13
времени на переналадку при обработке профилей разных размеров. Устройство содержит оправку 1, на которой закреплен корпус 3 с размещенАым в нем двуплечим рычагом 4 со сферическими поверхностями 5, через которые рычаг связан одним концом с ползуном 6, несущим копир 7, а другим с ползуном 8, несущим резцедержатель 10. Оправку 1 крепят в шпинделе, например, расточного станка. Деталь закрепляют на столе станка. Ось обрабатываемой поверхности совмещают с осью .вращения шпинделя станка. Для обработки некруглого профиля заданного размера настройку ведут винтом 11. Винтом 15 резец 17 настраивают на размер профиля. При обработке цилиндрических поверхностей фиксатор 22 вводят в паз 32 оправки 1, фикси1
Изобретение относится к машиностроению и может быть использовано для обработки как сквозных, так и глухих отверстий, а также наружных профилей валов на металлорежуирих стан- ках. .
Целью изобретения является повьше- ние производительности путем сокращения времени на переналадку при обработке профилей различных размеров.
На фиг. 1 изображено устройство, разрез; на фиг. 2 - сечение А-А на фиг. 1.
Устройство состоит из оправки 1., на которой винтами 2 закреплен кор- пус 3. В корпусе 3 размещен полый двуплечий рычаг 4, имеющий на концах сферические поверхности 5, через которые рычат связан одним концом с ползуном 6, несущим копир 7, а дру- гим - с ползуном 8, несушим резцедержатель 9. Ось 10, вокруг которой рычаг 4 имеет возможность поворачиваться, перемещается микрометрическим винтом 11 со шкалой 12 и фикси- руется винтами 13. С обеих сторон на оси 10 имеются втулки.14 с роликами на торцах, с помощью которых по шкалам (не показаны), имеющимся на поверхностях Б и В корпуса 3, настраив
143
руя обойму с роликами 21 относительно оправки 1, вершина резца 17 в этом случае движется по окружности. При обработке некруглых профилей фиксатор 22 вводится в один из пазов втулки 25, фиксируя обойму с роликами относительно втулки 23, которая стопорной ручкой 24 удерживается от вращения. Копир 7 получает радиальное перемещение в плоскости, перпендикулярной оси вращения шпинделя, а значит, получает радиальное перемещение резец 17, траектория вершины которого : представляет ряд прямых линий, образующих замкнутый многоугольник или сочетание прямых линий с дугами окружностей. Число граней многоугольника определяется числом роликов, закрепленных в обойме 20. 2 ил.
ется размер .обрабатываемого профиля ,
Микрометрическим винтом 15 со шкалой 16 резец 17 настраивается на заданный размер обрабатываемого прфиля. Оправка 1 вращается в шарикоподшипниках 18 и 19. На наружном кольце шарикоподшипника 19 установлна обойма 20, несущая ролики 2 и фиксатор 22.
На обойме 20 установлена втулка 23, несущая стопорную ручку 24, котрой обойма с роликами удерживается от вращения,и втулку 25, имеющую возможность перемещения вдоль оси оправки 1, обеспечивая тем самым удобный доступ к кодиру и роликам при их установке.. Ползун 26, размещенный в корпусе 3, при перемещении винтом 27 может взаимодействовать или. с пружиной 28, или с пружиной 29, изменяя тем самым направление действия пружины.на ползун на 180, что .необходимо при переходе с обоа- ботки внутренних некруглых . на наружные, так как направление силы резания при этом меняется на противоположное. В случае, когда в обойме 20 установлен неполный комплект роликов 21, усилие резания, на тех
частках, где копир 7 не взаимодейтвует с роликами 21, замыкается на пор 30, положение которого в корусе 3 регулируется винтом 31. Верина резца при этом движется по окружности, описанной около обрабатываемого профиля до тех пор, пока копир 7 не начнет В заимодействовать с ро- иками 21.
Устройство работает следующим образом.
Устройство коническим хвостовиком крепят в шпинделе, например, расточного станка. Деталь закрепляют на столе станка. Ось обрабатываемой поверхности совмещают с осью вращения шпинделя станка. Для обработки некруглого профиля заданного размера винтом 11 риску на втулке 14 устанавливают против соответствующего деления шкалы, расположенной на поверхности Б или В корпуса 3. Винтом 15 резец 17 настраивают на размер профиля, при обработке цилиндрических поверхностей фиксатор 22 вводят в паз 32 оправки 1, фиксируя тем самым обойму с роликами 21 относительно оправки 1. В этом случае при вращении шпинделя нет относительного перемещения роликов 21 и копира 7, а значит и нет радиальных перемещений резца 17, вершина которого при этом движется по окружности. При обработке некруглых профилей фиксатор 22 вводится в один из пазов втулки 25, фиксируя обойму с роликами относительно втулки 23, которая стопорной ручкой 24 удерживается от вращения . В этом случае при вращении шпинделя копир 7, вращающийся вместе с устройством, закрепленным в шпинделе, получает перемещение относительно роликов 21. А так как радиус рабочей дорожки копира R не равен радиусу окружности г, на которой расположены ролики 21, копир 7 получает радиальное перемещение в плоскости, перпендикулярной оси вращения шпинделя, а значит получает радиальное перемещение и резец 17, траектория вершины которого представ ляет ряд прямых линий, образующих замкнутый многоугольник или сочетание прямых линий с дугами окружности, описанной около этого многоугольника.
