навливают на переходную оправку 2, снабженную коническим хвостовиком 5 и центрирующим буртиком 4, при этом центрирование корпуса осуществляется на шариках .9, центры которых лежат в- радиальной плоскости, проходящей через вершины резцов 14. Корпус моИзобретение относится к обработке еталлов резанием и может быть использовано при чистовом растачивании отверстий.
Целью изобретения является повыение точности обработки за счет увеличения точности базирования частей головки относительно друг друга.
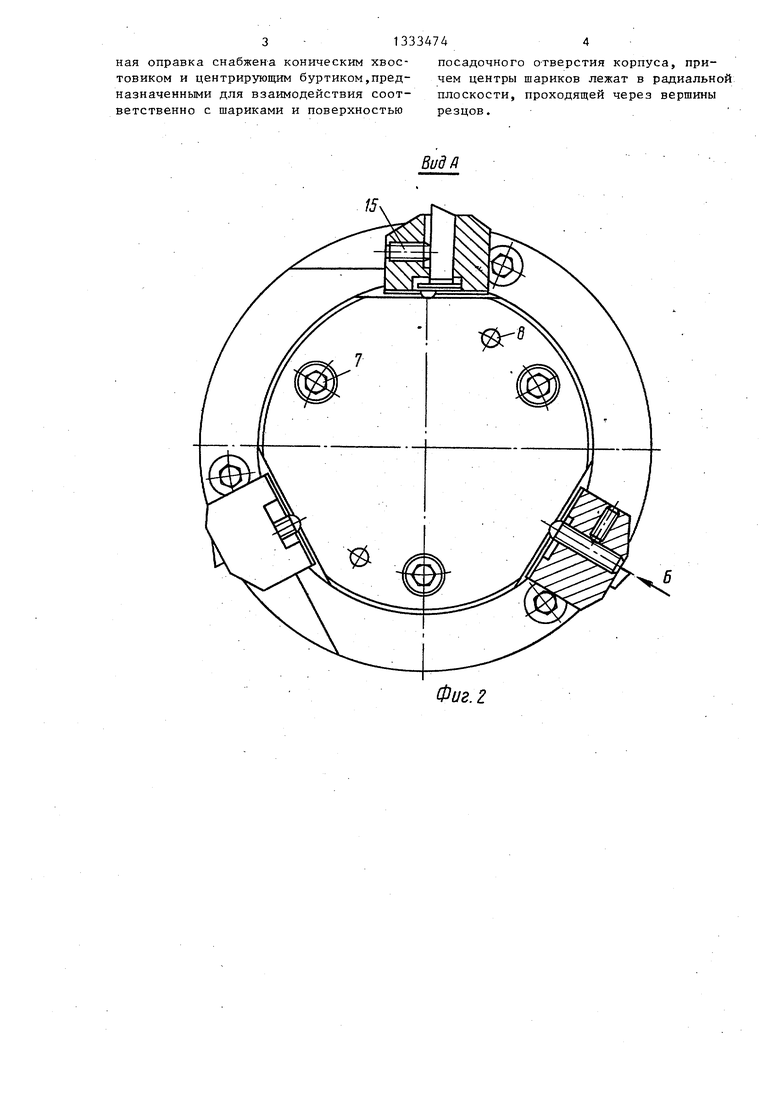
На фиг, 1 изображена расточная головка, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Расточная головка содержит корпус 1, закрепленный на переходной оправке 2 борштанги 3 станка. Переходная оправка 2 может быть закреплена на 6qpp- штанге 3 станка или выполнена с ней заодно целое. Переходная оправка 2 имеет центрирующий буртик 4 и конический хвостовик 5. К Торцу корпуса 1 головки крепится крышка 6 с помощью винтов 7 и штифтов 8. Между посадочной поверхностью корпуса 1 и коническим хвостовиком 5 расположены шарики 9. Они размещены в проточке корпуса 1 и удерживаются от выпадания крышкой и кольцом радиусной канавкой. Кольцо 10 удерживается в осевом Направлении разжимным кольцом 11. Поверхности, . контактирующие, с шариками 9 по
трем точкам а.
