Изобретение относится к деревообрабатывающей промышленности и может быть использовано для подготовки древесной стружки в производстве дре- весно-стружечных плит.
Цель изобретения - повышение качества сепарации.
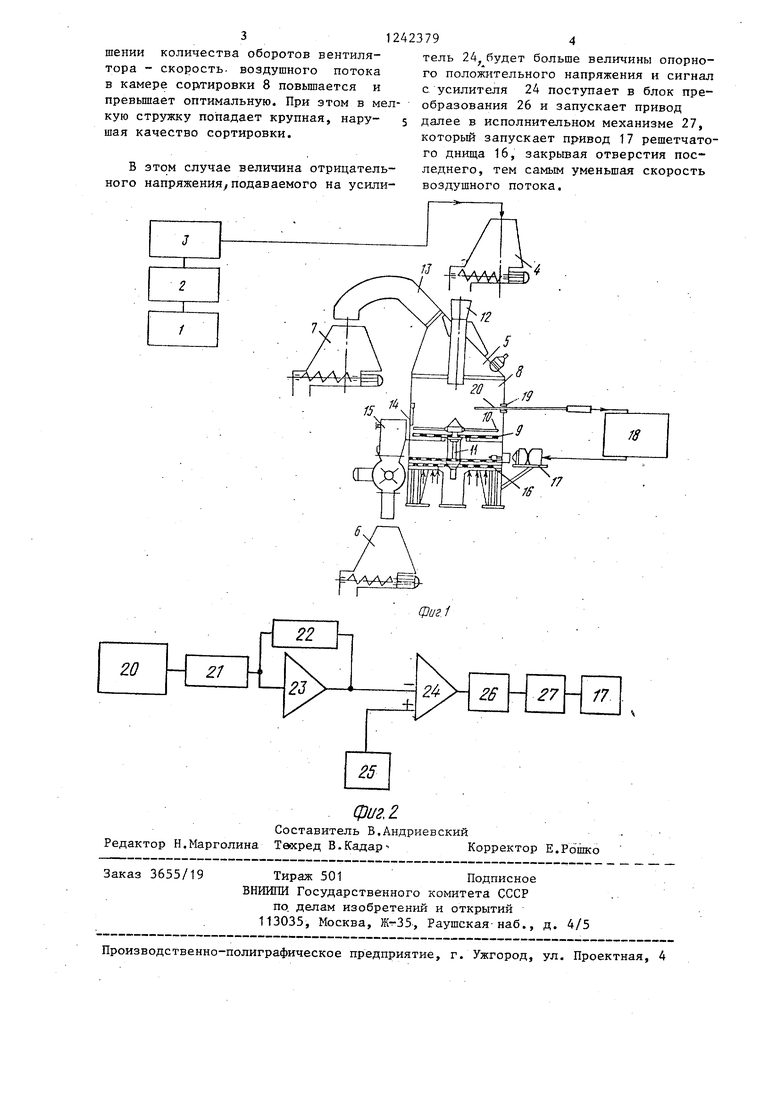
На фиг, 1 изображена линия для подготовки древесной стружки в производстве древесно-стружечных -плит; на фиг..2 - схема регулирования скорости воздушного потока в камере сортировки пневматического сепаратора.
Линия содержит участок 1 подготовки древесного сырья, участок 2 изготовления и участок 3 сушки стружки, бункер 4 сухой стружки, пневматический сепаратор 5, бункер 6 крупной фракции, бункер 7 мелкой фракции. Пневмосепаратор содержит камеру 8 сортировки,перфорированную решетку 9.Над решеткой 9 камеры сортировки 8 вращается ворошитель 10, который, размещен на валу 11. ...
