fe
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1979 |
|
SU846241A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Шлифовальный станок | 1986 |
|
SU1308451A1 |
| Кромкошлифовальный станок | 1978 |
|
SU779029A1 |
| Устройство для испытания механизма подачи деревообрабатывающего шлифовального станка | 1987 |
|
SU1425054A1 |
| Устройство прижима абразивной ленты | 1988 |
|
SU1613304A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Станок для шлифования круглых прямолинейных и криволинейных деревянных деталей | 1961 |
|
SU150224A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
Изобретение относится к механической обработке изделий ленточным шлифованием и мо;ксд быть использовано при полной и окончательное обработке за один прием изделий с плоской поверхностью в деревообрабатывающей и мебельной промышленности. Цель изобретения - повышение надежности станка. Шлифовальный станок содержит приводной и ведомый шкивы, на которые надета бесконечная шлифовальная лента, прижимаемая утюжком к столу. Заготовка, перемещаемая лентой транспортного конвейера, при подходе к кромке шлифовальной ленты приподнимается благодаря наличию о станке узла подъема заготовки, выполненного в виде установленных под абразивной лентой перед ее кромкой подпружиненных кронштейнов с расположенной на каждой из них пластиной клиновидного сечения.5 ил.
Изобретение относится к области механической обработки изделий ленточным шлифованием и может быть использовано при полной и окончательной обработке за один (проход) мчделий и деталей с плоской поверхностью.
Цель изобретения - повышение надежности станка.
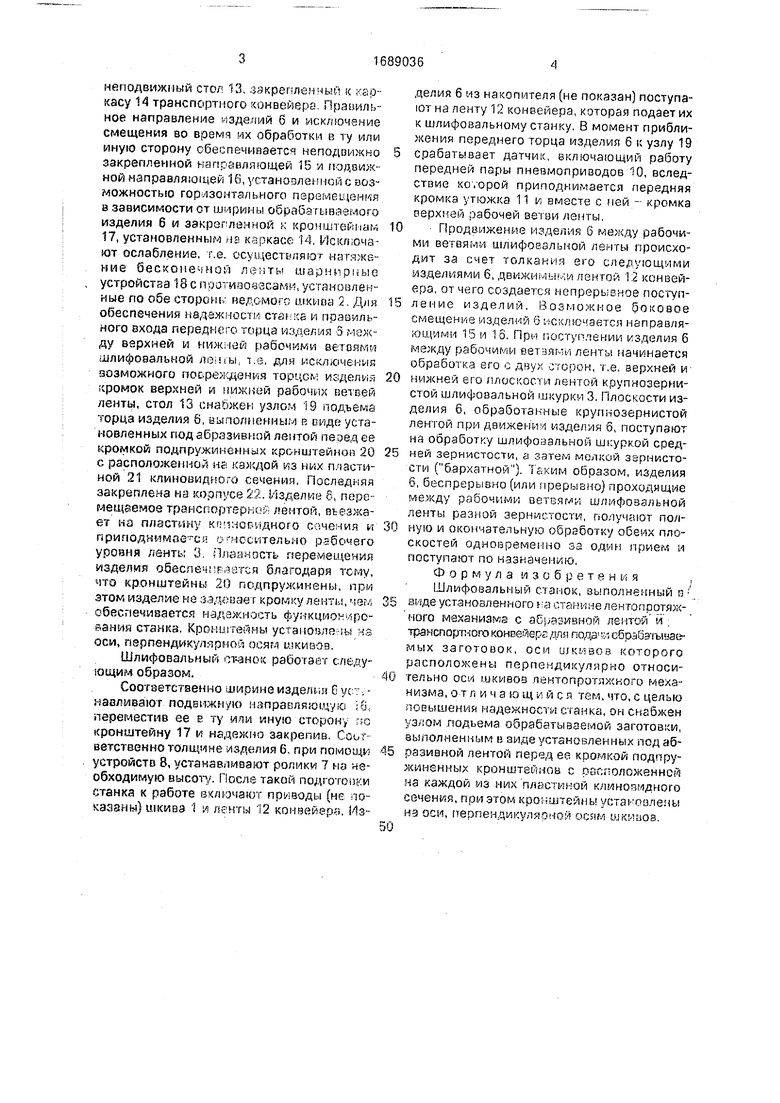
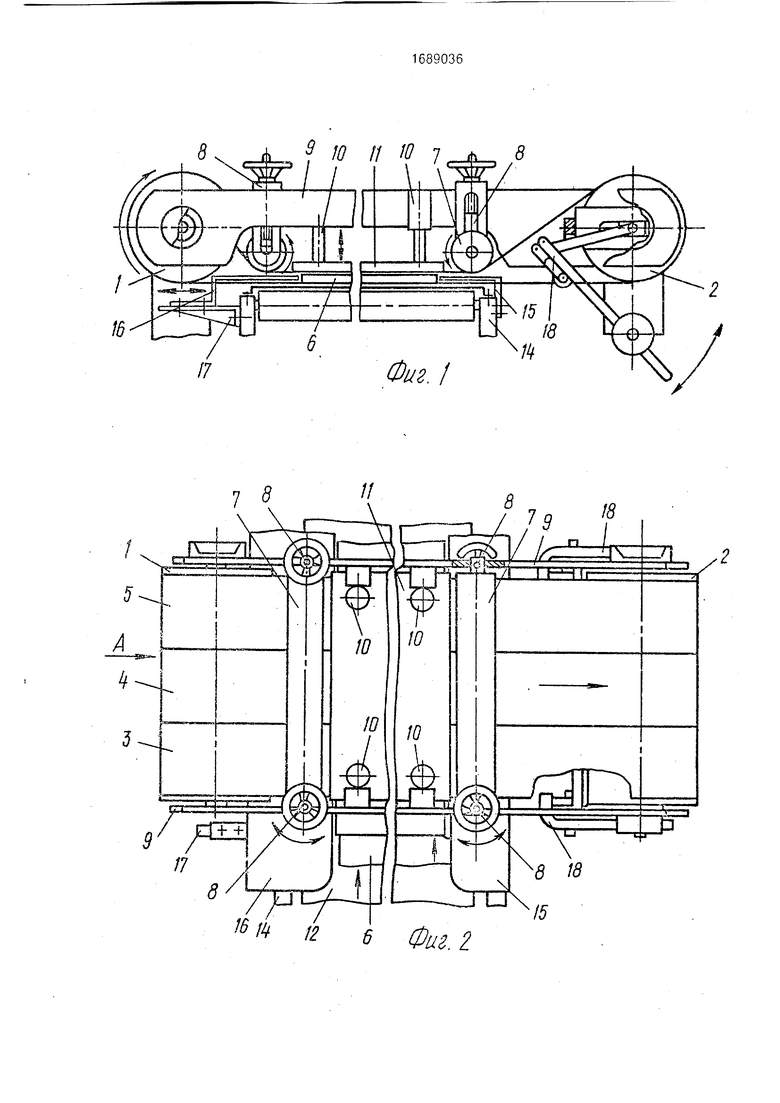
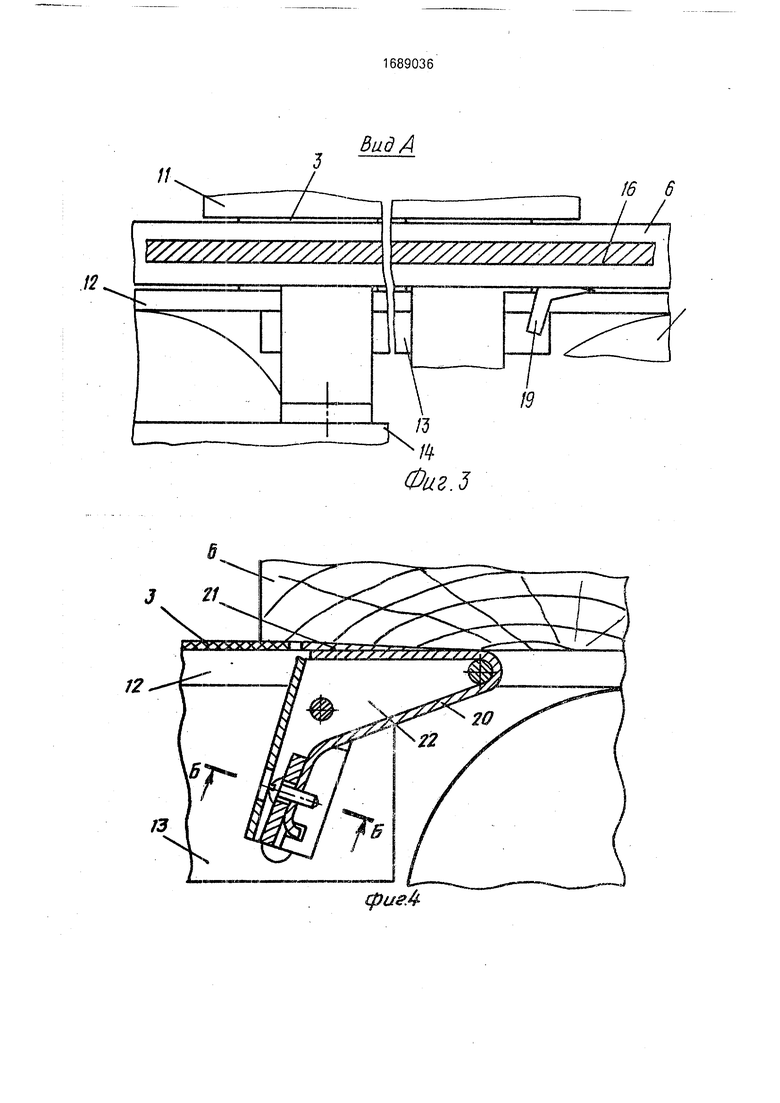
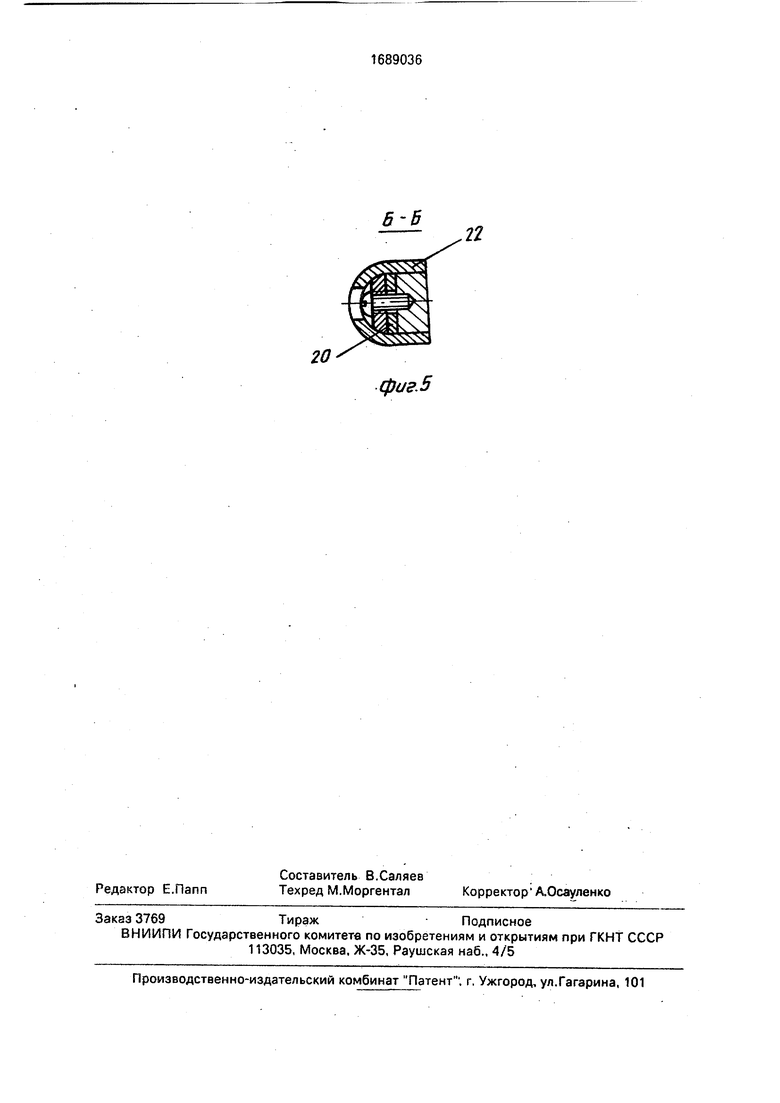
Нэ фиг. 1 показан станок, вид сбоку; на чЬиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг, 2; на фиг. 4 - устройство подъема торца изделий, вид сбоку; на фиг. 5 - сечение G-5 из фиг. 4.
