-S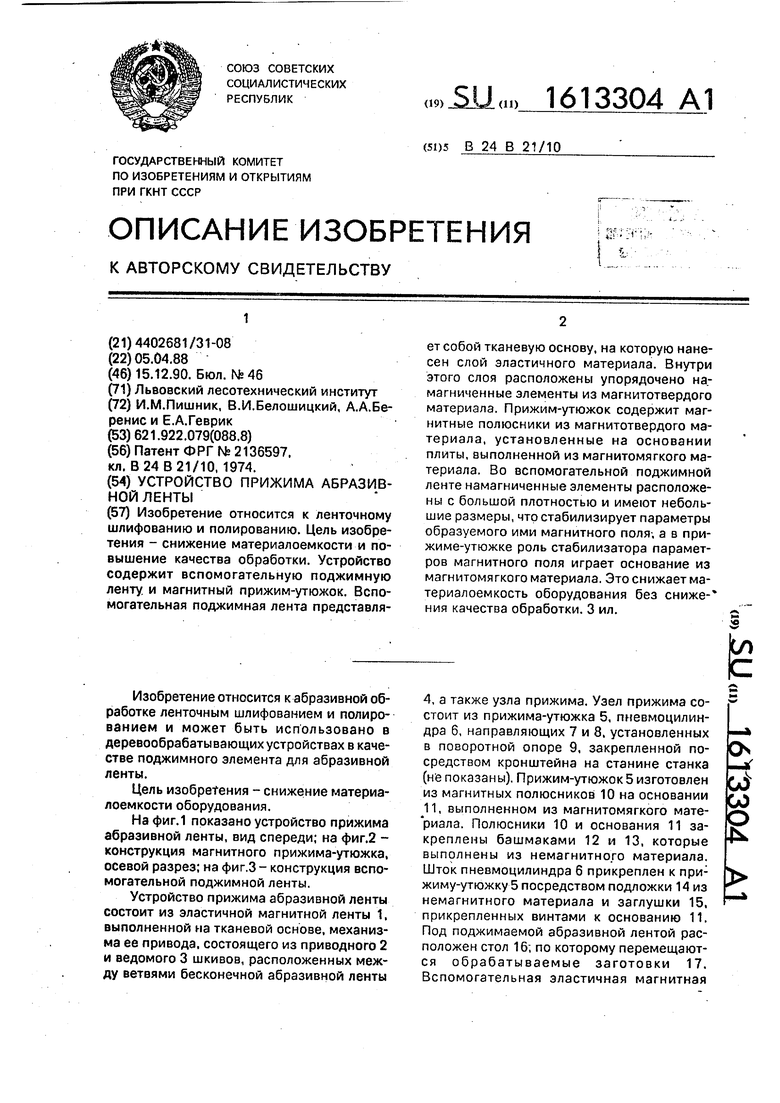
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Устройство для прижима шлифовальной ленты | 1987 |
|
SU1516320A1 |
| Ленточно-шлифовальное устройство | 1983 |
|
SU1134353A1 |
| ШЛИФОВАЛЬНЫЙ ЛЕНТОЧНЫЙ СТАНОК | 1972 |
|
SU331880A1 |
| Утюжок для прижима абразивной ленты | 1983 |
|
SU1194656A1 |
| Устройство для очистки круглого электромагнитного стола | 1986 |
|
SU1349955A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU921803A1 |
| Станок для шлифования круглых прямолинейных и криволинейных деталей переменного сечения | 1959 |
|
SU124101A1 |
| Устройство для испытания механизма подачи деревообрабатывающего шлифовального станка | 1987 |
|
SU1425054A1 |
| Шлифовальный станок | 1986 |
|
SU1308451A1 |
Изобретение относится к ленточному шлифованию и полированию. Цель изобретения - снижение материалоемкости и повышение качества обработки. Устройство содержит вспомогательную поджимную ленту и магнитный прижим-утюжок. Вспомогательная поджимная лента представляет собой тканевую основу, на которую нанесен слой эластичного материала. Внутри этого слоя расположены упорядочено намагниченные элементы из магнитотвердого материала. Прижим-утюжок содержит магнитные полюсники из магнитотвердого материала, установленные на основании плиты, выполненной из магнитомягкого материала. Во вспомогательной поджимной ленте намагниченные элементы расположены с большой плотностью и имеют небольшие размеры, что стабилизирует параметры образуемого ими магнитного поля, а в прижиме-утюжке роль стабилизатора параметров магнитного поля играет основание из магнитомягкого материала. Это снижает материалоемкость оборудования без снижения качества обработки. 3 ил.
Изобретение относится к абразивной обработке ленточным шлифованием и полированием и может быть использовано в деревообрабатывающих устройствах в качестве поджимного элемента для абразивной ленты.
Цель изобретения - снижение материалоемкости оборудования.
