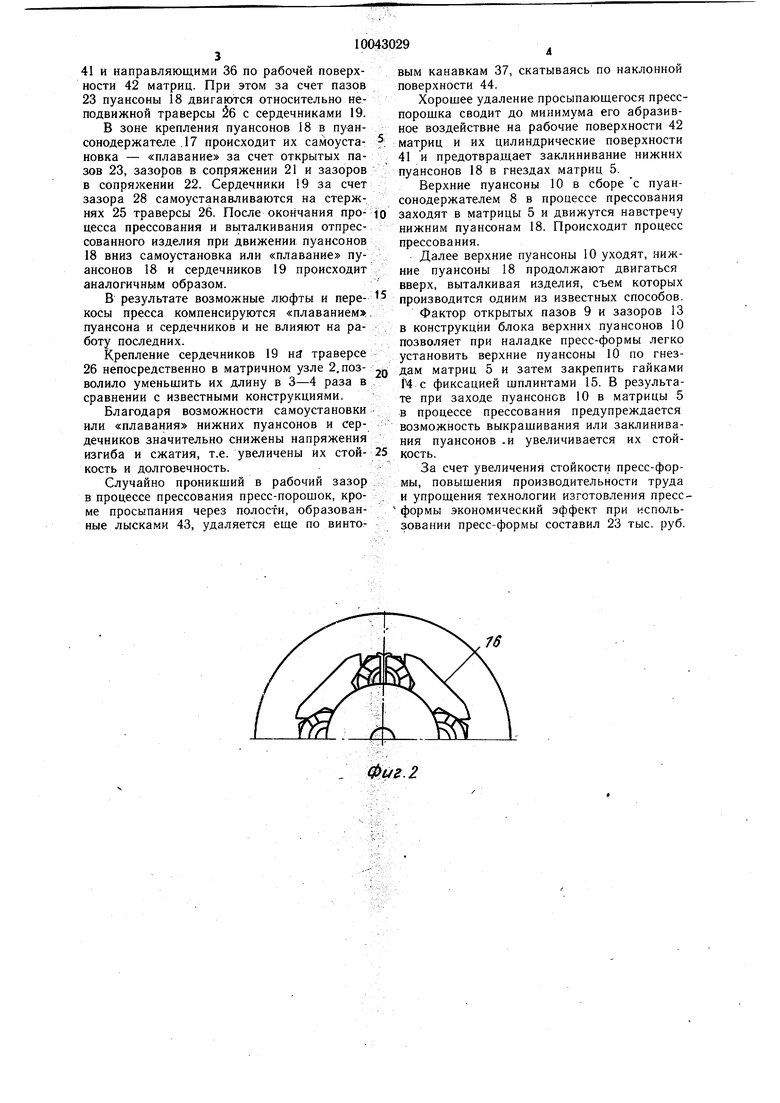
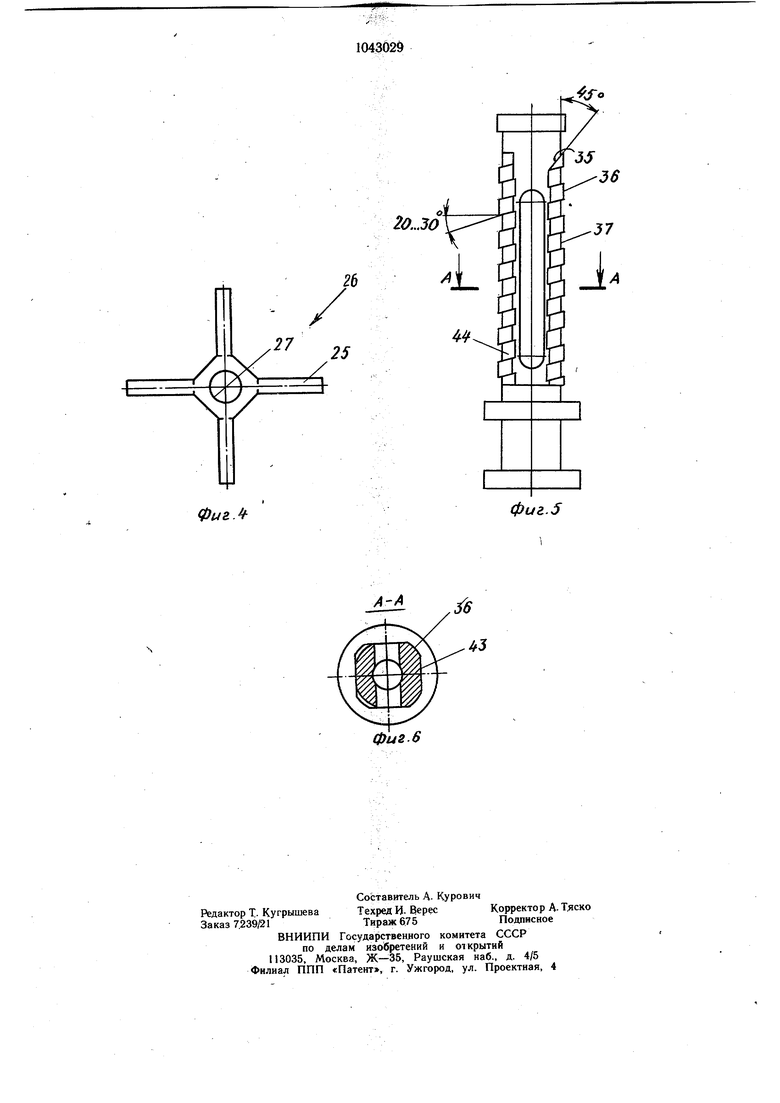
Изобретение относится к обработке металлов давлением, а точнее к технологической оснастке для прессования порошковых материалов, и может быть использовано для прессования втулок из металлокерамических порошков. Известно устройство для изготовления втулок из порошка, содержащее расположенные соосно верхний пуансон, матрицу и набор нижних пуансонов 1. Недостатками этой пресс-формы являются возможность прессования только одного изделия за цикл, а также невысокая стойкость пресс-формы. Наиболее близкой по технической сущности к предлагаемой является пресс-форма для прессования изделий из порошкообразных материалов, содержащая соосно расгголоженные блок верхних пуансонов, смонтированных в обойме матрицы, и полые нижние пуансоны с концентрично установленными в их отверстиях с во ожностью относительного перемещения сердечниками 2. Недостатками этой пресс-формы являются невысокая стойкость и низкое качество изделия, обусловленное разностепенностью изделия, возникающей из-за большой длины сердечника. Целью изобретения является увеличение стойкости пресс-формы и повышение качества изделий. Цель достигается тем, что пресс-форма для изготовления втулок из порошка, содержащая соосно расположенные блок верхних пуансонов, смонтированных в обойме матрицы, и полые нижние пуансоны с концентрично установленными в отверстиях с возможностью относительного перемещения сердечниками, снабжена, неподвижно закрепленной в выполненной в матричной обойме центральной выточке траверсой, имеющей равномерно расположенные по окружности стержни, число которых соответствует числу матриц в обойме и которые пересекают оси матриц, при этом каждый сердечник снабжен выполненным с перпендикулярным его оси отверстием и установлен этим отверстием на одном из стержней с возможкостью ограниченного перемещения вдоль оси последнего, а в каждом нижнем пуансоне выполнен продольный паз, обеспечивающий перемещение этого пуансона относительно соответствующего стержня траверсы. На фиг. 1 изображена пресс-форма, разрезы; на фиг. 2 - то же, вид сверху; на фиг. 3 - пресс-форма в аксонометрии (за пределы чертежа вынесены сборочных единицы отдельных деталей); на фиг. 4 - траверса; на