Изобретение относится к сварке трением, а именно к гидроприводу машин для сварки трением.
Цель изобретения - повышение экономичности сварочной машины за счет полной разгрузки насоса высокого давления, а также за счет уменьшения типоразмера золотника реверса.
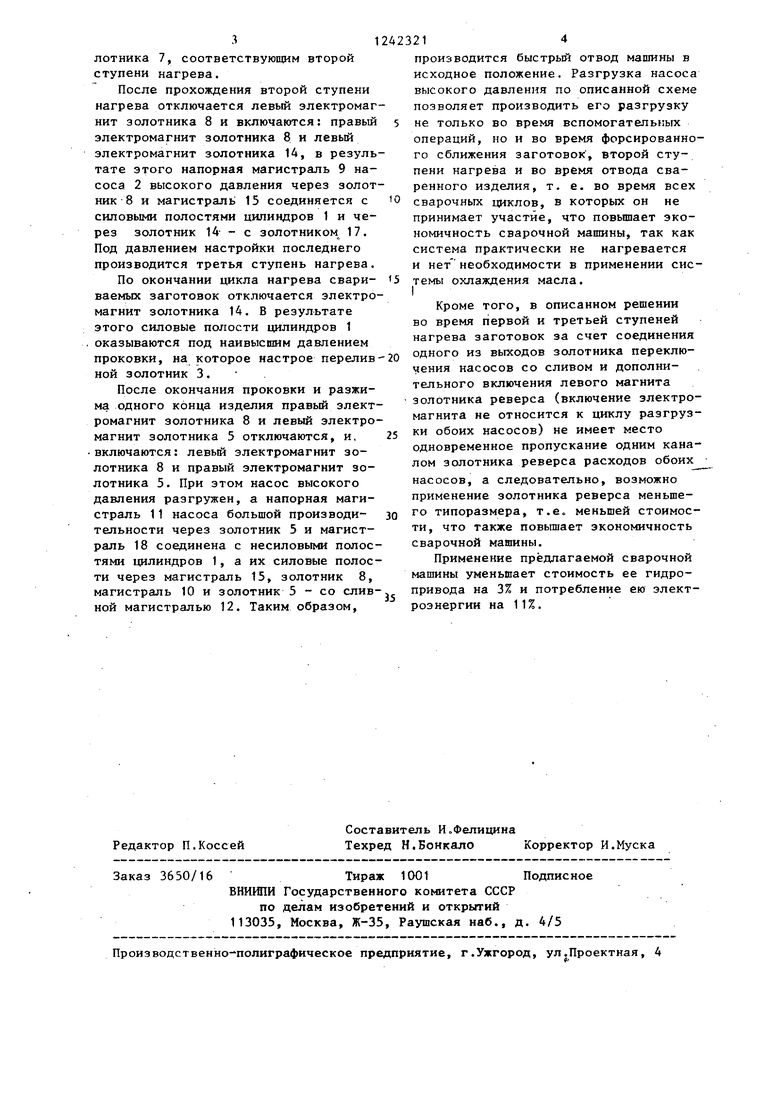
На чертеже изображена гидравлическая схема привода осевого сжатия ма- пшны для сварки трением.
Гидравлическая схема привода осевого сжатия содержит гидрощшиндры 1, насос 2 высокого давления, давление
2S
30
которого с помощью переливного золот- 5 ваемьзе заготовки сблизились, но их ника 3 настроено на наивысшую ступень сжатия - проковку, сливной бак 4, трехпозиционный четырехходовой элект рогидравлический золотник 5 реверса, насос 6 большой производительности, 20 давление которого переливным золотником 7 настроено на вторую ступень сжатия. Трехпозиционный четьфехходо- вой электрогидравлический золотник 8 переключения насосов 2 и 6 одним входом соединен с напорной магистралью 9 насоса 2 высокого давления, а другим через магистраль 10, золотник 5 и магистраль 11 - с насосом 6 большей производительности.
