Изобретение относится к автоматике и вычислительной технике и может быть использовано в устройствах про- траммного управления металлорежущими станками.
Цель изобретения - повышение точ- ности и производительности обработки путем учета етепени износа деталей привода.. .. .,
На чертеже представлена функциональная схема устройства.
Устройство содержит блок 1 ввода программы, дискретный интерполятор 2, первый блок элементов И, генератор 4 импульсов, блок 5 задания скорости, двухразрядньй регистр 6, элемент И 1 второй блок 8 элементов И, элемент ИДИ 9, триггер 10, датчик 11 фиксации начала движения рабочего органа, На чертеже также показаны исполнитель ные элементы - рабочий орган станка 12, привод 13.
Устройство работает следующим образом.
После включения схема устройства устанавливается в исходное состояние, пр|Ичем триггер 10 - в возбужденное состояние. Программа обработки, записанная на перфоленту и состоягдая из отдельных кадров, считывается блоком 1 ввода программы, с которого в двоичном коде поступает на интерполятор 2 и содержит числовую информацию о величинах, знаках и координатах перемещения, а также ка блок 5 задания скорости, определяя частоту следования его вькодных импульсов, соответству5ощую заданной скорости подачи. .
В режиме интерполяции сигналы на отработку перемещений (переносы) с дискретного интерполятора 2 поступают на вход регистра 6, где накапливаются шаги, считываемые импульсами блока 5 задания скорости, которые подаются через блок 8 элементов И (в случае отпущенного состояния триггера 10) на вход регистра 6, Импульсы с выхода регистра 6 через элемент ИЛИ 9 поступают на вход блока 3 элементов |И, где в зависимости от знаков пере- :мещения, подаваемых в течение време- ни реализации алгоритма интерполяции отрабатываемого кадра со sHaKqeoro выхода интерполятора 2 в блок 3 элементов И, распределяются по вьжодам + или - и поступают на соответствующие входы привода, который производит перемещение рабочего органа станка в одном или в другом направлении.
Выходная частота интерполятора 2
; значительно больше программируемой. Перевод работы интерполятора 2 в истинный масштаб времени осуществляется с помощью элемента И 7, на котором вырабатывается сигнал, блокирующий
О интерполятор 2 при накоплении двухразрядным регистром 6 двух единиц. Интерполятор ждет импульс с выхода блока 5 задания скорости, считывающего один импульс из регистра 6. Таким
5 образом, скорость перемещения приводов подач определяется частотой следования импульсов с выхода блока 5 задания ско.рости.
По окончании отработки кадра ин- IO -З ерполя тором 2 формируется сигнал Ко нец отработки кадра и .подается на блок 1 ввода программы для считывания последующего кадра и на триггер 10, калсдьй раз устанавливая его в бужд5;енное состояние,
Возбужденное состояние триггера 10. разрешает поступление импульсов с блока 5 задания скорости через блок 3 элементов И, В соответствии со зна8 ком предстоящего размерного перемещения они передаются на отработку приводам Тл в течение времени выборки люфта, до момента.начала перемещения рабочего органа станка, В то
|с же время импульсы блока 5 задания скорости с первого выхода блока 8 aneMeH-t тов И не подаются на вход регистра 6 при накоплении им двух единиц (шагов интерполятора) элемент И 7 выходом
jg заблокирует дискретньй интерполятор 2. Считывание импульсов с регистра 6 на вход элемента ИЛИ 9 ос лцествля- ться не будеТэ т.е. начало peajjHsa iH алгоритма инт ерполяции как бы задерj живается,
В момент трогания рабочего органа станка 12 датчик 11 фиксации начала двия;ения рабочего органа станка формирует сигнал отпускающий триггер 10, О Это состояние триггера 10 переключает импульсы блока 5 задания скорости с второго выхода блока 8 элементов И на первый, которые своим наличием на входе регистра 6 обеспечивают начало iS реал; ИЗс1ции ал оритма интерполяции,
Количество импульсов, прошедших до начгша отработки истинных размерных перемещений в процессе выборки люфта
3
пропорционально величине погрешности привода.
В качестве базового объекта выбрана система числового программного управления НЗЗ-1М, Коррктирующи е величины поправок на длину и радиус I инструмента, начальное смещение и т.д. вводятся с помощью управляющей программы обработки, по которой производится опрос соответствующей корректирующей линейки, где записано знд,чение корректирующего кода. Наряду с необходимостью коррекции длины и радиуса инструмента необходимо учитывать погрешность, вносимую люфтами приводов-подач, значительно влияющих на точность обработки деталей.
В системе НЗЗ-1М компенсировать погрешность на люфт возможно в-процессе редактирования программ. А поскольку в процессе эксплуатации величина., погрешности изменяется, то возникает необходимость пересоставления управляющих программ .с учетом нового значения Jloгpeшнocти. . ; Устройство обеспечнва ет коррекцию - прг.решности люфта. Оно корректирует постоянную и переменную составляющие погрешности типй люфт, не требует предварительного измерения значений люфтов с последующим их усреднением и позволяет повысить точность и производительность отработки.