Вверху пневмосепаратора расположена загрузочная .воронка 12,.отсасывающая труба 13 для удаления мелкой фракции.Пневмосепаратор содержит так е задвижку 14, приемник 15 крупной фракции и решетчатые днища 16,связанные с приводом 17. Узел 18.регулирования скорости воздушного потока, введенный через окно 19 в камеру сортировки 8, в свою очередь состоит из электрически связанных между собо датчика замера скорости воздуха 20, например термоанемометра, которьй через первый и второй резисторы 21 и 22 связан с первым усилителем 23. Первый операционный усилитель соединен со вторым усилителем 24, который в свою очередь связан с нормальным элементом 25 и последовательно с блоком преобразования 26, исполнительным механизмом 27. Исполнительный механизм 27 связан с электроприводом 17 решетчатого днища 16.
Линия работает следующим образом. Изготовленная щепа на участке 1 поступает на участок 2, где на стружечных станках щепу перерабатывают в струзкку. Полученную стружку высушивают на участке 3. Высушенную стружку подают в бункер 4. сухой стружки, откуда через загрузочную воронку 12 непрерывно стружку подают в Пневмосепаратор 5. Стружка попадает
в камеру сортировки 8. С помощью лопастей вращающегося ворошителя 10 стружку равномерно распределяют по реше.тке 9. В камеру снизу, через решетчатые днища 16, нагнетают воздух через слой материала. Мелкие фракции выносятся потоком воздуха через отса- сываюп1ую трубу 13 и попадают в бункер 7 мелкой фракции, а более тяжелые частицы, имеющие большую скорость витания, передвигают лопастями ворошителя 10 к краям камеры сортировки 8 и выгружают через задвижку 14 и приемник 15 в бункер крупной фракции 6.
Оптимальная скорость воздушного потока должна быть 1,1 м/сек, при этом происходит качественная сортировка стружки, т.е. происходит выделение фракции 2/0, которая используется для сортирования наружных слоев древесно-стружечных плит. Если скорость воздуха оптимальная,то сигнал (отрицательное напряжение) от датчика замера скорости воздуха 20 поступает на сопротивления выбора коэффициента передачи 21 и них на усилители. На усилитель 24 поступает также положительное опорное напряжение, например, от нормального элемента 25 всегда строго постоянное по величине,,
0
0
5
Если нет отклонений от заданной . скорости воздушного потока,то отрицательное напрялсение равно положительному ц в блок преобразования 26 сигнал не постуггает.
. При у1-1еньшении скорости воздушного потока в камере сортировки 8 это произойдет, если древесные стружки забили решетку 9 - качество сортировки понижается. Скорость воздуха станет недостаточной для отделения фракции 2/0 и она попадает в крупную фракцию и выгрузится через задвижку 14 и приемник 15 в бункер крупной фракции 6.
Величина положительного напряжения, подаваемого на усилитель 24 будет больше отрицательного напряжения и сигнал с усилителя 24 поступит в блок: преобразования 26 и далее в исполнительный механизм 27, которьй запускает привод 17, открывая отверстия решетчатого днища 16, тем самым увеличивая скорость воздушного потока. .
При: уменьшении количества подаваемого стружечного материала или повыше 1ии количества оборотов вентилятора - скорость, воздушного потока в камере соргтировки 8 повышается и превьшает оптимальную. При этом в мелкую стружку попадает крупная, нару- 5 шая качество сортировки.