Своим одним выходом золотник 8 соединен со сливной магистралью 12, а вторым - магистралью 13 с золотником 14 переключения ступеней давления и магистралью 15 с рабочими по- 35 лостями цилиндров 1. В переключатель ступеней давления кроме золотников 5, 8 и 14 входят переливные золотники 16 и 17. Несиловые полости цилиндров 1 магистралью 18 через золотник 5 ре- Ю верса соединены со сливной магистралью 12.
Машина для сварки трением работает следующим образом.
В отключенном состоянии электро- магнитов золотников 5 и 8 масло от насоса 2 через золотник 8 и от насосов 6 через золотник 5 поступает в сливную магистраль 12. При этом оба насоса разгружены. 50
После вспомогательных операций производится сближение свариваемых заготовок гидроцилиндрами 1 с заданной маршевой скоростью. Для этого включаются левые электромагниты зо- 55 летников 5 и 8, масло от насоса высокого давления 2 через золотник 8 продолжает поступать на слив, разгрусоприкосновения еще не произошло, о ключается левый электромагнит золот ника 8 и включаются правые электромагниты золотников 8 и 14. Б резуль тате этого напорная магистраль 11 насоса 6 большой производительности через золотник 5 реверса, золотник переключения насосов и сливную маги cTpajib 12 сообщается с баком 4, а напорная магистраль 9 насоса 2 высо кого да1зления через золотник 8 и ма гистраль 15 соединяется с силовыми папостя1ми цилиндра 1 , а также через золотник 14 с золотником 16, настро енны на давление первой ступени сж тия. Так как производительность насоса 2 высокого давления гораздо меньше производительности насоса 6, то при указанных переключениях про- изой,цет резкое понижение скорости перемещения цилиндров и свариваеьше заготовки плавно войдут в контакт под давлением настройки переливного золотника 16. Масло, вытесняемое из левых несиловых полостей цилиндров через магистраль 18, золотник 5 и линию 12 слива поступает в бак. При этом будет осуществлена первая ступень нагрева.
По окончании первой ступени нагр ва левый электромагнит золотника 5 остается включенным, правые электро магниты золотников 8 и 14 отключают и вновь включается левый электрома нит золотника 8, масло от насоса вы сокого давления через магистраль 9 и золотник 8 поступает в бак 4, а и напорной магистрали 11 насоса 6 бол шой производительности через золотник 5 реверса, магистраль 10, золот ник 8 переключения насосов поступае в силойые полости цилиндров 1 под давлением настройки переливного зоs О
242321
жая его, а из напорной магистрали 11 насоса 6 большой производительности через золотник 5 реверса, магистраль 10, золотник 8 переключения насосов и магистраль 15 поступает в рабочие полости цилиндров 1 под давлением настройки переливного золотника 7. Слив из несиловых полостей цилиндров 1 производится через магистраль 18 и золотник 5 реверса в сливную магистраль 12. В результате этого цилиндры 1 с большой скоростью перемещают подвижную заготовку к неподвижной. В тот момент, когда свари
ваемьзе заготовки сблизились, но их
соприкосновения еще не произошло, отключается левый электромагнит золотника 8 и включаются правые электромагниты золотников 8 и 14. Б результате этого напорная магистраль 11 насоса 6 большой производительности через золотник 5 реверса, золотник 8 переключения насосов и сливную маги- cTpajib 12 сообщается с баком 4, а напорная магистраль 9 насоса 2 высокого да1зления через золотник 8 и магистраль 15 соединяется с силовыми папостя1ми цилиндра 1 , а также через золотник 14 с золотником 16, настро- енны на давление первой ступени сжатия. Так как производительность насоса 2 высокого давления гораздо меньше производительности насоса 6, то при указанных переключениях про- изой,цет резкое понижение скорости перемещения цилиндров и свариваеьше заготовки плавно войдут в контакт под давлением настройки переливного золотника 16. Масло, вытесняемое из левых несиловых полостей цилиндров 1, через магистраль 18, золотник 5 и линию 12 слива поступает в бак. При этом будет осуществлена первая ступень нагрева.
