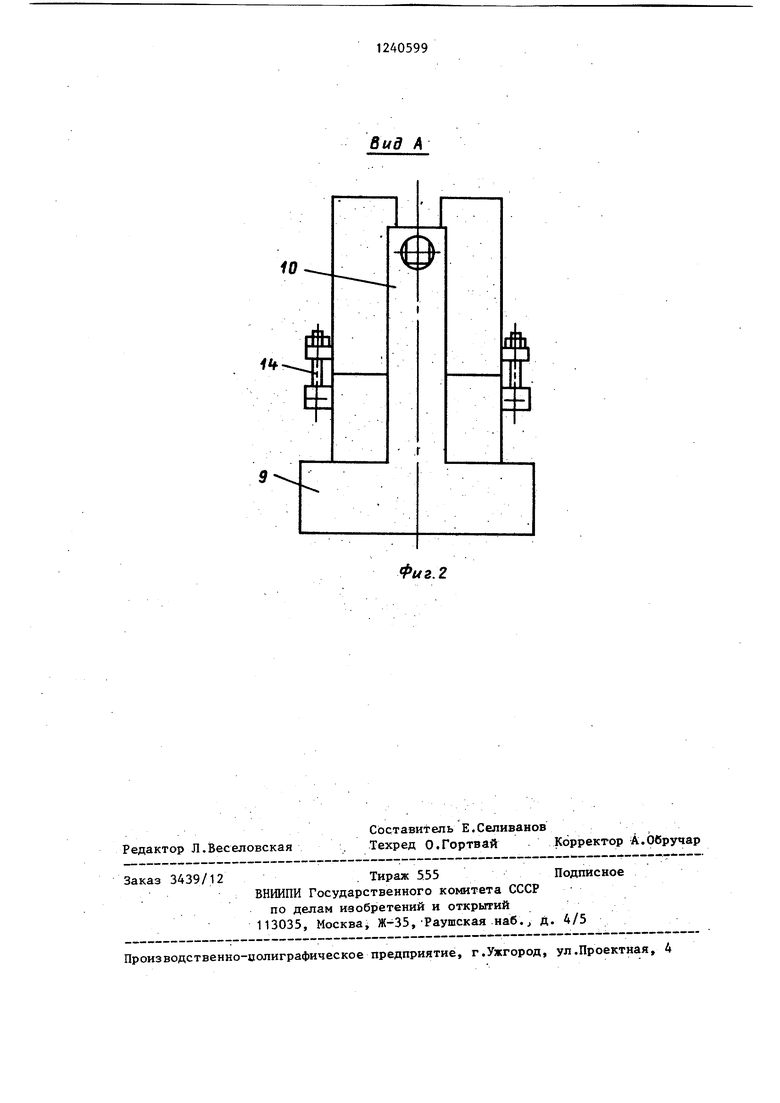
На фиг. 1 показана пресс-форма до начала прессования и после завершения прессования, продольное сечение; на фиг. 2 - вид А на фиг. 1. , Пресс-форма содержит конусную обойму, состоящую из верхней 1 и нижней 2 частей, фиксатор 3, эластичную матрицу 4, торцы которой армированы верхним 5 и нижним 6 сегментами, формообразующий сердечник 7, вкладьш:8, корпус 9 со стойками 10, верхнее разрезное кольцо 11, установленное с зазором в выточке вкладыша 8, нижнее разрезное кольцо 12, установленное с зазором в выточке корпуса 9, регулировочные кольца 13 и фиксирующие элементы 14. .
Пресс-форма работает следующим образом.
В ступенчатую выточку корпуса 9 . устанавливают разрезное кольцо 12.Затем, совместив разрез кольца 12с сегментом 7, на площадку корпуса 9 устанавливают эластичную матрицу 4 и задвигают нижнюю часть 2 конусной обоймы, центрируя таким образом элас- тичную матрицу 4 относительно ф1Ормо- образующего сердечника 7. После этого в полость между формообразукяцим. сердечником 7 и матрицей 4 засьтают порошок. Далее устанавливают верхнее разрезное кольцо 11, совместив разрез кольца с верхним сегме.нтом 5 эластичной матрицы 4, одевают на формообразующий пуансон 7 вкладьш 8. и задвигают верхнюю часть 1 конусной обоймы Совместив вертикальный паз верхней части Т Конусной обоймы с отверстиями стоек 10,. задвигают фиксатор 3
45 Вьтолнениё в пресс-форме корпуса 9 со стойками 10 позволяет освободит от нагрузки формообразующий сердеч ник 7, т.е. устранить возможность разрыва сердечника. Снабжение пре
и скрепляют части 1 и 2 конусной обоймы .фиксирую1Щ1МИ элементами 14. Бойком 50 Формы разрезными кольцами 11 и 12, пресса прикладывают усилие к верхней у которых выступ на внутренней по- части 1 конусной обоймы. Конусная обойма при перемещении обжимает элас- гичную матрицу 4 и прижимает порошок
верхности выполнен прямоугольным,ус раняет выкрашивание кромок колец пр многократном сжатии.
к формообразующему сердечнику 7. Регулирование хода конусной обоймы в зависимости от физико-механических свойств изделия осуществляется путём добавления или снятия регулировочных колец 13. По .окончании процесса прессования возвращают конусную обойму в исходное положение, а затем вьщви- гают .фиксатор 3, снимают конусную обойму, вкладьш 8, разрезное коль- . цо 11 и эластичную матрицу 4, также снимают изделие с формообразующего пуансона 7 (вследствие упругого последействия , снятие изделия с формообразующего пуансона 7 не представляет затруднений). Затем производят разделение частей 1 и 2 конусной обоймы и цикл повторяется..