0
t5
0
25
Число граней многоугольника определяется числом роликов, закрепленных в обойме 20, Например, если в обойме 20 установить один ролик, то получим сочетание одной грани с окружностью, если два ролика - возможные сочетания двух граней с дугами описанной окружности, если шесть роликов - шестигранник и т.д. Проф1-ти звездчатого типа получаются, если посл е обработки одного профиля, например шестигранника, обойму 20 с роликами 21 повернуть вокруг оси на 30° и, зафиксировав обойму 20 фиксатором 22 относительно втулки 23, произвести обработку второго профиля. При переходе с растачивания внутренних профилей на точение наружных профилей необходимо: резец повернуть вокруг своей оси на 180°; винтом 27 изменить направление действия пружин на ползун 6 на противоположное, обеспечив тем самым совпадение направления действия пружин на ползун с направлением сил резания; сменить направление вращения шпинделя на противоположное (или заменить правый резец на левый).
Применение предложенного устройства позволяет производить обработ- ку различных профилей с сздним копиром, что снижает трудоемкость изготовления и сокращает время переналадки при переходе от обработки одного вида профиля к другому.
Формула изобретения
Устройство для обработки некруглых профилей, содержащее корпус со смонтированными в нем двумя ползунами, на одном из которых размещен копир, а на другом - резцедержатель с резцом, а также механизм настройки резца на задан шй размер обработки
