Изобретение относится к транспорт но-укладочным операциям, применяемым в промыишенности строительных материалов в частности, при укладке кирпича-сырца на печные вагонетки,изго- тавливаемого методом полусухого прессования, послойной разборки штабелей обожженного кирпича и составления пакета для транспортирования.
Целью изобретения является новы- шение производительности.
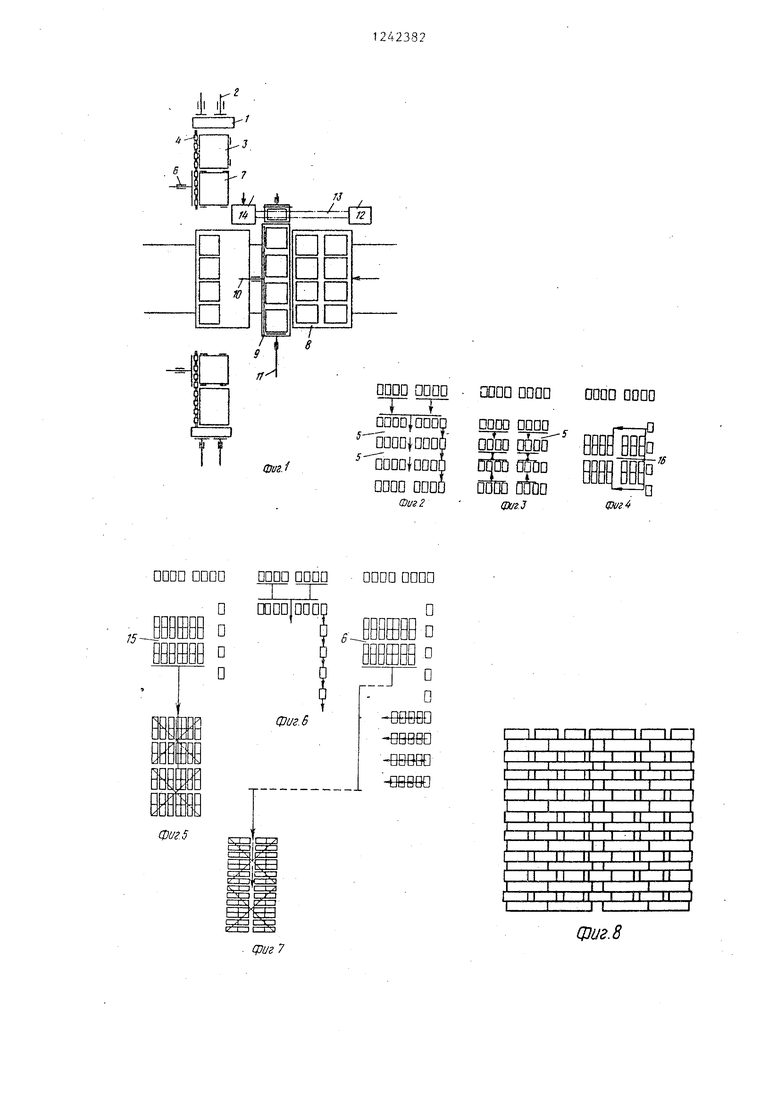
На фиг. 1 изображена линия, реализующая данный способ; на фиг. 2 - схма формирования слоя на выходе из пресса; на фиг. 3 - схема сближения рядов кирпичей к середине слоя; на фиг. 4 схема сближения кирпичей одной част к кирпичам другой; на фиг. 5 - схема сформированной карты в штабель; на фиг. 6 - схема переме- щения части кирпичей другого пресса во вспомогательную зону; на фиг. 7 - схема переноса четного слоя в штабель и формирования во вспомогательной зоне восьмого по счету слоя; на фиг. 8 - вид штабеля спереди; на фиг. 9 - транспортный пакет, общий вид.
Устройство, реализующее данный способ, содержит пресс 1 с двумя ячейками, толкатель 2 кирпичей и шаговые конвейеры 3 и 4. Кирпичи на шаговом конвейере 3 располагаются с промежутками 5. С конвейера 4 кирпичи сталкиваются толкателем 6 на поперечный конвейер 7, где осуществляется накопление слоя, Накопленные слои укладывают в штабель на вагонетку 8. После обжига кирпичи поступают на приемньй стол 9, на котором имеются толкатели 10 и 11. С приемного стола 9 кирпичи поступают на поддон, поступающие из магазина 12 по конвейеру 13. Далее поддоны поступают в устройство 14 для их обвязки.
Способ реализуется следующим образом.
Кирпичи вышедшие из двух ячеек пресса 1, каждая из которых одновременно вьщает по четыре кирпича-сыр- ца, сталкиваются толкателями 2 на шаговый конвейер 3 семь из них, а один - на шаговьЕй конвейер 4. Кирпичи на конвейере 3 накапливают в виде слоя (фиг. 2) из четырех рядов с промежутками 5 для свободного входа в них захватных элементов. Захват (не показан) своими щеками входит в
промежутки 5, сближает ряды к середине слоя и снимает его, образуя в середине технологический зазор 15. После подъема захватные головки приближаются друг к другу, выбирают зазор 16 и сплачивают кирпичи обеих частей (фиг. 4).
Окончательно сформированную карту (фиг. 5) переносят и укладывают в Еттабель (фиг. 8) .
Конвейер 4 за время формирования очередного слоя на конвейере 3, продолжая свое шаговое движение, перемещает четыре корпича в зону поперечного конвейера 7, Толкатель 6 после ка:кдого формирования слоя на конвейере 3 сталкивает четыре кирпича с конвейера 4 на поперечный конвейер 7, который шаговым движением накапливает их семь раз.Этим закан- чивается цикл накопления слоя,являющегося восьмым по счету. Слой снимают с конвейера 7 аналогично сформированным слоям на конвейере 3 и укладывают в штабель.
