(54) УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ ИРИ
Известно устройство для регулирования давления при сварке трением, содержащее гидравлический привод механизма осадки и гидравлический привод механизма вращения, величина сварочного давления в котором меняется по заранее заданному закону в зависимости от величины осадки при нагреве.
Это устройство не обеспечивает соответствия между сварочным давлением и коэффициентом трения свариваемых поверхностей
Предлагаемое устройство позволяет улучшить качество сварного соединения и снизить потребляемую мощность привода. С этой целью параллельно гидроцилкндру механизма осадки подключен гидравлический усилитель мощности с управляющим подпружиненным золотником, положение которого определяется давлением в напорной магистрали гидродвигателя.
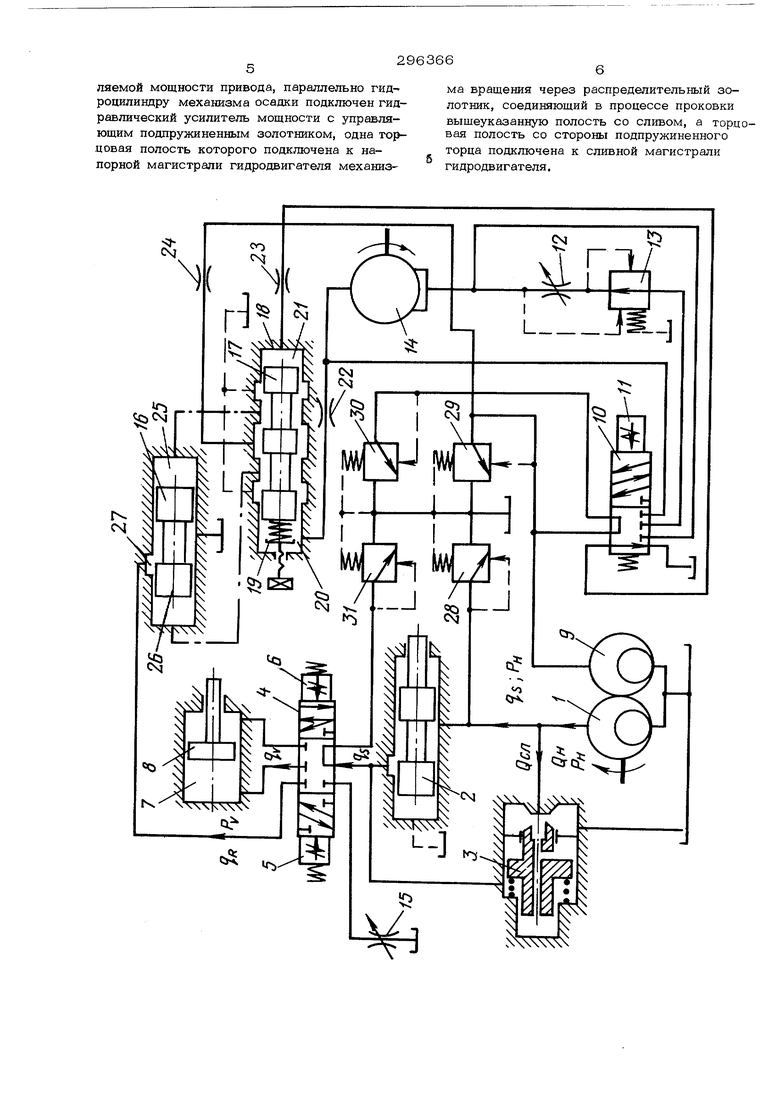
На чертеже представлена гидравлическая схема устройства.
Устройство включает сдвоенный лопастной насос, секция 1 которого через регулируемый дроссель 2, установленный параллельно клапану 3 постоянного перепада, и
СВАРКЕ ТРЕНИЕМ
шестилинейный трехпозиционный золотник 4, включаемый электромагнитами 5 и 6, питает гидроцилиндр 7 механизма осадки, приводимого поршнем 8. Секция 9 насоса чере семилинейный двухпозиционный золотник 1О управляемый электромагнитом 11, и дроссель 12с регулятором 13 связана с гидродвигателем 14 механизма вращения. К золотнику 4 подключены также регулируемый дроссель 15 и гидравлический усилитель мощности с исполнительным золотником 16 и управляющим золотником 17. Положение золотника 17 относительно гильзы 18 зависит от настройки пружины 19 и от перепада давлений в камерах 20 и 21, подключенных через демпферы 22 и 23 к сливной и напорной линиям гидродвигателя. При неработающем гидродвигателе камера 21 через золотник 1О соединяется со сливом. Рабочая жидкость от секции 9 насоса подводится к управляющему золотнику 17 через дроссель 24 и затем распределяется между камерами 25 и 26, давление в которых определяет положение исполнительного золотника 16 относительно рабочей щели 27 уси-лителя. Защита устройства от перегрузок обеспечивается предохранительными клапанами 28 и 29, а необходимое давление в системе - клапанами 30 и 31. При включении электромагнита 11 жидкость от секции 9 через золотник 10 и дро сель 12 поступает в напорную полость гидродвигателя и далее через золотник 10 и подпорный клапан 30 сливается в бак. Дрос сель 12 настраивается в зависимости от диаметров свариваемых заготовок на определенный расход, соответствующий оптимальной скорости вращения пшинделя. После того, как гидродвигатель начнет вращаться, включается электромагнит 6, и жидкость через дроссель 2 постоянного перепада и золотниковый распределитель 4, занимающий положение рабочая подача, подводится к гидроцилиндру 7 и золотнику 16 гидроусилителя. Через рабочую щель 27 золотника часть } -R постоянного расхода , поступающая от дросселя 2, сливается в бак, поэтому в цилиндр 7 поступает разность расходов V Величина расхода о выбирается из условий получения необходимого давления в процессе проковки и поддерживается постоянной в течение всего сварочного цикла, для чего служит клапан 3, поддерживающий на дросселирующей щели дросселя 2 постоянный перепад давлений. В результате расход через щель не зависит от колебаний нагрузки и является линейной функцией площади открытия дросселя. Излишек расхода CA QH-IS где Q - полная производительность насоса, сливается в бак. Давление подачи И насоса должно иметь величину, достаточную для преодоления нагрузки на порщень 8 и обеспечения перепада йР на дросселирующей щели: РН v Ргде Р - давление в гидроцилиндре 