1
Изобретение относится к производству керамических изделий и может быть использовано для съема с прессов и укладки на обжиговые вагонетки кирпича, изготовленного методом полусухого прессования.
Известен способ формирования группы кирпичей, включающий переворачивание кирпичей на ребро и накапливание ряда кирпичей. Устройство для осуществления способа содержит поворотные площадки с приводом, выполненным в виде толкателя с упорами, соединенного с силовым цилиндром, а каждая площадка смонтирована на подпружиненном рычаге и выполнена со щтангой, взаимодействующей с упорами при возвратно-поступательном движении is толкателя перегородки для кирпичей и транспортер 1.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ форми- -п рования группы кирпичей, включающий перенос кирпичей на конвейер-накопитель, укладку на нем кирпичей, их раздвижениё и накапливание ряда. Способ рсуществляется устройством, содержащим конвейер-накопитель и перекладчик, выполненный в виде тележки с захватами 2.
Недостатком известного способа и устройства является большое количество операций, производимых при формировании
5 ряда, что приводит к усложнению механизмов автоматов для осадки кирпича полусухого прессования на обжиговые вагонетки. Кроме того, при производстве лицевого кирпича применение известных способов не обеспечивает сохранение боковых поверхностей кирпича, что ухудщает качество готовой . продукции, снижает производительность.
Цель изобретения - исключение повреждения кирпичей и упрощение конструкции устройства, осуществляющего способ.
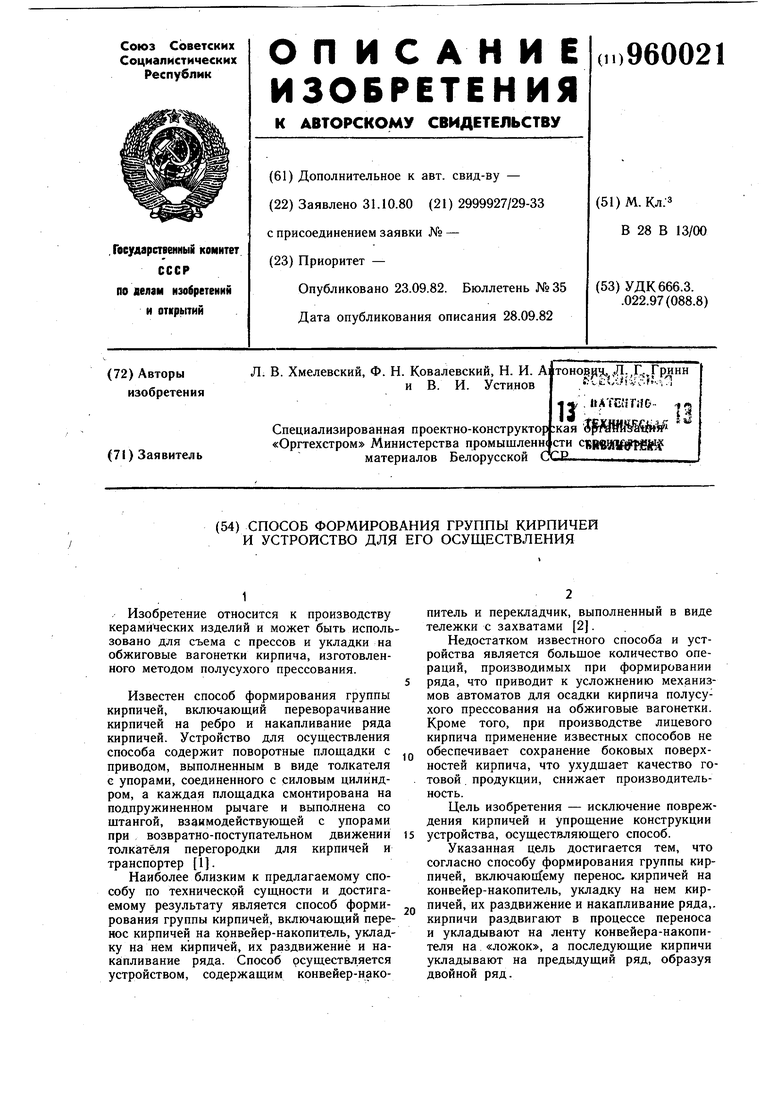
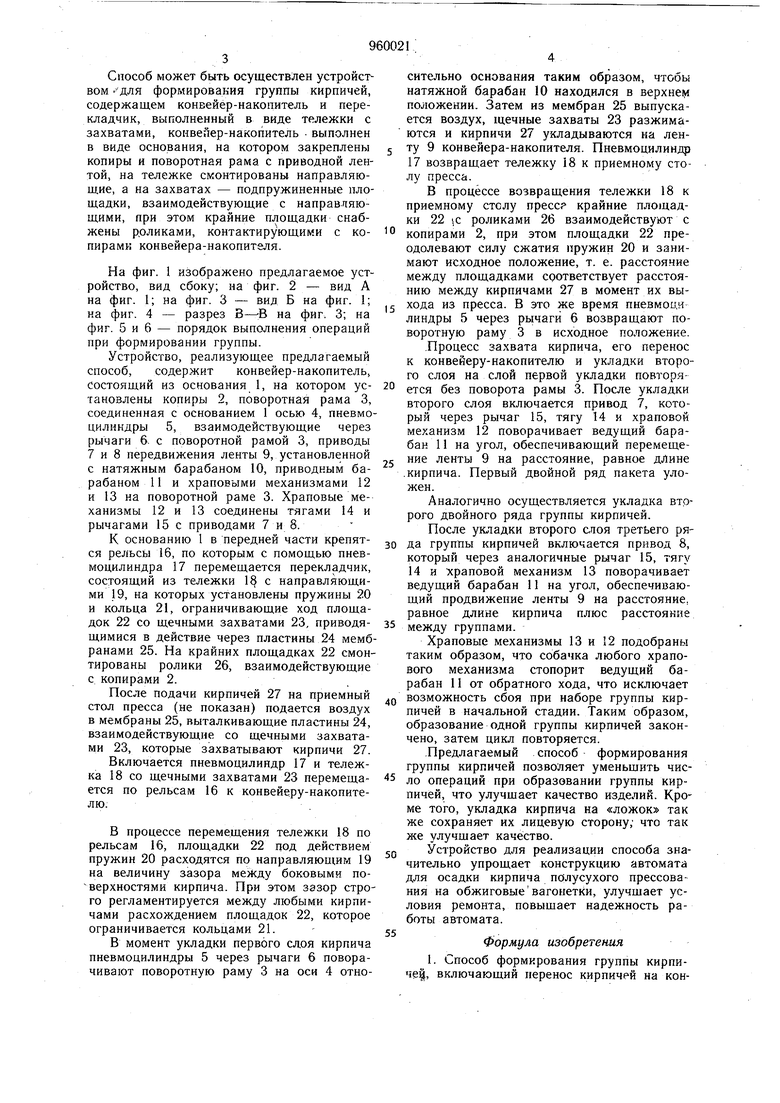
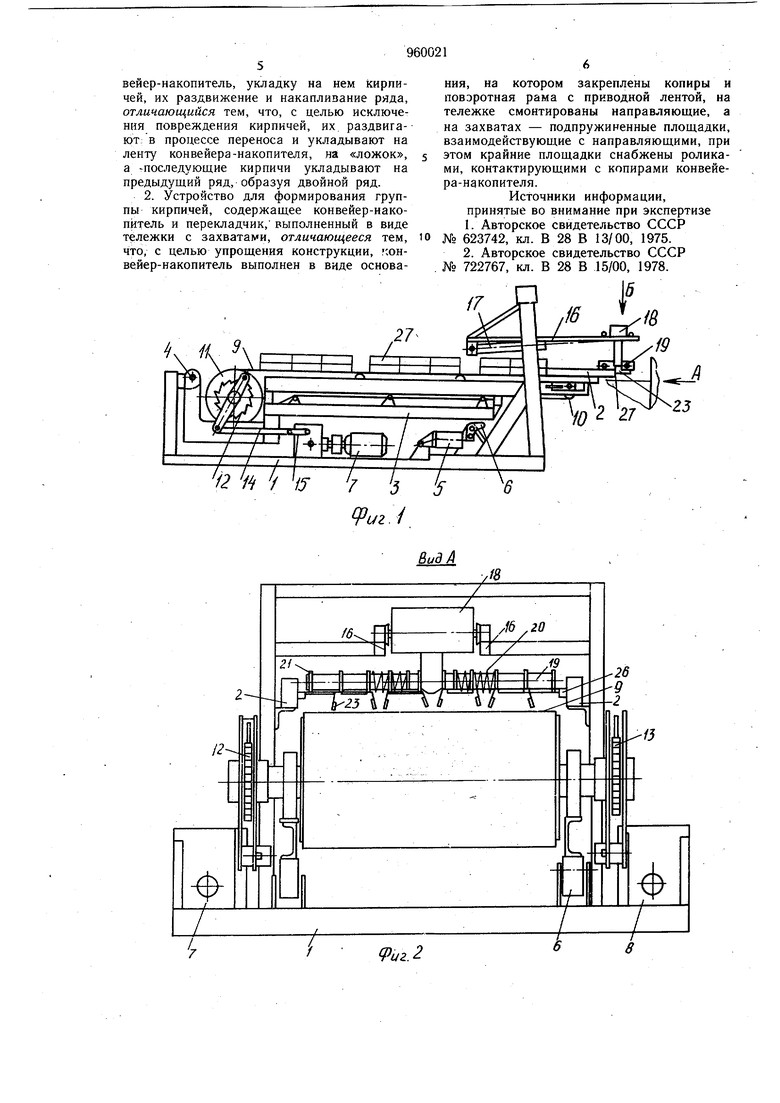