фиг. 5 - нижний пуансон; на фиг. 6 - разрез А-А на фиг. 5. Пр1есс-форма состоит из блока 1 верхних пуансонов, узла 2 матричного и узла 3 нижних пуансонов.. Матричный узел 2 состоит из обоймы 4 и запрессованных в нее матриц 5. В обойме имеются резьбовые отверстия 6 и 7. Блок 1 верхних пуансонов состоит из пуансонодержателя 8, в котором в открытых пазах 9 крепятся верхние пуансоны 10. Пуансоны 10 буртом 11 упираются в плоскость 12 пуансонодержателя 8, с которым собраны с зазором 13 и затянуты корончатыми гайками 14 с фиксацией шплинтами 15. Пуансонодержатель 8 имеет лыски 16. Узел 3 нижних пуансонов состоит из пуансонодержателя 17, нижних пуансонов 18 и сердечников 19, концентрично установленных в отверстиях пуансонов 18 с возможностью их отн(сительного перемещения, Пуансонодержатель 17 имеет открытые пазы 20, в которые установлены нижние, пуансоны 18 с зазором 0,02-0,04 мм в сопряжении 21 и с зазором 0,2-0,3 мм в сопряжении 22. Нижние пуансоны 18 имеют удлиненные поперечные сквозные пазы 23, а сердечники 19 - поперечные сквозн ге отверстия 24. Через пазы 23 пуансонов проходят стержни 25 траверсы 26, имеющей центральное отверстие 27. Сердечники 19 со стержнями 25 траверсы собраны с минимальным зазором 28, равным 0,02-0,04 мм. Для неподвижного креплениятраверсы 26 к обойме 4 служит упорное кольцо 29, которое поджимается к тра верее винтами 30 через конусную поверхность 31. Траверса 26 упирается в торцы 32 матриц 5, запрессованных в обойму 4. По оси обоймы 4 траверса 26 прижимается винтом 33 и стопорным кольцом 34 через отверстие 27. Кроме скосов 35 на направляющих 36 нижнего пуансона 18, имеются винтовые канавки 37, расположенные под углом 25- 30° к горизонтальной поверхности (фиг. 5). На пуансонодержателе 17 имеются лыски 38, которые служат для захвата пуансонодержателя в сборе с пуансонами 18 при шлифовании торцов 39. Для этой же цели служат лыски 16 на пуансонодержателе 8 при шлифовке торцов 40 верхних пуансонов 10. Матричный узел 2, блок 1 верхних пуансонов и блок 3 нижних пуансонов закреплены в прессе одним из известных способов. Пресс-форма работает следующим обВ момент засыпки нижние пуансоны 18, находясь в нижнем положении, образуют камеры засыпки в матрицах 5. В процессе прессования и затем выталкивания