в ;торцовая
поверхность крышки 6, отверстие корпуса 1 головки и коническая поверхность хвостовика 5 выполнены с высокой точностью. Поверхность цилиндрического буртика 4 сопрягается с кор пусом 1 головки по посадке -7-7 В
по
корпусе 1 головки расположены пластины 12, закрепленные винтами 13. В пластинах 12 закреплены резцы 14 винтами 15. Отверстия в пластинах 12 под резцы 14 расположены в одной плоскости с шариками 9. Резцы 14 высжет поворачиваться вокруг плоскости контакта с шариками на .величину зазора в посадке центрирующего буртика 4. Однако точность настройки резцов при этом не нарушается, так как они размещены в одной плоскости с центрами шариков 9. 3 ил.
0
5
0
5
0
5
0
тавляются так, что их режущие кромки расположены в одной плоскости с центрами шариков. На размер обрабатываемого отверстия резцы 14 настраиваются вне станка. Для глубокой настройки резцов 14 в радиальном направлении служат винты 16, для тонкой настройки - винты 17, Для настройки в осевом направлении служат винты 18,Винты 19, служат для крепления корпуса 1 головки на переходную оправку 2 борштанги 3 станка.
Предварительно настроенную резцовую головку в сборе устанавливают на переходную оправку 2 борштанги. 3 и кре.пят тремя винтами 19, расположенными равномерно по окружности. При этом конические поверхности винтов 19 взаимодействуют с углублениями в оправке 2 и заклинивают шарики 9, обеспечивая контакт каждого шарика в трех точках .а, б, в. Головка центрируется на шариках 9, но при этом может поворачиваться вокруг плоскости контакта с шариками на величину зазора в посадке центрирующего буртика 4. Влияние этого поворота на точность установки резцов 14 исключается за счет расположения их в одной плоскости с шариками 9, Радиального смещения резцов 14 при этом практически не происходит.
