Изобретение относится к линиям подготовки в производство древесностружечных плит и может, быть применено в деревообрабатывающей про- мьгашенности.
Цель изобретения - повьпвеиие производительности линии за счет регулирования режима сушки и улучшения качества ее сортировки.
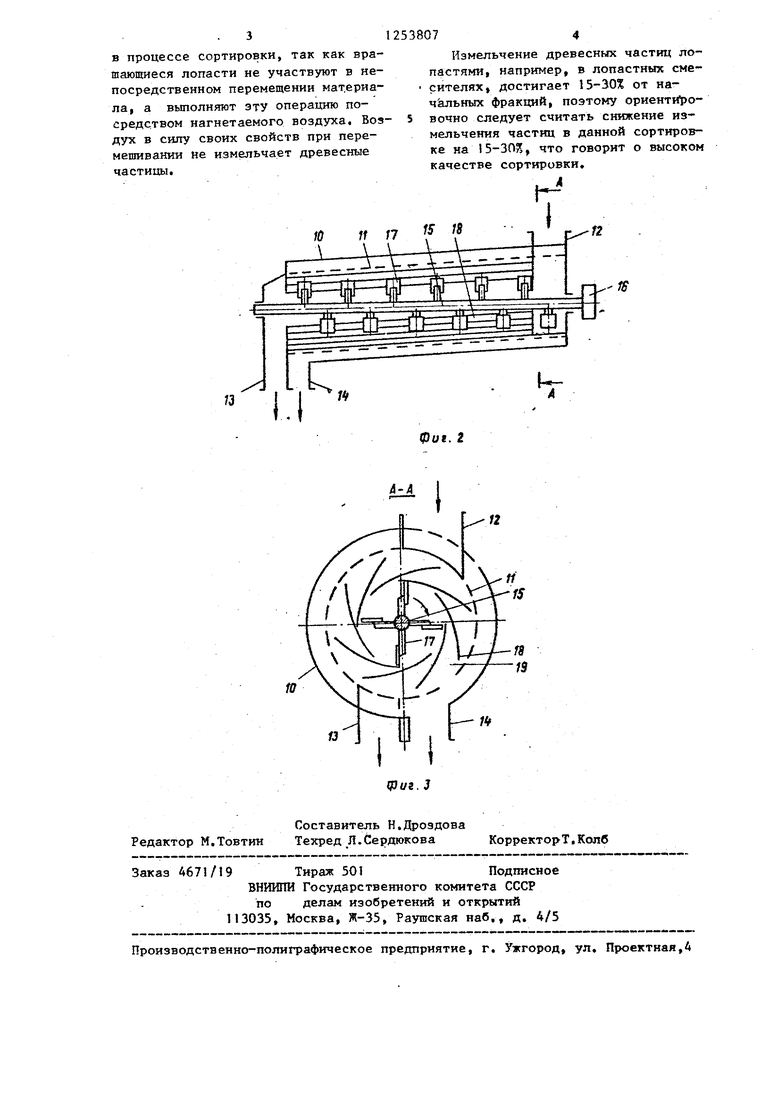
На фиг. I изображена схема линии подготовки стружки; на фиг, 2 - сепаратор, общий вид;, на сЬиг, 3 - сечение А-А на фиг. .,
Линия включает вертикальный кер для щепы, в ниясней части которого предусмотрен желоб 2 с вибратором,, обеспечивающий дозируемую выдачу щепы на конвейер 3, затем в стружечный станок 4, Из стружечных станков 4 стружка через шлюзовой затвор 5 поступает в барабанные сушилки 6,
Сухая струхка из супгильного dcipa- бана 6 попадает на ситовой сепаратор 7 для ртсева круглых и мелких частиц, после чего пневмосепаратор через циклон подается; в горизонталь- ный бункер 8 сухой стружки. Крупные частицы после измельчения в молотковой дробилке 9 возвращают на ситовой сепаратор 7 или подают н: бункер 8.
Сепаратор включает корпус 10, цилиндрическую сетку 115 загрузочньй люк 12, разгрузочный люк 3 мелкой фракцииJ разгрузочный люк 14 крупной фракции, ротор 15 с приводом 16 и лопастями 17, установленньн Ш с возможностью регулирования поворота относительно продольной оси ротора.. Направляющие 8 спиралеобразной формы установлены между сеткой 11 и роторо 15 выпуклой поверхностью в сторону сетки так, что образует между собой зазоры 19.