Шлифооальный станок содержит приходной шкив 1 и ведомый шкив 2, на кото- рыо надета бесконечная шлифовальная ;,внтл состоящая из параллельно соединенных крупнозернистой ленты 3, среднезер- s /стой л«пт.-1 1 и мелкозернистой ленты 5. ,злл.зльно соединенные ленты 3-5 сое- jiweHbi в бесконечную ленту с внутренним
размещением абразивного слоя, что содействует надежному сцеплению бесконечной ленты с приводным 1 и ведомым 2 шкивами, исключая проскальзывание (пробуксовку) последней во время работы станка и дает возможность одновременной обработки изделия 6 с двух сторон. Расстояние между верхней и нижней рабочими ветвями бесконечной ленты, в соответствии с толщиной обрабатываемого изделия 6, обеспечивается прижимными роликами 7 лентопротяжного механизма, положение которых устанавливается регулирующими устройствами 8, расположенными на обоих концах каждого ролика 7. Устройства 8 закреплены на станине 9. к которой также прикреплены пневмоприводы 10, осуществляющие вертикальное перемещение утюжка 11. Подачу изделия 6 в зону обработки осуществляет . лен га 12 транспортного конвейера, под которой в зоне обработки изделия б размещен
О 00
ю о
00 (X
неподвижный стол 13. закрепленный к о касу 14 транспортного конвейера Правильное направление изделий б и исключение смещения во время их обработки в ту или иную сторону обеспечивается неподвижно закрепленной направляющей 15 и подвижной направляющей 16, установленной с возможностью горизонтального пзремещения в зависимости от ширины обрабатываемого изделия 6 и закрепленной к кронштейнам 17, установленным на каркасе 14 Исключа ют ослабление, re. осуществляют ндгяже ние бесконечной ленты шарнирные устройства 18с противовесами установлен ные по обе стороны недомо о шкива 2 Для обеспечения надежности стен -ъ и правильного входа переднего торца изле/.ия 6 меж ду верхней и нижней рабочими ветвями шлифовальной ло.иы, т е. для исключений возможного повреждения торчсм изделия кромок верхней и нижней рабочих ветвей ленты, стол 13 снабжен узлом 19 подъема торца изделия 6, выполненным в оиде установленных под абразивной лентой перед ее кромкой подпружиненных кронштейнов 20 с расположенной на каждой из них пластиной 21 клиновидного сечения. Последняя закреплена на корпусе 22. Изделие 6, перс мещаемое транспортерно ленгой, въезжает на пластину китовидного сечения и приподнммао-ся относительно рабочего уровня ленты 3 Плавность перемещения изделия обеспе С паегся благодаря тому, что кронштейны 20 подпружинены, при этом изделие не задевает кромку ленты, обеспечивается надежность функцией ipo- вания станка Кронштейны установлены на оси, перпендикулярной осям шкивов
Шлифовальный станок работает следующим образом.
Соответс гвенно ширине изделия С ус навливаюг подвижную направляющую :о переместив се в ту или иную сторону ;-э кронштейну 17 и надежно закрепив Соо ветственно толщине изделия 6, при помош устройств 8, устанавливают ролики 7 на необходимую высоту. После такой подготовки станка к работе включают приводы (не показаны) шкива 1 и ленты 12 конвейеря Изделия 6 из накопителя (не показан) поступают на ленту 12 конвейера, которая подает их к шлифовальному станку В момент приближения переднего горца изделия 6 к узлу 19
срабатывает датчик включающий роботу передней пары пневмоприводов 10, вследствие ко.ооой приподнимается передняя кромка утюжка 11 и вместе с ной - кромка верхгеи рабочей вечии ленты
Продвижение изделия о между рабочи
мп ветвями шлнфт ппыюи льнты происходит за счет толкань ч ею следующими изделиями 6, .л i ияенюи 2кс;нвей- рра от чнго созлс.юн.ч пепрерысяое поитуп/пение ИЗДРЛИ1 Возможное боковое мещеч|1 и и з пг,/мочэетгл направляющими 15 I 16 flrj i iioCTViTiuniH изделия 6 м°жду глб-лит и fisi ленты начинается оГ/раОола t г о дчу/ , i e верхней и
нижней е:и n/ioci icf и лентой крупнозернистой шлифовальной | курки 3 Плоскости из- дилия 6, обрабсланные крупнозернистой ленюй при движении изделия б, поступают 1-ы обработ / шлифовальной шкуркой средней зернистости , атом мелкой зернистости ( бархтнои ) ioiuM обоазом, изделия 6, Gi-rпруривно (или прерывно) проходящие мг-жду pdOoMUMH оегичм/i ш/шфовальной ленть разной эернисюспи no/гучяют полНую и окончательную обработку обеих плоскостей одновременно за один прием и поступают по назначению.
Формула изобретения Шлифовальный ciauoK, выполненный п
виде установлен ног о ч i loi iue лентоппотяж- ного механизма с чб дзичной лентой и транспортнот конг г/|ерг; Л по/у ибраОэ . мых заготовок, оси L, которого расположены перпендикулярно относигельно оси IUKHBOU пентппротлжного механизма, о т л и ч а ю щ и и с л тем, что, с целью повышения надежности станка, он снабжен з ом подъема обрабатываемой заготовки, выполненным в аиде установленных подабрааивной ленгой перед ее кромкой подпружиненных кронштейнов с оасположеннсй на каждой из них пласжной клиновидного сечения, при этом кронштейны установлены
H-J ОСИ, nepnt (ЦИК МЯОЧПИ ОСЯМ WKi- BOR
. f Ю // W 7 I .
17
S« 12 6 фиг. г
в
Фиг.
//.
ч
L
и
Вид А
/в 6 / /
/////У////77////1//Л
Ц
/
К
/3
/4 2.J
фиеЛ
6-6
фиг. 5
| Горизонтальный ленточный станок | 1960 |
|
SU138359A1 |