По окончании первой ступени нагрева левый электромагнит золотника 5 остается включенным, правые электромагниты золотников 8 и 14 отключаются и вновь включается левый электрома - нит золотника 8, масло от насоса высокого давления через магистраль 9 и золотник 8 поступает в бак 4, а из напорной магистрали 11 насоса 6 большой производительности через золотник 5 реверса, магистраль 10, золотник 8 переключения насосов поступает в силойые полости цилиндров 1 под давлением настройки переливного зо31
лотника 7, соответствующим второй ступени нагрева.
После прохождения второй ступени нагрева отключается левый электромагнит золотника 8 и включаются: правый электромагнит золотника 8 и левый электромагнит золотника 14, в результате этого напорная магистраль 9 насоса 2 высокого давления через золотник 8 и магистраль 15 соединяется с силовыми полостями цилиндров 1 и через золотник 14 - с золотником, 17. Под давлением настройки последнего производится третья ступень нагрева.
По окончании цикла нагрева свариваемых заготовок отключается электромагнит золотника 14. В результате этого силовые полости цилиндров 1 оказываются под наивысшим давлением проковки, на которое настрое перелив ной золотник 3.
После окончания проковки и разжима одного конца изделия правый электромагнит золотника 8 и левый электромагнит золотника 5 отключаются, и. включаются: левый электромагнит золотника 8 и правый электромагнит золотника 5. При этом насос высокого давления разгружен, а напорная магистраль 11 насоса большой производительности через золотник 5 и магистраль 18 соединена с несиловыми полостями цилиндров 1, а их силовые полости через магистраль 15, золотник 8, магистраль 10 и золотник 5 - со сливной магистралью 12. Таким образом.
Редактор П.Коссей Заказ 3650/16
Составитель И.Фелицина
Техред Н.Бонкало Корректор И.Муска
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
10
423214
производится быстрьв отвод машины в исходное положение. Разгрузка насоса высокого давления по описанной схеме позволяет производить его разгрузку 5 не только во время вспомогательных операций, но и во время форсированного сближения заготовок, второй ступени нагрева и во время отвода сваренного изделия, т. е. во время всех сварочных циклов, в которых он не принимает участие, что повышает экономичность сварочной машины, так как система практически не нагревается и нет необходимости в применении системы охлаждения масла. I
Кроме того, в описанном решении во время первой и третьей ступеней нагрева заготовок за счет соединения одного из выходов золотника переключения насосов со сливом и дополнительного включения левого магнита золотника реверса (включение электромагнита не относится к циклу разгрузки обоих насосов) не имеет место одновременное пропускание одним каналом золотника реверса расходов обоих а следовательно, возможно
20
25
30
35
насосов,
применение золотника реверса меньшего типоразмера, т.е. меньшей стоимости, что также повьппает экономичность сварочной машины.
Применение предлагаемой сварочной машины уменьшает стоимость ее гидропривода на 3% и потребление ею электроэнергии на 11%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1979 |
|
SU812473A1 |
| Машина для сварки трением | 1982 |
|
SU1127725A1 |
| Машина для сварки трением | 1985 |
|
SU1258660A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Гидропривод машины для сварки трением | 1985 |
|
SU1227389A1 |
| Устройство для регулирования давления при сварке трением | 1985 |
|
SU1301613A1 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Устройство для регулирования давления при сварке трением | 1968 |
|
SU296366A1 |
| Устройство для высокочастотной сварки давлением | 1978 |
|
SU874291A2 |
| Устройство для натяжения арматуры | 1978 |
|
SU754029A1 |

| Машина для сварки трением | 1979 |
|
SU812473A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для сварки трением | 1982 |
|
SU1127725A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