г профиля, отличающ. ееся тем, что, с целью повьш1ения производительности работы устройства путем сокращения времени на переналадку, оно снабжено полым двуплечим рычйгом, одно плечо которого имеет возможность взаимодействия с ползуном, несущим копир, а другое - с-ползуном, несу- резцедержатель, причем механизм настройки резца размещен в полости
рычага.
30
35
40
50
/4
13
г
3Q
j/
25
2Q
23
Фиг.2
Редактор Г.Волкова
Составитель А.Корнилов Техред Л.Општык
Заказ 22АО/9 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Ш, ЯТшт Т- -ГЛ1 --I -г. -Ш-Х --Л ДТ -J Д .Л ГГ - - - . --. - - .- --- - --- I-S - ...- ....- - - -- - -
Производственно-полиграфическое предприятие, г. Ужгород,ул. Проектная, 4
Корректор М.Пожо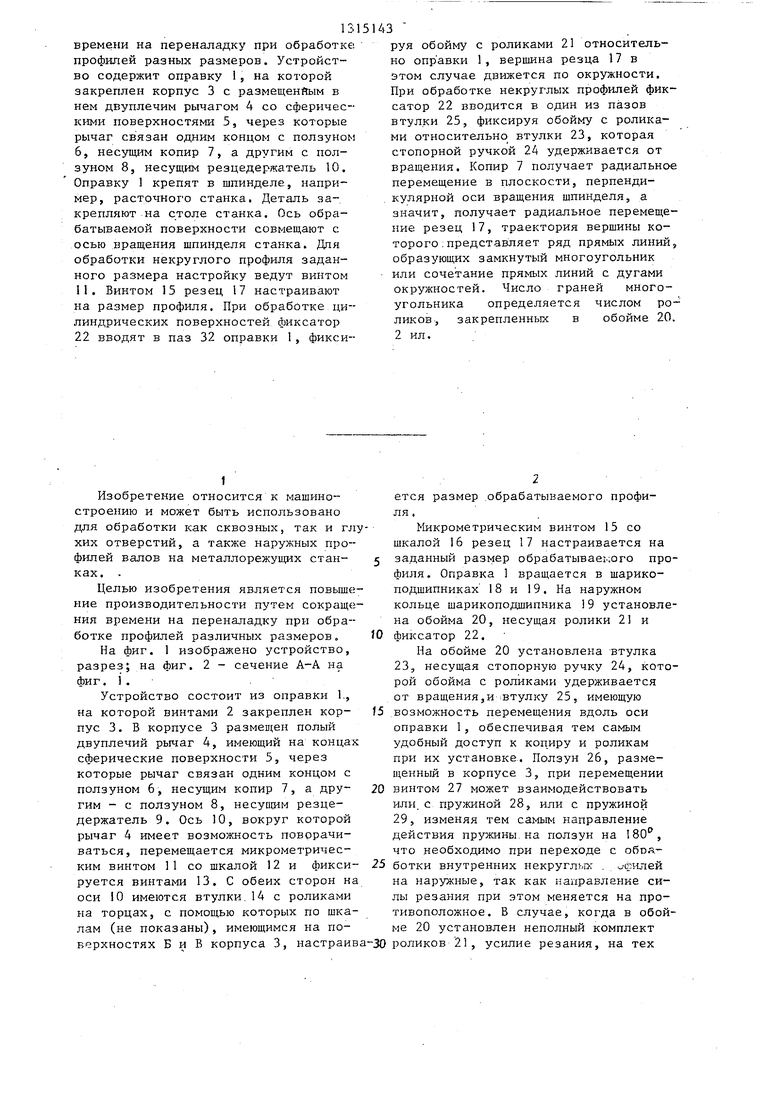
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для точения некруглых профилей | 1978 |
|
SU724279A1 |
| Устройство для обработки некруглых отверстий | 1976 |
|
SU660782A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ТОЧЕНИЯ НЕКРУГЛЫХ ПРОФИЛЕЙ | 1968 |
|
SU217886A1 |
| Устройство для копирной расточки фасонных отверстий | 1984 |
|
SU1240515A1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU489588A2 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU653029A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Копировальное устройство | 1978 |
|
SU677879A1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |

Изобретение относится к машиностроению для обработки сквозных и глухих некруглых отверстий, наружных профилей валов. Цель изобретения - повышение производительности работы устройства путем сокращения 15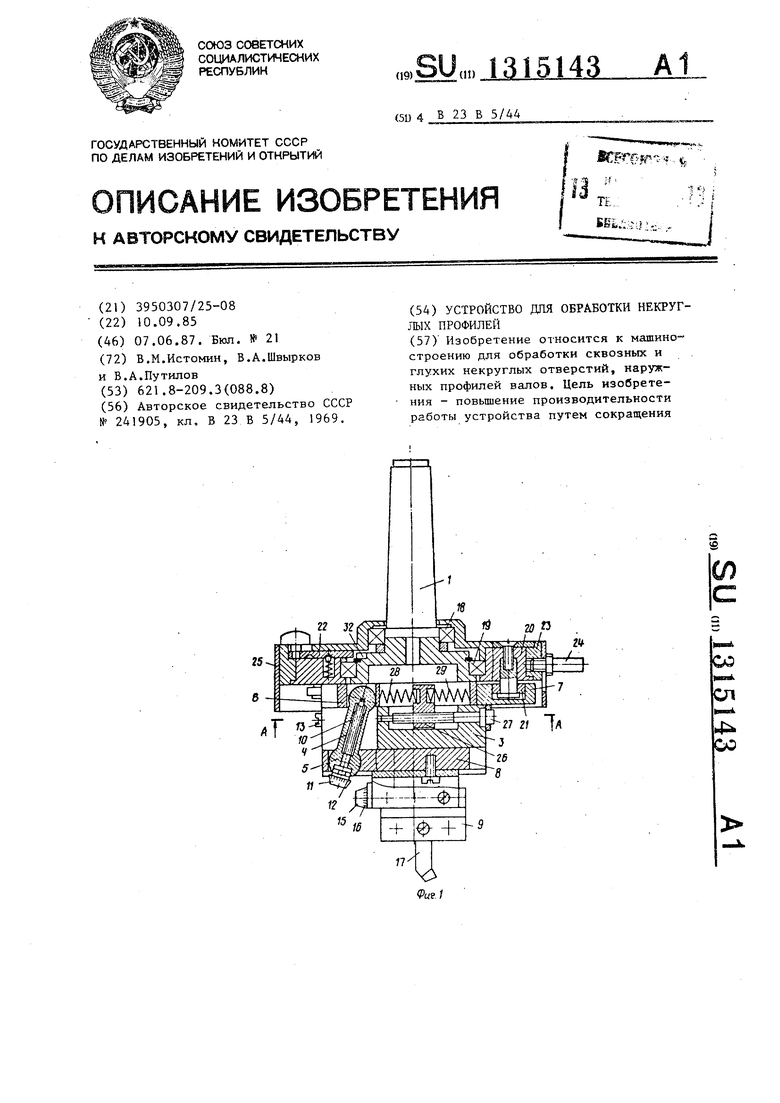
| ПРИСПОСОБЛЕНИЕ ДЛЯ ТОЧЕНИЯ НЕКРУГЛЫХ ПРОФИЛЕЙ | 0 |
|
SU241905A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