7 механизма осадки, в предельном случае равно давлению проковки. Величина Ту в процессе притирки и разогрева свариваемых деталей регулирует ся в зависимости от крутящего момента на шпинделе гидродвигателя 14. Для этого да ления на входе и на выходе из гидродвига теля через демпферы 22 и 23 подаются в камеры 20 и 21 золотника 17. При номинальном значении момента на шпинделе гид родвигателя 14 золотник 17 под действием давлений в камерах 20 и 21 и усилия пружины 19 устанавливается симметрично относительно окон. В результате давления, подводимые к камерам 25 и 26 золотника 16, равны, золотг шк 16 находится в равно есии, и проводимость рабочей щели 27 соответствует оптимальному режиму сварки. При возрастании момента на цшинделе идродвигателя 14 по сравнению с номинальным значением возрастает также давление напорной магистрали и камере 21, золотник 17 перемещается влево. Давление в ка-мере 25 возрастает, а в камере 26 - уменьается, в результате золотник 16 перемещается влево, увеличивая щель 27. В результате этого расход , подводимый к цилиндру 7, уменьшается, а расход, сливаемый через гидроусилитель, возрастает, давление падает, и на цшинделе восстанавливается номинальный момент. После этого давление в камере 21 уменьшается до прежней величины, золотник 17 возвращается в исходное положение, давления в камерах 25 и 26 выравниваются, и перемещение золотника 16 прекращается. При уменьшении момента на шпинделе гидродвигателя 14 регулирование происходит в обратном направлении. По окончании притирки и разогрева деталей электромагнит 11 выключается, и происходит торможение гидродвигателя. Одновременно с этим камера 21 через каналы в золотнике 10 соединяется со сливом, npyiжина 19 перемещает управляющий золотник 17 в крайнее правое положение, золотник 16 также смещается вправо, полностью перекрывая щель 27. Весь расход |, поступает к гидроцилиндру 7, обеспечивая требуемое давление проковки. После проковки электромагнит 6 отключается, и золотник 4 возвращается в среднее положение. При этом вся рабочая жидкость, подаваемая секциями 1 и 9 насоса через подпорные клапаны ЗО и 31, сливается в бак. Реверс механизма осадки обеспечивается включением электромагнита 5. При этом рабочая жидкость с расходом от насоса подводится в щтоковую полость гидроцилиндра 7, и происходит возврат поршня 8 в исходное положение со скоростью, определяемой сечением дросселя 15. Формула изобрете н.и я Устройство для регулирования давления при сварке трением, содержащее гидравлический привод механизма осадки с исполнительным органом, выполненным в виде гидроцилиндра, и гидравлический привод механизма вращения с исполнительным органом в виде гидродвигателя, отличающееся тем, что, с целью улучшения качесч ва сварного соединения и снижения потреб
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическая система комбайна | 1989 |
|
SU1667692A2 |
| Гидроблок управления машины для сварки трением | 1986 |
|
SU1298026A1 |
| УНИВЕРСАЛЬНАЯ ГИДР&СИСТЕМ.4 СЕЛЬСКОХОЗЯЙСТВЕННОГО ТРАКТОРА | 1971 |
|
SU307755A1 |
| Гидравлический привод | 1981 |
|
SU1023152A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД СТРЕЛОВОГО САМОХОДНОГО КРАНА | 1997 |
|
RU2131394C1 |
| Машина для сварки трением | 1982 |
|
SU1127725A1 |
| Гидравлический привод | 1982 |
|
SU1134810A1 |
| Гидравлический привод камнеобрабатывающего станка | 1985 |
|
SU1300771A1 |
| ГИДРОПРИВОД МЕХАНИЗМА ПОВОРОТА СТОЙКИ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА КРАНО-МАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2002 |
|
RU2252911C2 |
| ГИДРОПРИВОД МЕХАНИЗМА ПОВОРОТА ПЛАТФОРМЫ СТРЕЛОВОГО САМОХОДНОГО КРАНА | 2014 |
|
RU2583820C1 |