(54) УСТРОЙСТВО ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ
1
Изобретение относится к автоматике и вычислительной технике и может быть использовано в устройствах программного управления металлорежущими станками.
Известно устройство для прогргциМного управления,содержащее блок ввода величины коррекции, последовательно соединенные генератор импульсов, счетчик, блок управления,блок памяти и интерполятор, другие входы которого подключены к выходам счетчика, и блок ввода программы, выходы которого соединены с входами блока памяти 1 .
Недостатком этого устройства является низкая точность из-за отсутствия возможности коррекции люфтов приводов подач станка.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство для программного управления, содержащее блок ввода коррекции, блок управления, последовательно соединенные блок ввода программы, блок, памяти, интерполятор, другие входы которого соединены с выходами счетчика, к входу которого подключен выход ге нератора, первый и второй элементы
И, последовательно соединенные первый логический блок, триггер, третий элемент И и второй логический блок, выход которого соединен с одним из входов блока памяти, первый вход с выходом блока ввода коррекции,а второй вход через третий элемент И с вторым выходом блока управления и первым входом первого элемента И, выход которого подключен к другому входу блока памяти, а второй вход к второму выходу триггера и первому входу второго элемента И, второй вход которого через блок управления
подключен к второму входу триггера, а выход - к входу блока ввода прогpcUvtMH, другие выходы блока пгалятн соединены с входами первого логического блока.
Это устройство позволяет корректировать постоянную составляющую погрешности типа люфт привода подачи р.
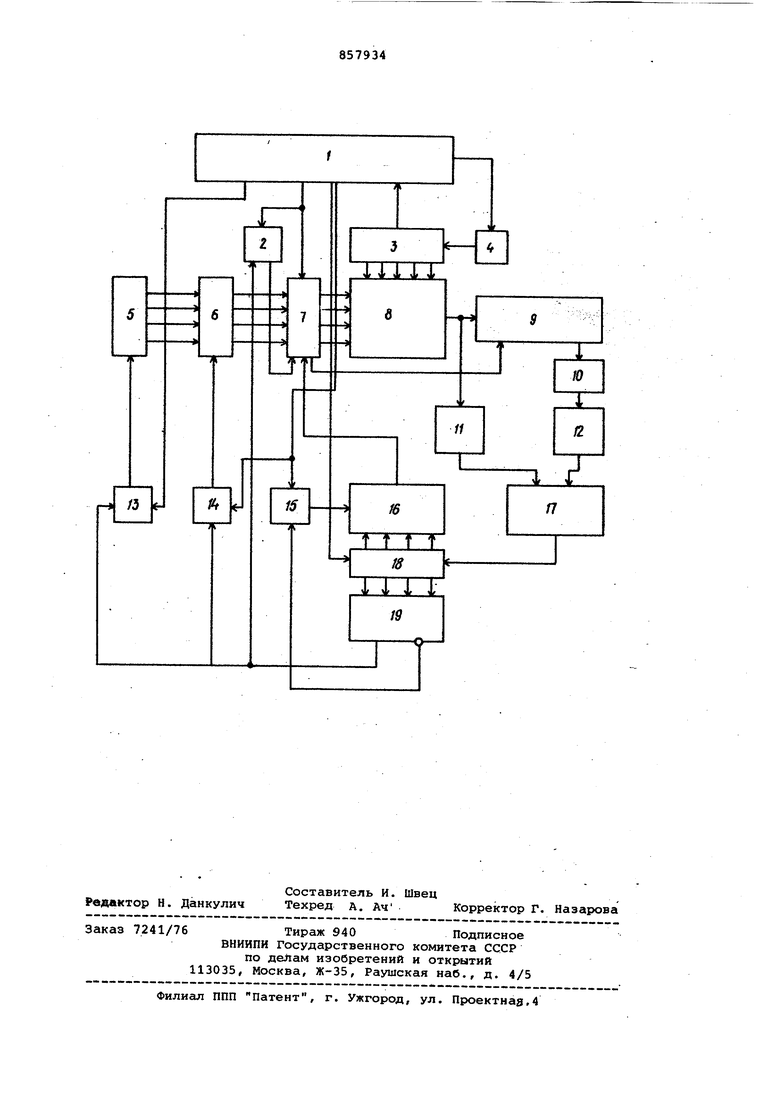
Недостатком этого устройства является то, что такая коррекция погрешности типа люфт наиболее приемлема для станков с малым износом деталей приводов, так как при этом значение данной погрепюостн изменяется незначительно по всей длине рабочего хода стола, и для случаев, когда не требуется слишком высокая точность обработки. В тех случаях, когда или требуется слишком высокая точность обработки, или детали привода имеют износ, который по эначе;нию далеко не одинаков по всей длине 5рабочего хода стола, следует корректировать как постоянную, так и переменную составляющую погрешности, Кроме того, коррекция постоянной составляющей требует предварительног измерения значений люфтов по всей длине рабочего хода с последующим усреднением. Цель изобретения - расширение функциональных возможностей устройства, а следовательно, повышение точности и производительности обработки. Поставленная цель достигается тем, что в устройство числового прог раммного управления металлорежущими станками, содержащее последовательно соединенные блок ввода программы, блок буферной памяти, блок рабочей памяти, интерполятор и привод, а так же последовательно соединенные генератор импульсов, первый счетчик,блок управления, первый элемент И и логический блок, выходом соединенный с вторым входом блока рабочей памяти, второй и третий элементы И, первый вход которого соединен с первым входом первого элемента И, выход - с вторым входом блока буферной памяти второй выход блока управления через второй элемент И подключен к входу блока ввода программы, введены датчик момента начала перемещения рабочего органа, четвертый элемент И. и последовательно соединенные элемент задержки, пятый элемент И, второй счетчик и логический элемент, первым выходом соединенный с вторым входом первого элемента И, вторым