изделий нижние пуансоны 18 двигаются вверх, направляясь цилиндрическими поверхностями 41 и направляющими 36 по рабочей поверхности 42 матриц. При этом за счет пазов 23 пуансоны 18 двигаются относительно неподвижной траверсы 5б с сердечниками 19. В зоне крепления пуансонов 18 в пу-ансонодержателе .17 происходит их самоустановка - «плавание за счет открытых пазов 23, зазоров в сопряжении 21 и зазоров в сопряжении 22. Сердечники 19 за счет зазора 28 самоустанавливаются на стержнях 25 траверсы 26. После окончания процесса прессования и вь1талкивания отпрессованного изделия при движении пуансонов 18 вниз самоустановка или «плавание пуансонов 18 и сердечников 19 происходит аналогичным образом. В результате возможные люфты и перекосы пресса компенсируются «плаванием : пуансона и сердечников и не влияют на работу последних. Крепление сердечников 19 на траверсе 26 непосредственно в матричном узле 2,позволило уменьшить их длину в 3-4 раза в сравнении с известными конструкциями. Благодаря возможности самоустановки или «плавания нижних пуансонов и сердечников значительно снижены напряжения изгиба и сжатия, т.е. увеличены их стойкость и долговечность.
Случайно проникший в рабочий зазор в процессе прессования пресс-порошок, кроме просыпания через полости, образованные лысками 43, удаляется еще по винтоЗа счет увеличения стойкости пресс-формы, повышения производительности труда и упрощения технологии изготовления прессформы экономический эффект при использовании пресс-формы составил 23 тыс. руб. вым канавкам 37, скатываясь по наклонной поверхности 44. Хорошее удаление просыпающегося пресс порощка сводит до минимума его абразивное воздействие на рабочие поверхности 42 матриц и их цилиндрические поверхности 41 и предотвращает заклинивание нижних пуансонов 18 в гнездах матриц 5. Верхние пуансоны 10 в сборе с пуансонодержателем 8 в процессе прессования заходят в матрицы 5 и движутся навстречу нижним пуансонам 18. Происходит процесс прессования. . Далее верхние пуансоны 10 уходят, нижние пуансоны 18 продолжают двигаться вверх, выталкивая изделия, съем которых производится одним из известных способов, Фактор открытых пазов 9 и зазоров 13 в конструкции блока верхних пуансонов 10 позволяет при наладке пресс-формы легко установить верхние пуансоны 10 по гнездам матриц 5 и затем закрепить гайками f4 с фиксацией шплинтами 15. В результате при заходе пуансонов 10 в матрицы 5 в процессе прессования предупреждается возможность выкрашивания или заклинивания пуансонов .и увеличивается их стойкость.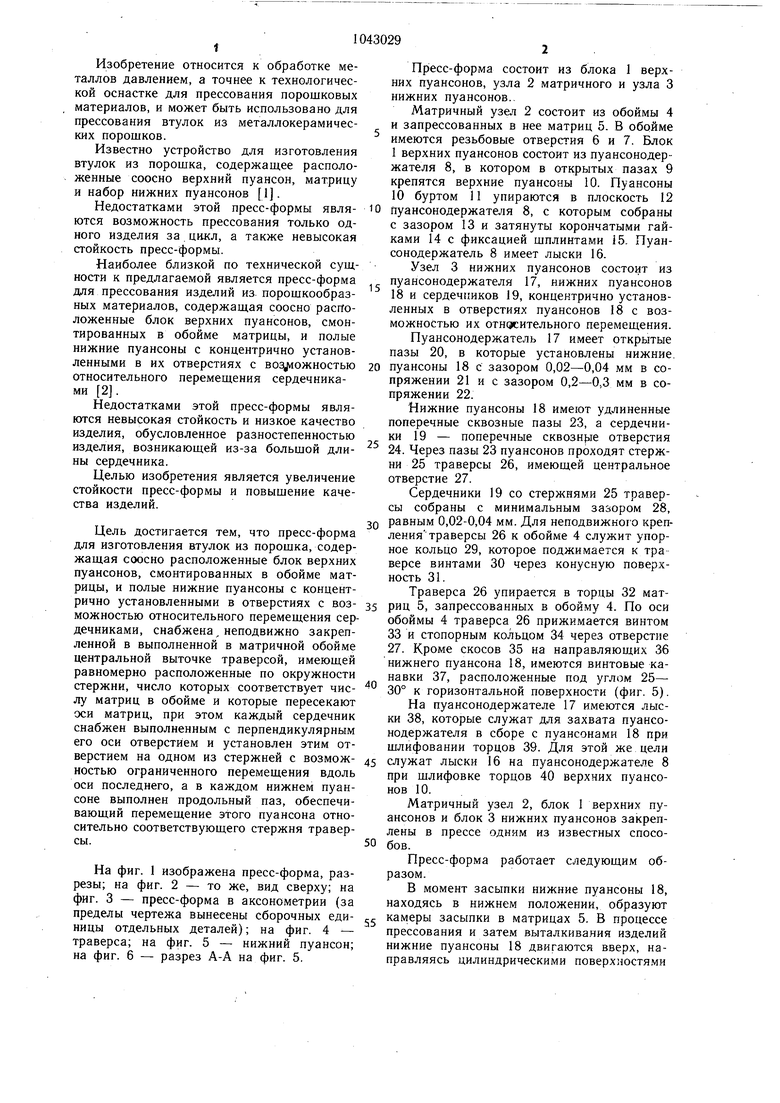
