Известен способ ковки или прокатки полых поковок (заготовок) на оправке.
Описываемый способ по сравнению с известным позволяет получить поковки со впадинами на их внутренней поверхности или оребреннымн изнутри.
Особенность способа состоит в том, что отковку или л;рокатку производят на разборной оправке, состоящей из стержня, на котором установлен цилиндр, имеющий наружную поверхность, соответствующую внутреннему контуру изготовляемой поковки (заготовки), и двух щайб, ограничивающих течение металла.
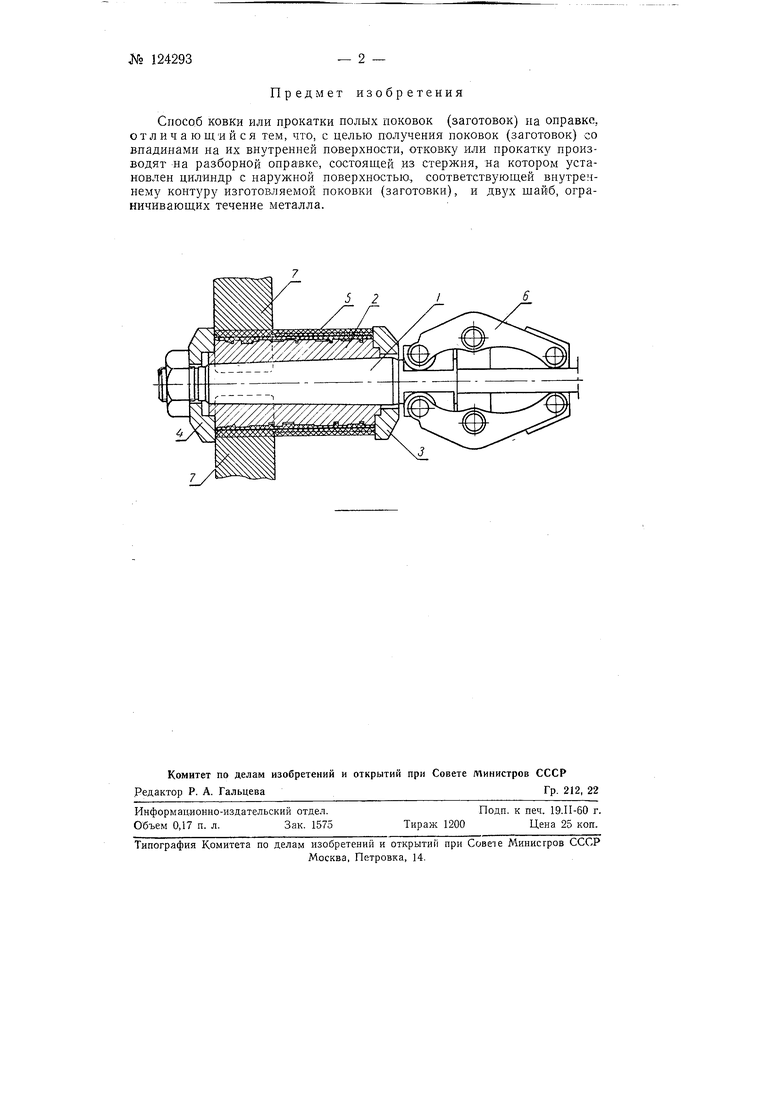
На чертеже изображена схема разборной оправки, применяемой при осуществлении этого способа.
Разборная оправка состоит из стержня /, цилиндра 2 и двух щайб .
Наружная поверхность цилиндра 2 имеет поверхность с выступами, соответствующими впадинам (углублениям) на внутренней поверхности получаемой полой ,п/оковки.
На разборную оправку надевается трубная заготовка 5 и в подогретом состоянии проковывается с помощью манипулятора 6 в вырезных бойках 7 ковочного молота ( т) или пресса (400-500 т) до полного заполнения металлом заготовки всех углублений на поверхности цилиндра 2. Течение металла в процессе изготовления поковки вдоль оправки ограничивается щайбами 3 -я 4.
После ковки оправка передается на токарный станок для обточки заготовки до требуемого диаметра и затем на разборочный стенд. Формование внутренней поверхности поковки может быть произведено также путем обжатия трубной заготовки в трехвалковой мащине.
Предмет изобретения
Способ ковки или прокатки иолых поковок (заготовок) на оправке, отличающийся тем, что, с целью получения поковок (заготовок) со впадинами на их внутренней поверхности, отковку или прокатку производят на разборной оправке, состоящей из стержня, на котором установлен цилиндр с наружной поверхностью,, соответствующей внутреннему контуру изготовляемой поковки (заготовки), и двух шайб, ограничивающих течение металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования пустотелых деталей переменного сечения | 1949 |
|
SU86383A1 |
| Пресс для изготовления труб с внутренними продольными ребрами | 1957 |
|
SU111005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ДЛЯ КОРПУСОВ ИЗДЕЛИЙ ТИПА ШАРОВЫХ КРАНОВ | 2010 |
|
RU2447967C2 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2005 |
|
RU2297892C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭШП И НЛЗ | 2004 |
|
RU2275977C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 159х7х10000-11000 мм ИЗ ТИТАНОВЫХ СПЛАВОВ ПТ-1М И ПТ-7М | 2016 |
|
RU2615927C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 273х10х8700-9500 мм ИЗ ТИТАНОВЫХ СПЛАВОВ ПТ-1М И ПТ-7М | 2017 |
|
RU2640694C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭШП И НЛЗ | 2005 |
|
RU2297891C2 |
| Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей | 1987 |
|
SU1542684A1 |