выходом с вторыми входами второго и третьего элементов И и первым входом четвертого элемента И, второй вход которо подключен к третьему входу блока ра бочей памяти и третьему выходу блока управления, четвертый выход кото рого соединен с входом генератора им пульсов, пятый выход - с вторым входом второго счетчика, вторыми вы ходами соединенного с вторыми входа ми логического блока, вход элемента задержки подключен к выходу интерполятрра, второй вход привода соеди нен с вторым выходом блока рабочей памяти, а второй вход пятого элемента И - с датчиком момента начала перемещения рабочего органа. На чертеже представлена структур ная схема устройства. Устройство содержит блок 1 управ ления, четвертый элемент И 2, первы счетчик 3, генератор 4 импульсов, блок 5 ввода программы, блок 6 буферной памяти, блок 7 рабочей памяти, интерполятор 8, привод 9, рабочий орган 10, элемент 11 задержки (импульсов), датчик 12 момента начала перемещения рабочего органа, второй,первый и третий элементы И 13, 14 и 15 логический блок 16, пятый элемент И 17, второй счетчик 18, логический элемент 19. Устройство работает следующим образом. Программа обработки, состоящая из отдельных кадров, считывается с перфоленты блоком 5 по команде блока 1 управления в блок 6, а далее по мере обработки кадров, содержащихся в рабочей памяти, переписывается из блока 6 в блок 7, выходы которого управляют интерполятором 8, который за один цикл работы счетчика 3 выдает число импульсов, равное числу, записанному в рабочей памяти перемещений. Если при переполнении счетчика 3 (т.е. по окончании отработки кадра, содержащегося в блоке 7) счетчик 18 находится в исходном состоянии, логический элемент 19 перекрывает элемент И 15 и открывает элементы И 2, 13 и 14, подготавливая схему к работе без коррекции. Блок 1 управления останавливает генератор 4,сбрасывает блок 7 (знак сбрасывается через элемент И 2), далее сигналом Перепись с выхода блока 1 управления через элемент И 14 производится перепись информации с блока б в блок 7 с одновременным сбросом блока 6через элемент И 13 - пуск блока 5 для считывания в блок б нового кадра, после чего включением генератора 4 импульсов начинается новый цикл работы счетчика, т.е. отработка нового кадра. Если в новом кадре, записанном в блоке 7, предусмотрена смена направления перемещения рабочего органа станка, то в связи с наличием люфта рабочий орган 10 приходит в движение не с момента начала отработки этого кадра, а лишь через некоторое время, за которое будет выбран люфт. Естественно, что часть импульсов, выдаваемых интерполятором 8 на вход привода 9, при отработке кадра уйдет на выборку люфта, а по окончании отработки кадра будет иметь место погрешность положения рабочего органа, соответствующая этому числу импульсов . Для коррекции этой погрешности число импульсов, ,идущих на выборку люфта, подсчитывается счетчиком 18 следующим образом: до тех пор, пока рабочий орган (станка) 10 находится в покое, элемент И 17 открыт датчиком 12 и на вход предварительно сброшенного блоком 1 управления счетчика 18 через элемент 11 задержки, необходимой для компенсации задержки между моментами начала подачи импул сов на вход привода 9 до момента тр гания ведущего звена привода, и эле мент И 17 поступают импульсы с выхода интерполятора 8. Как только датчик 12 даёт о начале движения рабочего органа привода, И .17 закрывается, а счетчик 18 содержит число, равное количеству им пульсов , которые потребовались на выборку люфта. В момент окончания кадра счетчик 18находится не в нулевом состоянии и логический элемент 19 перекрывает элементы И 2, 13 и 14,запрещая перепись буферной памяти блока б в рабочую блока 7, сброс буферной пс1мяти, сброс рабочей памяти знака перемещений, содержгицейся в .