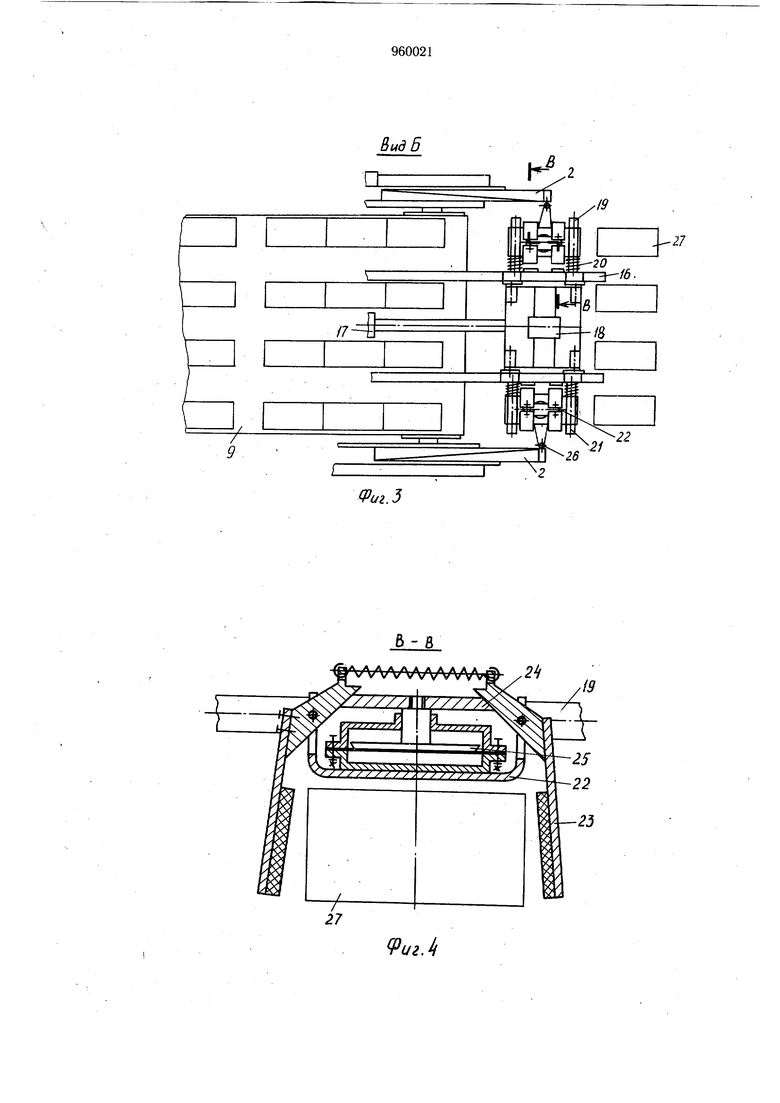
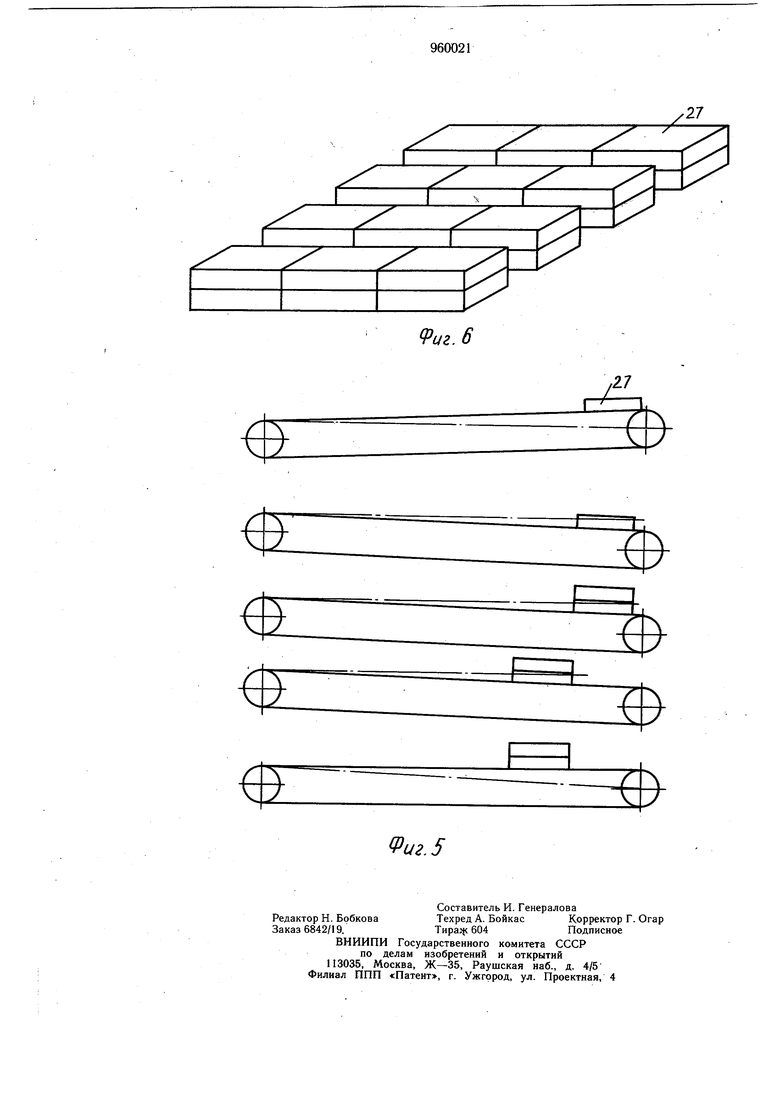
Указанная цель достигается тем, что согласно способу формирования группы кирпичей, включаюпГему перенос, кирпичей на конвейер-накопитель, укладку на нем кирпичей, их раздвижениё и накапливание ряда,, кирпичи раздвигают в процессе переноса и укладывают на ленту конвейера-накопителя на «ложок, а последующие кирпичи укладывают на предыдущий ряд, образуя двойной ряд. Способ может быть осуществлен устройством .ДЛЯ формирования группы кирпичей, содержащем конвейер-накопитель и перекладчик, выполненный в виде тележки с захватами, конвейер-накопитель . выполнен в виде основания, на котором закреплены копиры и поворотная рама с приводной лентой, на тележке смонтированы направляющие, а на захватах - подпружиненные площадки, взаимодействующие с направляющими, при этом крайние площадки снабжены роликами, контактирующими с копирами конвейера-накопителя. На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В В на фиг. 3; на фиг. 5 и 6 - порядок выполнения операций при формировании группы. Устройство, реализующее предлагаемый способ, содержит конвейер-накопитель, состоящий из основания 1, на котором установлены копиры 2, поворотная рама 3, соединенная с основанием 1 осью 4, пневмоцилиндры 5, взаимодействующие через рычаги 6. с поворотной рамой 3, приводы 7 и 8 передвижения ленты 9, установленной с натяжным барабаном 10, приводным барабаном 11 и храповыми механизмами 12 и 13 на поворотной раме 3. Храповые механизмы 12 и 13 соединены тягами 14 и рычагами 15 с приводами 7 и 8. К основанию 1 в передней части крепятся рельсы 16, по которым с помощью пневмоцилиндра 17 