Линия работает сле,цу1ощш.1 образом
Накопленную в бункере 1 щепу чере виброжелоб 2 дозируеьазгми порциями подают в стружечный станок 4 где щепа измельчается на стрз/: жу„ Так как полученная стружка ютает позы- шестую влажность, то после стружечного станка 4 она ifiocT:sntiaeT через шлюзовой затвор 5 з -барабакнке су- шнпки 6, где высушивается до определенной влажности,
Высушенная стружка из е пвштьно- го барабана подается на сортировку
072
на ситовой сепаратор 7, в который древесные частицы на сепарацию подают в загрузочный люк 12, Ротор 15 приводят во вращение при помощи при
вода i 6 с
Лопасти 17 ротора 15 подхватывают падающие древесные частицы и вместе с воздушным потоком подают их в зазоры 19 между направляющиг-ш 18.
При этом лопасти 17 развернуты на определенный угол, при котором смесь стружки и воздуха движется по винтовой линии в полости между цилиндрической сеткой П и направляющими 18,
Турбулентное движение древесных частиц, центробежные силы и давление воздуха вынуждают мелкие частицы вместе с воздухом проходить через отверстия сетки 1, т,е„ отсортироваться.
Турбулентное движение час тиц и давление воздуха резко увеличивает производительность сортировки При этом носителем частиц становится воздух, подаваемый лопастями 17, которые контактируют с частицами только в на- чальШ)1Й период„ Таким образом, снижается Степень измельчения частиц от механического перемешивания лопастями 17, что положительно сказывается
на прочности плит, изготавливаемых из древесных частиц.
Крупные древесные частицы, не прошедшие отверстия цилиндрической сетки 1 1 i, по винтообразной тра- ектории и попадают в люк 14 крупной фракции. Мелкие древесные частицы, проше ЦЕие отверстия цилиндрической сетки 11, вместе с воздухом попадают по наклону корпуса 10 в разгрузочиьтй люк мелкой фракции 3.
Рассортированные древесные частицы попадают в технологический поток.
Изобретение обеспечивает увеличение прортзводительности линии за счет работы цилиндрической сетки по всей поверхности, т.е. увеличения рабочей площади сетки сортировки не реже чем в два раза, возрастает и производительность сортировки, а .следовательно9 и всей линии в целом.
Качество сортировки древесных возрастает за счет турбулент- ости и принудительного продувания воздухом древесных частиц. При этом, практически все мелкие частицы просеиваются через отверстия. Отсутствует измельчение древесных частиц
3
в процессе сортировки, так как вращающиеся лопасти не участвуют в непосредственном перемещении материала, а вьтолн5пот ЭТУ операцию посредством нагнетаемого воздуха. Воздух в силу своих свойств при пере- мещивании не измельчает древесные частицы.
Измельчение древесных частиц лопастями, например, в лопастных смесителях, достигает 15-30% от на- ч альных фракций, поэтому ориент1фо- вочно следует считать снижение измельчения частиц в данной сортировке на 5-ЗП, что говорит о высоком качестве сортировки.
Цфиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| Линия изготовления древесностружечных плит | 1985 |
|
SU1299794A1 |
| Линия подготовки древесных частиц | 1985 |
|
SU1296417A1 |
| Линия для подготовки древесной стружки в производстве древесностружечных плит | 1984 |
|
SU1242379A1 |
| ТРАНСПОРТНАЯ СИСТЕМА СОРТИРОВКИ СТРУЖКИ В ПРОИЗВОДСТВЕ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 2013 |
|
RU2600130C2 |
| Линия изготовления древесно-стружечных плит | 1985 |
|
SU1281419A1 |
| Линия изготовления древесных частиц | 1985 |
|
SU1328201A1 |
| Дробилка для изготовления стружки из щепы и кусковых древесных отходов | 1990 |
|
SU1754454A1 |
| Линия изготовления биоводостойких древесностружечных плит | 1985 |
|
SU1248809A1 |

13
А-А
12
Редактор М,Товтин
Составитель Н,Дроздова
Техред Л. Сердюков а Корректор, Колб
Заказ 4671/19 Тираж 501Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно полиграфическое предприятие, г. Ужгород, ул. Проектная,4
фиг. 3
| Отливанчик А,Н, Производство и применение древесно-стружечных плит, - М,: Гостройиздат, 1962, с, 47-48 | |||
| МодЛин Б.Д, Производство древесно- стружечных плит, - М.: Высшая школа 1977, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