Формула изобретения
Устройство для числового программного управления приводам, содержаСоставитель А.Испрдвникова Редактор Е.Папп Техред М. Ход аи ич Корректор М. Максимишинец
Заказ 3704/46 Тираж 836Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий , 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
2429164
щее элемент ИЛИ, последовательно соединенные блок ввода программы, дискретный интерполятор,первый блок элементов И и последовательно соедн- 5 ненные генератор импульсов, блок задания скорости, второй блок элементов И, двухразрядный регистр и элемент И, выходом подключенный к второму информационному входу дискретJO ного интерполятора, информационный выход которого соединен с вторым входом двухразрядного регистра, а выход конца отработки кадра - с первым входом блока ввода программы, вторым
15 выходом подключенного к второму входу блока задания скорости, второй вход первого блока элементов И соединен с выходом элемента ИЛИ, первый вход которого подключен к второму
20 выходу двухразрядного р егистра, второй вход - к второму выходу второго блока элементов И, а выход первого блока элементов И соединен с приводом, отличающееся тем, что, с целью повь&пения точности и производительности обработки путем учета степени износа деталей привода, в устройство введены датчик фиксации начала движения рабочего органа станка -и триггер, выходом подк почениый к второму входу второго блока элементов И, первю входом - к выходу конца отработки кадра дискретного интерполятора, а вторым входом - к выходу датчика фиксации начала движения рабочего органа , установлен - ного на рабочем органе стан - ка.
25
30
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для числового программного управления | 1983 |
|
SU1124251A1 |
| Устройство для числового программного управления приводом | 1986 |
|
SU1359771A1 |
| Программное задающее устройство | 1981 |
|
SU991376A1 |
| Устройство для числового программного управления | 1989 |
|
SU1737410A1 |
| Устройство для задания программы | 1979 |
|
SU862118A1 |
| Устройство для программного управления | 1979 |
|
SU862116A1 |
| Устройство для программного управления | 1985 |
|
SU1275373A1 |
| Устройство для контроля программ на координатографе | 1983 |
|
SU1149219A1 |
| ЛИНЕЙНО-КРУГОВОЙ ИНТЕРПОЛЯТОР | 1991 |
|
RU2010293C1 |
| Устройство числового программного управления металлорежущими станками | 1979 |
|
SU857934A1 |
Изобретение относится к автоматике и вычислительной технике и может быть использовано в устройствах программного управления металлорежущими стайками. Изобретение позволяет повысить точность и производительность обработки путем учета степени износа деталей привода. Программа обработки считывается блоком 1 ввода Kontn отработки KaSpa программы, поступает на интерполятор 2и на блок 5 задания скорости, определяя частоту следования его выходных импульсов, соответствующую заданной скорости подачи приводов. В режиме интерполяции сигналы на отработку перемещений с дискретного интерполятора 2 поступают на регистр 6, откуда считываются импульсами блока 5 задания скорости (через блок 8 элементов И).Сигналы подаются на блок 3элементов И,где в зависимости от знаков перемещения,подаваемых со знака вого выхода интерполятора 2 в блок 3 9П&4ентов И,распределя. по выходам + или -. Затем поступают на соот- ветсвующие входы привода, который перемещает рабочий орган станка в одном или другом направлении. По окончании отрабоки кадра интерполятором 2 формируется сигнал Конец отработки кадра и подается на блок 1 ввода программы для считывания последующего кадра. 1 ил. a (Л ю 4 о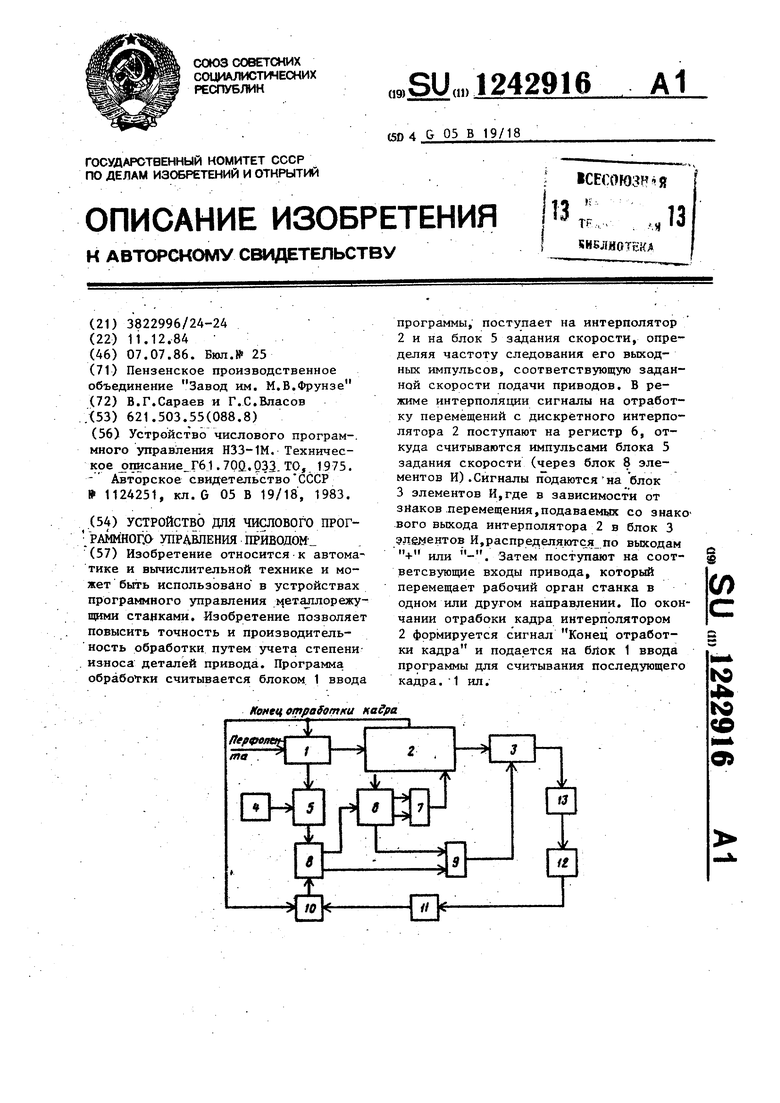
| Устройство числового програм- | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| дЗЗ | |||
| ТО, 1975 | |||
| Устройство для числового программного управления | 1983 |
|
SU1124251A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