перемещается перекладчик, состоящий из тележки 1§ с направляющими 19, на которых установлены пружины 20 и кольца 21, ограничивающие ход площадок 22 со щечными захватами 23, приводящимися в действие через пластины 24 мембранами 25. На крайних площадках 22 смонтированы ролики 26, взаимодействующие с копирами 2. После подачи кирпичей 27 на приемный стол пресса (не показан) подается воздух в мембраны 25, выталкивающие пластины 24, взаимодействующие со щечными захватами 23, которые захватывают кирпичи 27. Включается пневмоцилиндр 17 и тележка 18 со щечными захватами 23 перемещается по рельсам 16 к конвейеру-накопите°В процессе перемещения тележки 18 по рельсам 16, площадки 22 под действием пружин 20 расходятся по направляющим 19 на величину зазора между боковыми по верхностями кирпича. При этом зазор строго регламентируется между любыми кирпичами расхождением площадок 22, которое ограничивается кольцами 21. В момент укладки первого слоя кирпича пневмоцилиндры 5 через рычаги 6 поворачивают поворотную раму 3 на оси 4 относительно основания таким образом, чтобы натяжной барабан 10 находился в верхнем положении. Затем из мембран 25 выпускается воздух, щечные захваты 23 разжимаются и кирпичи 27 укладываются на ленту 9 конвейера-накопителя. Пневмоцилиндр 17 возвращает тележку 18 к приемному столу пресса. В процессе возвращения тележки 18 к приемному стелу пресс крайние площадки 22 с роликами 26 взаимодействуют с копирами 2, при этом площадки 22 преодолевают силу сжатия пружин 20 и занимают исходное положение, т. е. расстояние между площадками соответствует расстоянию между кирпичами 27 в момент их выхода из пресса. В это же время пневмоци линдры 5 через рычаги 6 возвращают поворотную раму 3 в исходное положение. .