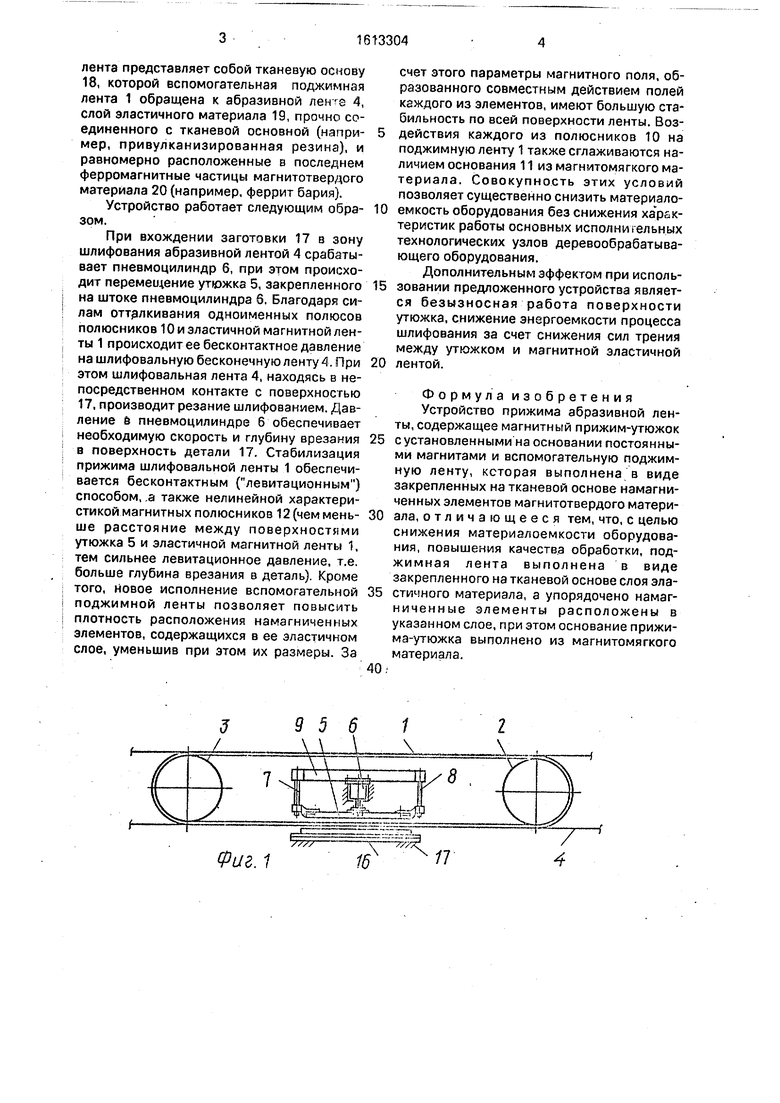
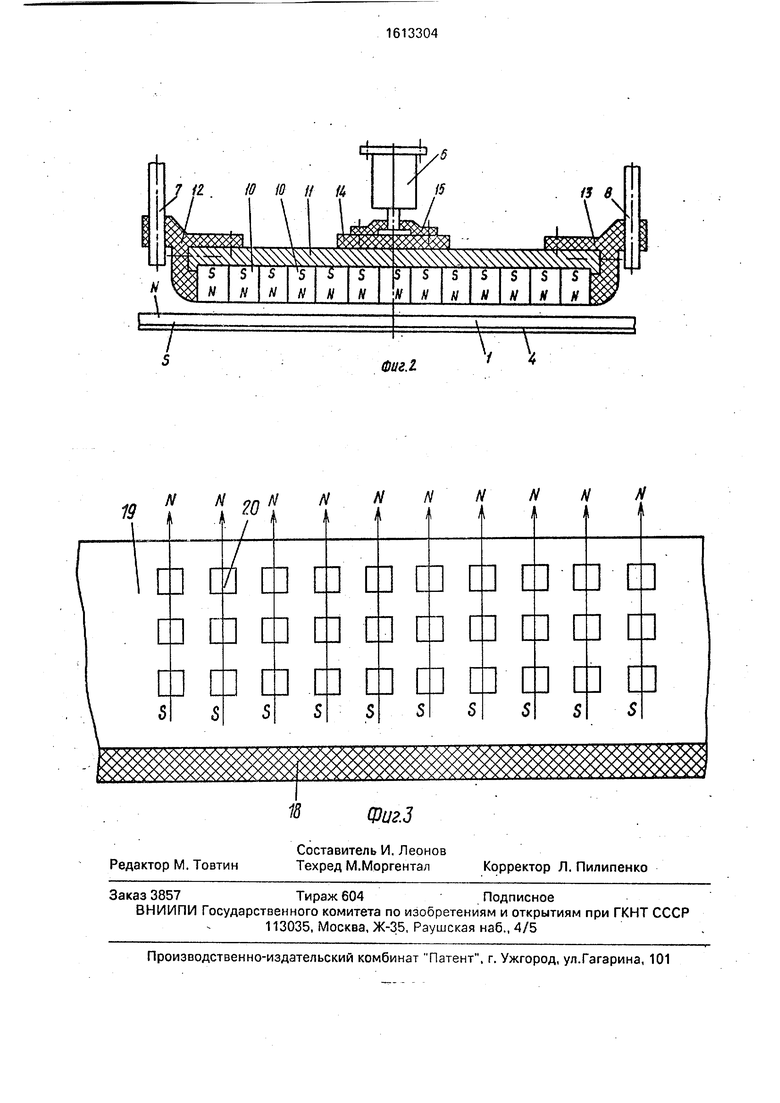
Нафиг.1 показано устройство прижима абразивной ленты, вид спереди; на фиг.2 - конструкция магнитного прижима-утюжка, осевой разрез; на фиг.З - конструкция вспомогательной поджимной ленты.