блоке 7 рабо чей памяти, и пуск блока 5.Блок 1 управления выключает генератор 4, сбрасывает рабочую память перемещений блока 7 (рабочая память знака не сбрасывается), сигналом Перепис через элемент И 15, открытый элемент 19и логический блок 16, подключенный к выходам счетчика 18, переписы вает информацию о корректирукяцем воздействии из счетчика.18 в рабочую память перемещений блока 7, после чего включает генератор 4, сигналом Конец переписи сбрасывает счетчик 18. После этого начинается отработка корректирующего кадра, после завершения которой производится дальнейшая отработка программы. Применение данного устройства .позволяет проводить коррекцию постоянной и переменной составляющей погрешности типа люфт, а для введения этой коррекции не требуется предварительного измерения и последующего усреднения значений .погрешности по всей длине рабочего хода стола. Таким образом, его применение позволяет повысить точность и производительность станков с ЧПУ. Формула изобретения Устройство числового программного управления металлорежущими станками содержащее последовательно соединенные блок ввода программы, блок буферной памяти, блок рабочей памяти, интерполятор и привод, а также последовательно соединенные генератор импульсов, первый счетчик, блок управления, первый элемент И и логический блок, выходом соединенный с вторым входом блока рабочей памяти, второй и третий элементы И, первый вход которого соединен с первым входом первого элемента И, выход с вторым входом блока буферной памяти, второй выход блока управления через второй элемент И подключен к входу блока ввода программы, отличающееся тем, что, с целью расти- . рения фунюхиональных возможностей устройства, в него введены датчик момента начала перемещения рабочего органа, четвертый элемент И и последовательно соединенные элемент задержки, пятый элемент И, второй счетчик и логический элемент, первым выходом соединенный с вторым входом первого элемента И, вторым входом - с, ВТО1ИЛМИ входами второго и третьего элементов И и первым входом четвертого элемента И, второй вход которого подключен к третьему входу блока рабочей памяти и третьему выходу блока управления, четвертый выход которого соединен с входом генератора импульсов, пятый выход с вторым входом второго счетчика, вторыми выходами соединенного с вторыми входами логического блока, вход элемента задержки подключен к выходу интерполятора, второй вход привода соединен с вторымвыходом блока рабочей памяти, а второй вход пятого элемента И - с датчиком момента начала пер емещения рабoчq o органа. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке 2514645, кл. G 05 В 19/18, 1978, 2.Контур ЗП-68. Инструкция по эксплуатации ПА 3.053.000 ИЭ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления | 1979 |
|
SU862116A1 |
| Устройство для программного управления | 1985 |
|
SU1275373A1 |
| УСТРОЙСТВО ДЛЯ числового ПРОГРАММНОГОТ1:Х11/^1С.^;;-д^Е Ш5'БЛК-«Г^-д | 1979 |
|
SU826279A1 |
| Устройство для числового программного управления | 1983 |
|
SU1124251A1 |
| Устройство для числового программного управления приводом | 1986 |
|
SU1359771A1 |
| Устройство для числового программного управления приводом | 1984 |
|
SU1242916A1 |
| Устройство числового программного управления | 1984 |
|
SU1241196A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для числового программного управления станками | 1985 |
|
SU1291928A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1981 |
|
SU1004974A1 |