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования изделий из порошкообразных материалов | 1977 |
|
SU683919A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| ПРЕСС-ФОРМА ДЛЯ ДВУХСТОРОННЕГО ПРЕССОВАНИЯ ПОРОШКА | 2018 |
|
RU2686436C1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| Узел направления деформирующего пуансона штампа | 1989 |
|
SU1816529A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2005 |
|
RU2299121C1 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Пресс-форма для формирования изделий сложной формы | 1989 |
|
SU1708515A1 |
| Пресс-форма для прессования порошков | 1982 |
|
SU1044429A1 |
| Установка формования заготовок для режущих пластин | 2021 |
|
RU2764451C1 |

ПРЕСС-ФОРЛ1А ДЛЯ ИЗГОТОВЛЕНИЯ ВТУЛОК ИЗ ПОРОШКА, содержащая соосно расположенные блок верхних пуансоноз, смонтированных в обойме матрицы, и полые нижние пуансоны с комцентрично установленными в их отверстиях с возможностью относительного перемещения сердечниками, отличающаяся тем, что, с целью yвeличeниg ее стойкости и повышения качества втулок, она снабжена неподвижно закрепленной в выполненной в матричной обойме центральной выточке траверсой, имеющей равномерно расположенные по окружности стержни, число которых соответствует числу матриц в обойме и которые пересекают оси матриц, при этом каждый сердеч-( ник выполнен с перпендикулярным его оси отверстием и установлен этим отверстием на одном из стержней с возможностью.ограниченного перемещения вдоль оси последнего, а в каждом нижнем пуансоне выполнен продольный паз для перемещения этого пуансона относительно соответствующего стержня траверсы.
76
Шиг.2
2о..,ЪО
АА
фиг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для прессования изделий из порошкообразных материалов | 1973 |
|
SU487785A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для прессования порошковых материалов | 1973 |
|
SU500062A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