Устройство прижима абразивной ленты состоит из эластичной магнитной ленты 1, выполненной на тканевой основе, механизма ее привода, состоящего из приводного 2 и ведомого 3 шкивов, расположенных между ветвями бесконечной абразивной ленты
4, а также узла прижима. Узел прижима состоит из прижима-утюжка 5, пневмоцилин- дра 6, направляющих 7 и 8, установленных в поворотной опоре 9, закрепленной посредством кронштейна на станине станка (н е показаны). Прижим-утюжок 5 изготовлен из магнитных полюсников 10 на основании J1, выполненном из магнитомягкого материала. Полюсники 10 и основания 11 закреплены башмаками 12 и 13, которые выполнены из немагнитного материала. Шток пневмоцилиндра 6 прикреплен к прижиму-утюжку 5 посредством подложки 14 из немагнитного материала и заглушки 15, прикрепленных винтами к основанию 11. Под поджимаемой абразивной лентой расположен стол 16; по которому перемещаются обрабатываемые заготовки 17. Вспомогательная эластичная магнитная
ON
-яГ
г U
СО
лента представляет собой тканевую основу 18, которой вспомогательная поджимная лента 1 обращена к абразивной ленте 4, слой эластичного материала 19, прочно соединенного с тканевой основной (напри- мер, привулканизированная резина), и равномерно расположенные в последнем ферромагнитные частицы магнитотвердого материала 20 (например, феррит бария).
Устройство работает следующим обра- зом.
При вхождении заготовки 17 в зону шлифования абразивной лентой 4 срабатывает пневмоцилиндр 6, при этом происходит перемещение утюжка 5, закрепленного на штоке пневмоцилиндра 6. Благодаря силам отталкивания одноименных полюсов полюсников 10 и зластичной магнитной ленты 1 происходит ее бесконтактное давление на шлифовальную бесконечную ленту 4. При этом шлифовальная лента 4, находясь в непосредственном контакте с поверхностью 17, производит резание шлифованием. Давление 6 пневмоцилиндре 6 обеспечивает необходимую скорость и глубину врезания в поверхность детали 17. Стабилизация прижима шлифовальной ленты 1 обеспечивается бесконтактным (левитационным) способом, ,а также нелинейной характеристикой магнитных полюсников 12(чеммень- ше расстояние между поверхностями утюжка 5 и эластичной магнитной ленты 1. тем сильнее левитационное давление, т.е. больше глубина врезания в деталь). Кроме того. Новое исполнение вспомогательной поджимной ленты позволяет повысить плотность расположения намагниченных элементов, содержащихся в ее эластичном слое, уменьшив при этом их размеры. За
Фиг. 1
счет этого параметры магнитного поля, образованного совместным действием полей каждого из элементов, имеют большую стабильность по всей поверхности ленты. Воздействия каждого из полюсников 10 на поджимную ленту 1 также сглаживаются наличием основания 11 из магнитомягкого материала. Совокупность этих условий позволяет существенно снизить материалоемкость оборудования без снижения характеристик работы основных исполни гельных технологических узлов деревообрабатывающего оборудования.
Дополнительным эффектом при использовании предложенного устройства является безызносная работа поверхности утюжка, снижение энергоемкости процесса шлифования за счет снижения сил трения между утюжком и магнитной эластичной лентой.
Формула из о бретени я Устройство прижима абразивной ленты, содержащее магнитный прижим-утюжок с установленными на основании постоянными магнитами и вспомогательную поджимную ленту, которая выполнена в виде закрепленных на тканевой основе намагниченных элементов магнитотвердого материала, отличающееся тем, что, с целью снижения материалоемкости оборудования, повышения качества обработки, поджимная лента выполнена в виде закрепленного на тканевой основе слоя эластичного материала, а упорядочено намагниченные элементы расположены в указанном слое, при этом основание прижима-утюжка выполнено из магнитомягкого материала.
rti
7 /2 . W 10 // f4
S
fJ
A/
S N
/
S
A/
S A/
Т
A/
A/
| СПОСОБ ПОЛУЧЕНИЯ ДИОКСИДА МАРГАНЦА, АКТИВНОГО В ОКИСЛЕНИИ ОКСИДА УГЛЕРОДА | 1997 |
|
RU2136597C1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
