Изобретение относится к сварке трением и может быть использовано в матинах для сварки трением, имеюидах самозажимные цанговые или кулачковые патроны фиксирования вращающейся заготовки.
В машинах с самозажимными цанговыми или кулачковыми патронами разжим изделия сопровождается некоторым его выдвижением в осевом направлении вместе с зажимными губками , после чего изделие освобождается от патрона.
Таким образом, для нормального разжима изделия в самозажимном патроне необходимо, чтобы ему не препятствовала сила, встречная по направлению перемещения изделия при разжиме.
Цель изобретения - упрощение конструкции машины для сварки трением с; самозажимным патроном для вращакмцейся заготовки и обеспечение возможности упрощенного его разжи-. ма для удаления сваренного изделия.
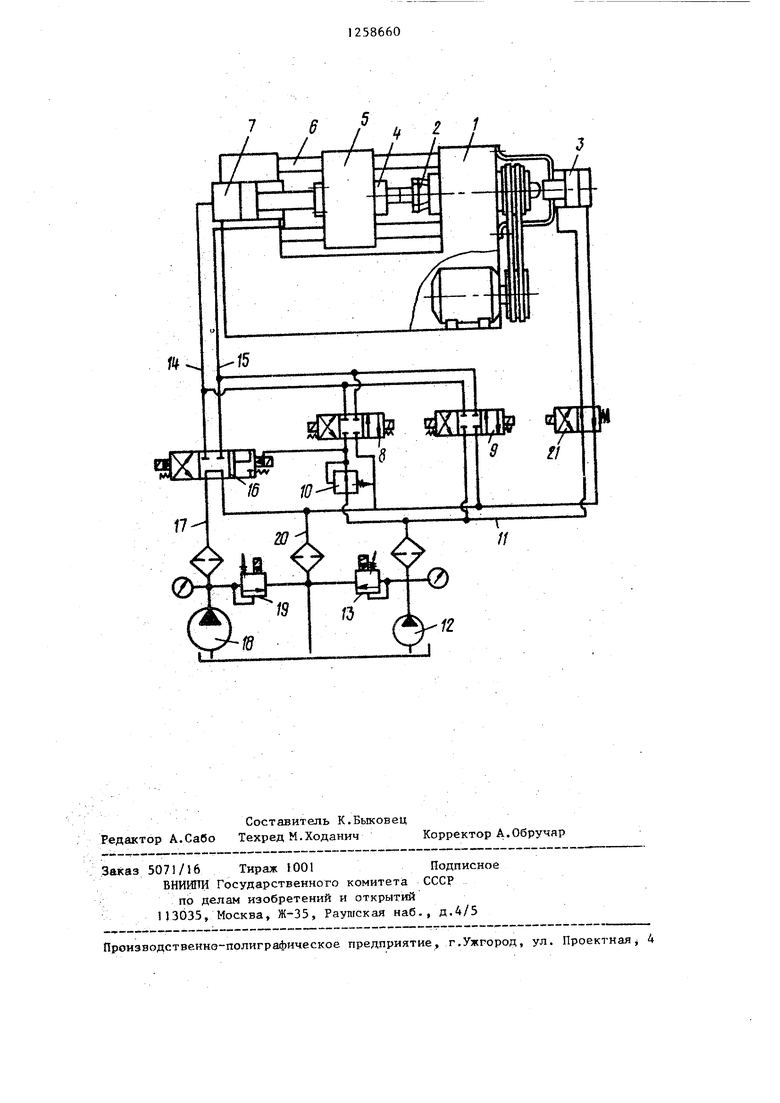
На чертеже изображена машина для сварки трением с гидравлической схемой привода осевого сжатия и привода цангового зажима вращающейс заготовки, общий вид.
Машина для сварки трением содержит корпус 1, цанговый зажим 2 вращающейся заготовки с приводным цилиндром 3, смонтированный в шпинделе , соединенном с приводом вращения, и зажим 4 невраэдающейся заготовки, установленный на траверсе 5, перемещаемой по направляющим 6 приводом осевого сжатия. Привод осевого сжатия состоит из цилиндров 7, полости которых сообщены с золотниками 8 и 9 переключения давлений Один из этих золотников подключен нпосредственно, а второй через редукционный гидроклапан 10 к напорной магистрали 11 насоса S 2 высокого даления с переливным золотником 13. Полости цилиндров 7 по линиям 14 и 15 управления подключены также к гидрораспределителю 6 управления несиловыми ходами цилиндров привода осевого сжатия, подвод которого сое дияем с напорной магистралью 17 насса 18 большой производительности с переливным золотником 19, а отвод - со сливной магистралью 20, к которо также подключены выходы переливных золотников 13 и 19. Приводной ци2586602
линдр 3 через распределитель 21 подключен к напорной 11 и сливной 20 магистралям.
Мав1ияа для сварки трением ра5 ботает следующим образом.