В процессе прессования части 1 и 2 конусной обоймы обжимают в рЗДи- альном направлении. Разрезные кольца 11 и 12, упруго деформируясь, заполняют зазор и, скользя выступами
по ступенькам выточки, отжимают эластичную матрицу 4, заставляя ее дефор- мироваться только в радиальном нап- равлении. При этом происходит сближение кромок разреза колец 11 и 12, которые при отсутствии сегментов .5 и 6 захватывают часть эластичной матрицы 4, что ведет к поломке пресс- формы. При совмещении плоскости сегментов 5 и 6 с разрезом колец 11 и 12 скольжение кромок разреза происходит по плоскости сегментов 5 и 6, таким образом устраняется зажим части элас- .тичной матрицы 4..Осуществление в пресс-форме центрирования эластичной матрицы 4 относительно формообразующего сердечника 7 нижней частью 2 ко- нусной обоймы позволяет отказаться, от приспособлений, центрирующих эластичную матрицу 4 во время засыпки.
Вьтолнениё в пресс-форме корпуса 9 со стойками 10 позволяет освободить от нагрузки формообразующий сердечник 7, т.е. устранить возможность разрыва сердечника. Снабжение пресс
Формы разрезными кольцами 11 и 12, у которых выступ на внутренней по-
Формы разрезными кольцами 11 и 12, у которых выступ на внутренней по-
верхности выполнен прямоугольным,устраняет выкрашивание кромок колец при многократном сжатии.
Вид А
10
Редактор Л.Веселовская
Заказ 3439/12
Тираж 555Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб. д, 4/5
Производственно-оолиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг. 2
Составитель Е.Селиванов
Техред О.Гортвай Корректор А.Обручар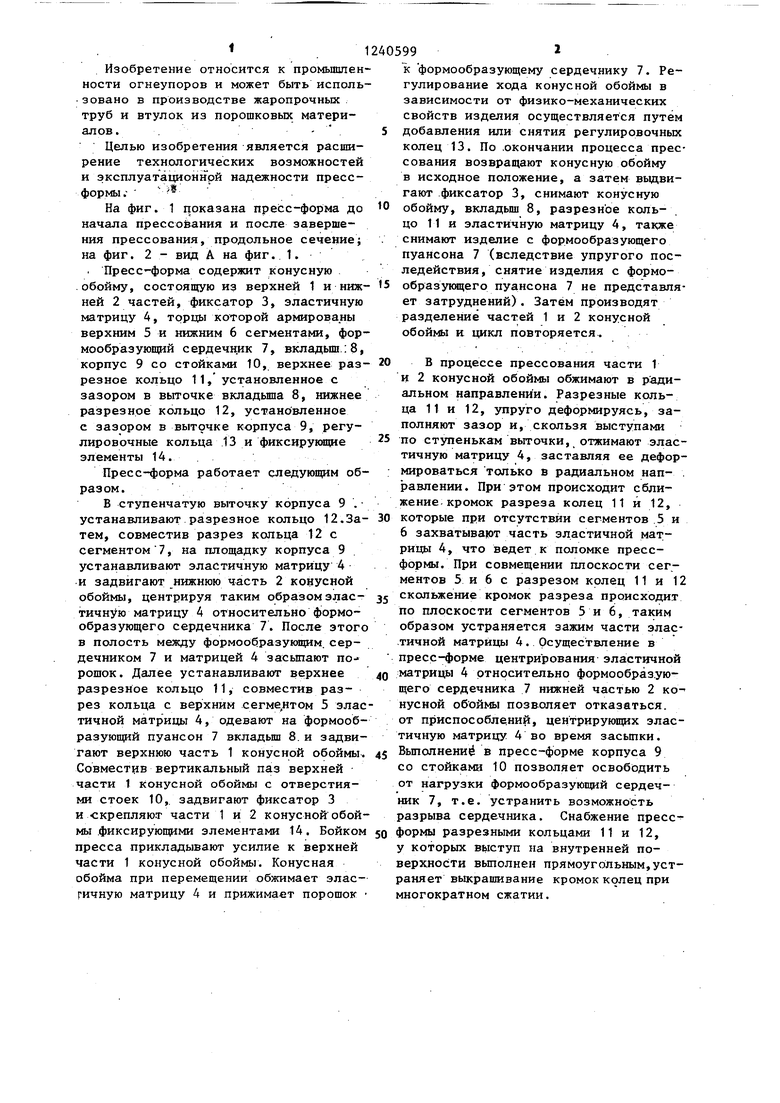
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1107964A1 |
| Пресс-форма для прессования полых изделий из порошка | 1983 |
|
SU1265010A1 |
| БЫТОВОЙ ФИЛЬТР ДЛЯ ОЧИСТКИ ВОДЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 1992 |
|
RU2060950C1 |
| Пресс-форма для изготовления втулок из порошка | 1981 |
|
SU1043029A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1995 |
|
RU2085337C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2140355C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2537606C1 |
| Пресс-форма для прессования изделий из порошка | 1978 |
|
SU728997A1 |
| КАРКАС ПОВОРОТНОГО СОПЛА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВЫКЛАДОЧНО-ПРЕССОВОЧНАЯ ОСНАСТКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2551467C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОРОШКА | 1991 |
|
SU1823283A1 |
| Пресс-форма для прессования полых изделий из порошка | 1981 |
|
SU1016068A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