После загрузки вагонетки . 8 изделиями полусухого прессования ее отправляют в печь.
Вагонетку с обожженными изделиями направляют в зону пакетирования кирпича для транспортировки.Захваты щеками вводят в зазоры 15 штабелей и, сближая ряды к серединной линии, послойно снимают кирпичи, переносят их и укладывают на приемный стол 9, поворачивая чередующиеся слои на 90. На приемном столе 9 толкатель 10 сплачивает корпичи в направлении продольной их ориентации, а толкатель 11 из сплошных рядов дискретно по четыре кирпича с каждого ряда сталкивает на падви;кную опору. Последняя уходит из-под кирпичей, в результате чего они под действием силы тяжести опускаются на готовую часть пакета или поддон, поступающий из магазина 12 по конвейеру 13.Поддоны с кирпичом передают в устройство 14 для обвязки их лентой.После чего их отправляют на складили потребителям.
Способ укладки кирпича-сырца полусухого прессования на печные вагонетки и формирования пакета готовых изделий после обжига для транспортировки является малооперационным производством, обеспечивающим щадяший режим кирпичу при обжиге и транспортно-укладочных операциях.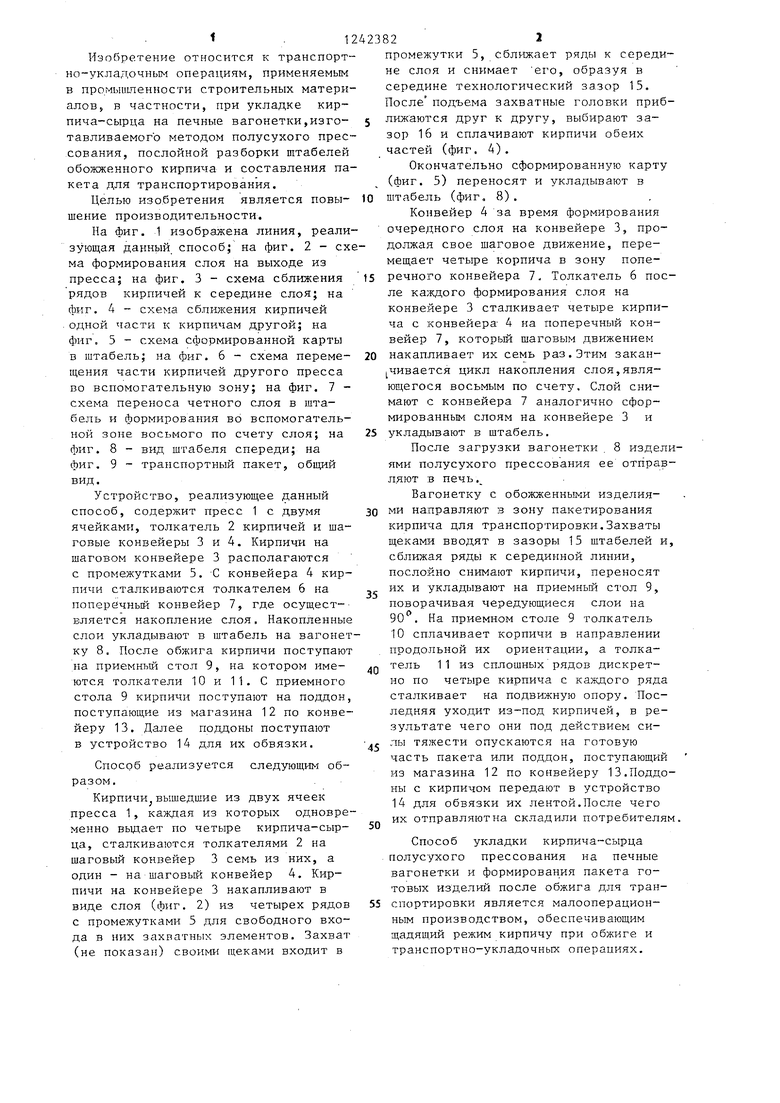
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления кирпича | 1988 |
|
SU1588555A1 |
| Способ формирования пакета изделий прямоугольной формы и линия для его осуществления | 1987 |
|
SU1791302A1 |
| Устройство для формирования садки изделий | 1978 |
|
SU779092A1 |
| Устройство для формирования группы кирпичей | 1988 |
|
SU1577972A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| КОМПЛЕКС ДЛЯ ФОРМОВАНИЯ И ШТАБЕЛИРОВАНИЯ СИЛИКАТНОГО КИРПИЧА-СЫРЦА | 2003 |
|
RU2243891C1 |
| Способ формирования группы кирпичей и устройство для его осуществления | 1980 |
|
SU960021A1 |
| КОМПЛЕКС ДЛЯ ФОРМОВАНИЯ И ШТАБЕЛИРОВАНИЯ СИЛИКАТНОГО КИРПИЧА-СЫРЦА | 2004 |
|
RU2254231C1 |
| Устройство для формирования садки изделий | 1980 |
|
SU939215A1 |
| КОМПЛЕКС ДЛЯ ФОРМОВАНИЯ И ШТАБЕЛИРОВАНИЯ СИЛИКАТНОГО КИРПИЧА-СЫРЦА | 2003 |
|
RU2332301C2 |
DDDD DDDO DDDD DDDD
- фиг 7
DDDD DDDD
-ВВВШ дцппл
LjTjCrtjxJ
фиг. 8
фиг. 9
| УКЛАДЧИК КИРПИЧА НА ПЕЧНЫЕ ВАГОНЕТКИ | 0 |
|
SU375193A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