В этом случае величина отрицательного напряжения/подаваемого на усилитель 24 будет больше величины опорного положительного напряжения и сигнал с усилителя 24 поступает в блок преобразования 26 и запускает привод далее в исполнительном механизме 27, который запускает привод 17 решетчатого днища 16, закрьшая отверстия последнего, тем самым уменьшая скорость воздушного потока.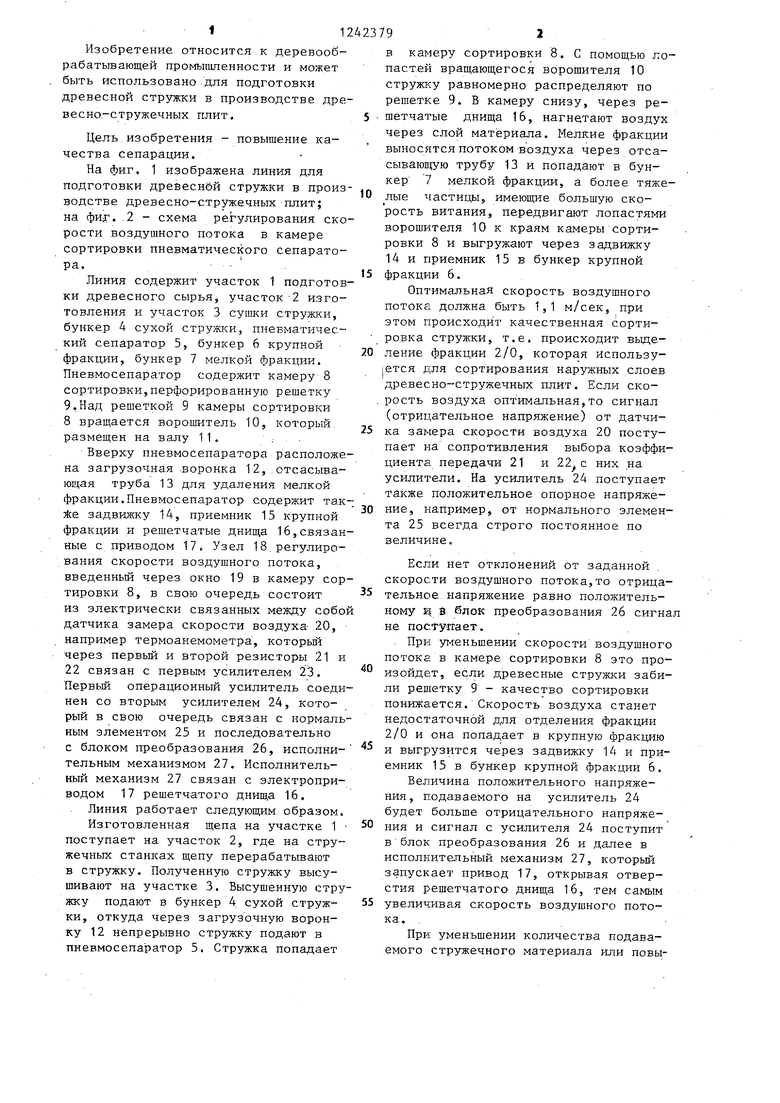
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневмосепаратор | 1981 |
|
SU1021630A1 |
| Линия подготовки стружки в производстве древесно-стружечных плит | 1985 |
|
SU1253807A1 |
| ТРАНСПОРТНАЯ СИСТЕМА СОРТИРОВКИ СТРУЖКИ В ПРОИЗВОДСТВЕ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 2013 |
|
RU2600130C2 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2078686C1 |
| Линия подготовки древесных частиц | 1985 |
|
SU1296417A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2083361C1 |
| Поточная линия для бункерования сортировки и проклеивания древесных частиц | 1983 |
|
SU1152669A1 |
| Древесная плита с ориентированной стружкой, способ производства и устройство для производства такой плиты | 2017 |
|
RU2745402C1 |
| Линия подготовки древесных частиц в производстве древесностружечных плит | 1989 |
|
SU1736698A1 |
2J
Ь
фиг,2.
Составитель В.Андриевский Редактор Н.Марголина Твкред В.Кадар Корректор Е.Рошко
Заказ 3655/19
Тираж 501Подписное
ВНИИПИ Государственного комитета СССР
по. делам изобретений и открытий 113035, Москва, Ж-35, Раушская-наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Модлина Б.Д | |||
| и др | |||
| Производство древесно-стружечных плит | |||
| Высшая школа, 1977, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Модлина Б.Д | |||
| и др | |||
| Производство древесно-стружечных плит | |||
| Высшая шко- , с.147-149. | |||