а
Формула изобретения
Расточная головка,содержащая корпус с резцами и посадочным отверстием и бс рштангу с переходной оправкой, отличающаяся тем, что, с целью повышения точности обработки, головка снабжена шариками, размещенными в проточке, которая выполнена в передней части корпуса, а переход3 - 13334744
ная оправка снабжена коническим хвое-посадочного отверстия корпуса, притовиком и центрирующим буртиком,пред-чем центры шариков лежат в радиальной
назначенными для взаимодействия соот-плоскости, проходящей через вершины
ветственно с шариками и поверхностьюрезцов.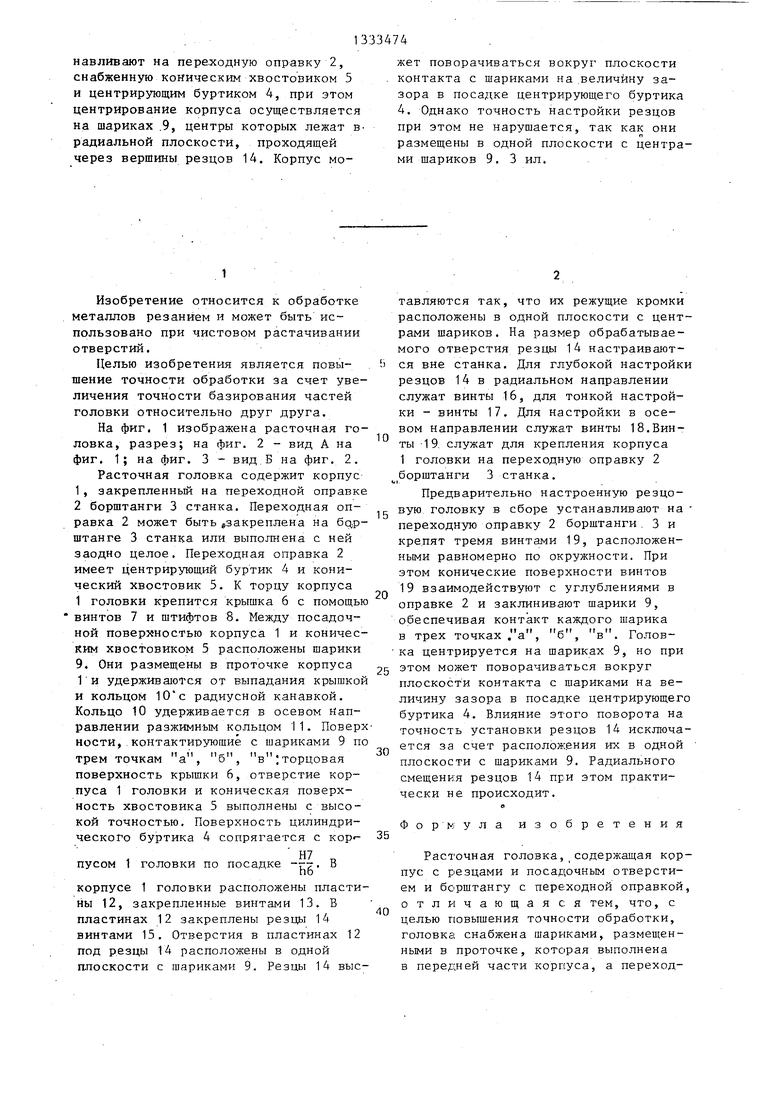
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| ИНСТРУМЕНТАЛЬНАЯ ОПРАВКА | 1992 |
|
RU2068751C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| Расточная оправка | 1972 |
|
SU524608A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
Изобретение относится к обработке металлов резанием и может быть использовано при чистовом растачивании отверстий. Целью изобретения является повышение точности обработки за счет увеличения точности базирования частей головки. Цель достигается за счет того, что корпус 1 с предварительно настроенными резцами уста(Л Фиг.г 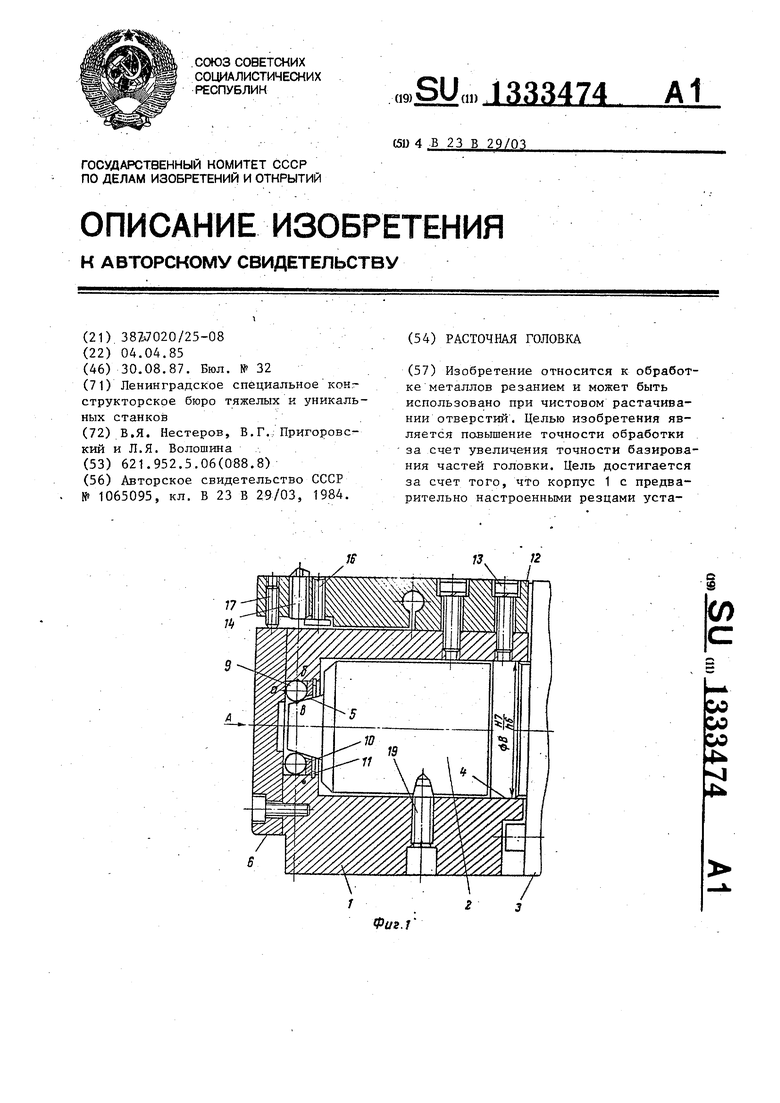
Фиг. г
18
Редактор Н. Горват Заказ 3907/12
Составитель С. Вер Техред М.Дкцык
Тираж 974 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Просжтная, 4
Фиг.З
Корректор В. Гирняк Подписное
| Инструмент для обработки отверстий | 1982 |
|
SU1065095A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