После завершения вспомогательных операций, связанных с установкой заготовок в зажимы, подается команда на форсированное сближение заго 0 товок. При этом включается магнит переливного золотника 19, нагружая давлением насос 18 большой производительности, насос 12 высокого давления разгружен переливным золотии(5 ком 3, цилиндр 3 находится в положении втянутого штока, а гидрораспределитель 16 управления несиловыми ходами цилиндров привода осевого сжатия занимает правую позицию,
20 дифференциально подключая цилиндры
7к напорной магистрали 17. Рабочая жидкость от насоса 18 большой производительности под давлением настройки переливного золотника
25 }9 по магистрали 17 через гидрораспределитель 16 питает цилиндры 7, которые по направляющим 6 корпуса 1 с большой скоростью перемещают тра- версу 5 зажатой зажимом 4 невращаю30 щейся заготовки.
Перед непосредственным соприкосновением торцов заготовок гидрораспределитель 16 устанавливается в исходное среднее положение, обесточи35 вается магнит переливного золотника 19, золотник 8 переключения давлений занимает правую позицию и нагружается переливной золотник 13. При этом линии 14 и 15 управления
40 цилиндров 7 отсечены от насоса 18 болыпой производительности, а сам насос разгружен за счет сообщения гидрораспределителем 16 и золотником 19 напорной магистрали 17 со
45 сливной магистралью 20. Масло от насоса 12 высокого давления по напорной магистрали 11 через редукционный гидроклапан 10 и золотник
8переключения давлений под давле- 5Q нием настройки клапана 10 - давления нагрева поступает в поршневые полости цилиндров 7. Из штоковых полостей цилиндров 7 масло по линии 15 через золотник 8 поступает в сливjj ную магистраль 20.
По окончании нагрева золотник 8 переключения давлений устанавливается в исходное среднее положение, гид
рораспределитель 16 также остается в средней позиции, а золотник 9 занимает правую позицию. При этом рабочая среда от насоса 12 высокого давления и золотника 9 переключения давлений поступает в поршневые полоти цилиндров привода осевого сжатия под давлением настройки переливного золотника 13 - давлением проковки.
После торможения вращающейся заготовки и окончания процесса сварки подается команда на разжим цангового зажима 2 вращающейся заготовки Для обеспечения этой команды распределитель 2 занимает левую позицию, переливной золотник 19 остается разгруженным, а гидрораспределитель 16 занимает правую позицию. При этом поршневые и штоковые полости цилиндров привода осевого сжатия гчдрораспределителем 16 соединяются между собой и с магистралью 17, которая через разгруженный переливной золотник 19 сообщается со сливн магистралью 20, обеспечивая свобод- ное положение траверсе 5 на направляющих 6. Одновременно от насоса 12 высокого давления по магистрали II через распределитель 21 жидкость потупает в поршневую полость цилинд- ра 3 привода зажима вращающейся заготовки, которьш сжимая пружины (не показаны), разжимает цанговый яйжим 2..
Во время разжима изделия в цанге радиальное разведение лепестков цанги неизбежно связано с ее осевым перемещением внутри конического гнеда шпинделя совместно с еще зажатым изделием. Поскольку траверса 5 в этот момент занимает свободное положение , а силы трения подвижных частей машины достаточно малы по сравнению с усилием, развиваемым цилиндром 3, то цанговый зажим 2 беспрепятственно разжимается, сдвигая при этом влево на малую величину траверсу 5.
10
f5
20
; 25 зо
586604
После разжима цанги подается команда на быстрый отвод траверсы в исходное левое положение с одновременным извлечением из разжатой цанги сваренного изделия. Для этого обесточивается электромагнит пере- ливного золотника 19, нагружая давлением насос 18, а гидрораспределитель 16 занимает левую позицию. Масло от насоса большой производительности поступает в штоковые полости цилиндров 7,а их поршневые полости соединяются со сливом. При этом цанговый зажим 2 своим приводным цилиндром 3 удерживается в разжатом положении.
Во избежание сильного удара поршней о днища цилиндров 7 перед их непосредственным соприкосновением питание цилиндров 7 переводят от насоса 12 малой производительности. Для этого гидрораспределитель 16 занимает среднюю позицию, а золотник 8 - левую, обеспечивая поступление в штоковые полости цилиндров 7 масла от насоса 12. Из зажима отведенной траверсы извлекается готовое изделие.
Таким образом, предлагаемая конструкция сварочной машины позволяет производить форсированное сближение заготовок перед сваркой .(при дифференциальном подключении цилиндров j разгрузку насоса большой производительности при подаче высокого давления в цилиндры привода осевого сжатия; обеспечение свободного положения траверсы при разжиме изделия в цанговом зажиме вращающейся заготовки; быстрый отвод траверсы со сваренным изделием; а также реализовать с применением одного гидрораспределителя управление несиловыми ходами цилиндров привода осевого сжатия, что упрощает конструкцию гидропривода машины и удешевляет ее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1984 |
|
SU1242321A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Устройство для изготовления трубок с гофрами | 1977 |
|
SU867466A1 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Устройство для регулирования давления при сварке трением | 1985 |
|
SU1301613A1 |
| Машина для сварки трением | 1982 |
|
SU1127725A1 |
| Суппорт | 1985 |
|
SU1324802A1 |
| Машина для сварки трением | 1979 |
|
SU812473A1 |
| Машина для сварки трением | 1988 |
|
SU1602650A1 |
| Машина для сварки трением | 1988 |
|
SU1593846A1 |
| Машина для сварки трением | 1979 |
|
SU812473A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для сварки трением | 1982 |
|
SU1127725A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