Процесс захвата кирпича, его перенос к конвейеру-накопителю и укладки второго слоя на слой первой укладки повторяется без п оворота рамы 3. После укладки второго слоя включается привод 7, который через рычаг 15, тягу 14 и храповой механизм 12 поворачивает ведущий барабан 11 на угол, обеспечивающий перемещение ленты 9 на расстояние, равное длине .кирпича. Первый двойной ряд пакета уложен. Аналогично осуществляется укладка второго двойного ряда группы кирпичей. После укладки второго сиоя третьего ряда группы кирпичей включается привод 8, который через аналогичные рычаг 15, тягу 14 и храповой механизм 13 поворачивает ведущий барабан 11 на угол, обеспечивающ й продвижение ленты 9 на расстояние, равное длине кирпича плюс расстояние между группами Храповые механизмы 13 и 12 подобраны таким образом, что собачка любого храпового механизма стопорит ведущий барабан 11 от обратного хода, что исключает возможность сбоя при наборе группы кирпичей в начальной стадии. Таким образом, образование одной группы кирпичей закончено, затем цикл повторяется. .Предлагаемый способ формирования группы кирпичей позволяет уменьщить чис„Q операций при образовании группы кирпичей, что улучшает качество изделий. Кроме того, укладка кирпича на «ложок так же сохраняет их лицевую сторону; что так же улучшает качество. Устройство для реализации способа значительно упрощает конструкцию автомата для осадки кирпича полусухого прессования на обжиговыевагонетки, улучшает условия ремонта, повыщает надежность работы автомата. Формула изобретения I. Способ формирования группы кирпиче, включающий перенос кирпичей на конвейер-накопитель, укладку на нем кирпичей, их раздвижение и накапливание ряда, отличающийся тем, что, с целью исключения повреждения кирпичей, их раздвига- ют в процессе переноса и укладывают на ленту конвейера-накопителя, на «ложок, а -последующие кирпичи укладывают на предыдущий ряд, образуя двойной ряд.
2. Устройство для формирования группы кирпичей, содержащее конвейер-накопитель и перекладчик, выполненный в виде тележки с захватами, отличающееся тем, что, с целью упрощения конструкции, юнвейер-накопитель выполнен в виде основаfe lF T T J л
ния, на котором закреплены копиры и повэротная рама с приводной лентой, на тележке смонтированы направляющие, а на захватах - подпружиненные площадки, взаимодействующие с направляющими, при этом крайние площадки снабжены роликами, контактирующими с копирами конвейера-накопителя.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 623742, кл. В 28 В 13/00, 1975.
2.Авторское свидетельство СССР № 722767, кл. В 28 В 15/00, 1978.
./
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования группы кирпичей | 1987 |
|
SU1548058A1 |
| Линия для изготовления кирпича | 1988 |
|
SU1588555A1 |
| УСТРОЙСТВО для УКЛАДКИ КИРПИЧА-СЫРЦА НА ВАГОНЕТКУ | 1973 |
|
SU368043A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| УСТАНОВКА ДЛЯ СЪЕМА ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU364445A1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| Автомат-укладчик кирпича-сырца полусухого прессования на обжиговые вагонетки | 1975 |
|
SU649583A1 |
| Поточная линия формирования садки кирпича-сырца | 1979 |
|
SU887194A1 |
| Автоматизированный укладчик плит | 1974 |
|
SU607736A1 |
is
/
9uz.k
