Изобретение относится к обработке металлов давлением, в частности к получению полых поковок с выступами и впадинами по всей высоте боковых поверхностей, и может быть использовано в производстве деталей с наружным и внутренним зацеплением в различных отраслях промышленности.
Наиболее близким по технической сущности к изобретеные является устройство для изготовления полых деталей с выступами и впадинами на боковых поверхностях [1] .
Устройство содержит верхнюю подвижную и нижнюю неподвижные плиты с закрепленными на них соответственно кольцевым пуансоном и матрицей с рельефной рабочей поверхностью, а также оправку.
Техническим результатом изобретения является снижение трудоемкости путем уменьшения ее при получении поковок и изготовлении устройства, а также расширение технологических возможностей за счет увеличения габаритов получаемых поковок. Решается техническая задача удержания поковок по наружной поверхности при съеме их с оправки и облегчение получения сложного внутреннего профиля матрицы путем более свободного доступа инструмента к обрабатываемым поверхностям.
Технический результат достигается тем, что устройство, содержащее верхнюю подвижную и нижнюю неподвижную плиты с закрепленными на них соответственно кольцевым пуансоном и матрицей с рельефной рабочей поверхностью, а также оправку, снабжено средством фиксации заготовки, выполненном в виде радиально расположенных в стенке матрицы на расстоянии от ее верхнего торца, превышающем рабочий ход пуансона, сквозных отверстий с режущей кромкой на внутренней поверхности матрицы и наклоненных в сторону ее наружной поверхности, при этом матрица выполнена секционной, а оправка жестко установлена на верхней плите внутри кольцевого пуансона.
Устройство отличается тем, что угол наклона радиальных сквозных отверстий составляет 20о, радиальные сквозные отверстия выполнены с увеличивающейся в сторону наружной поверхности матрицы сечением, радиальные сквозные отверстия расположены в выступах рельефной рабочей поверхности матрицы.
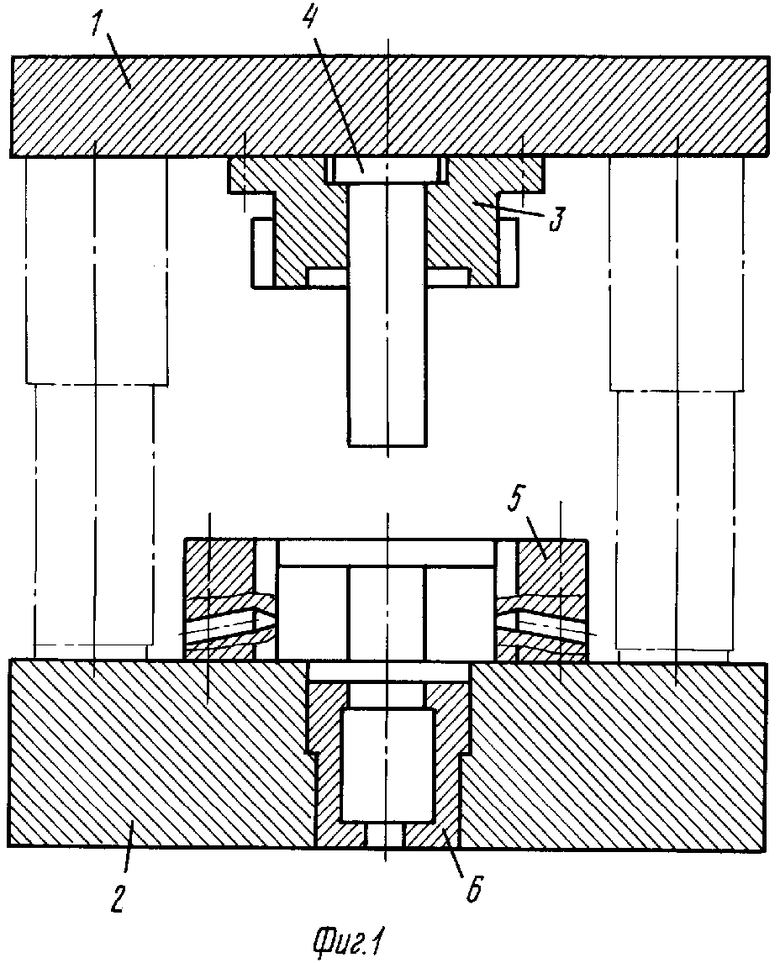
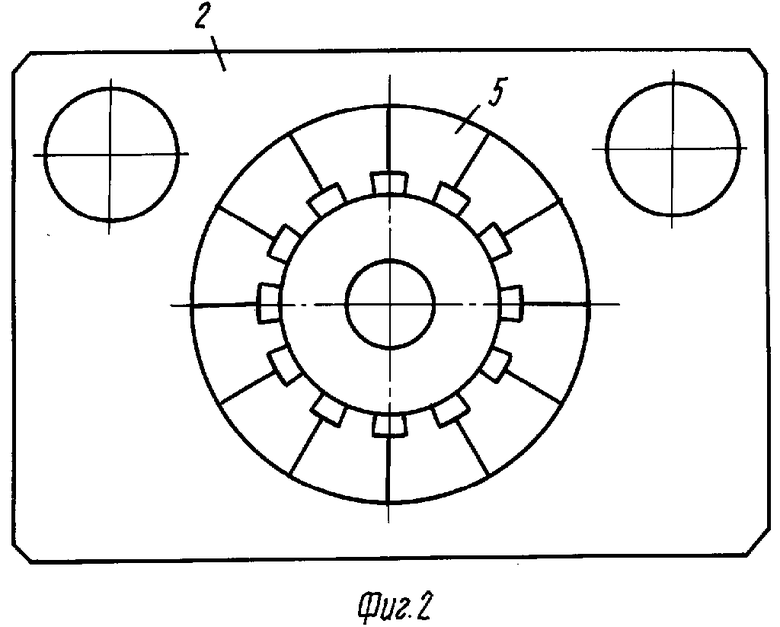
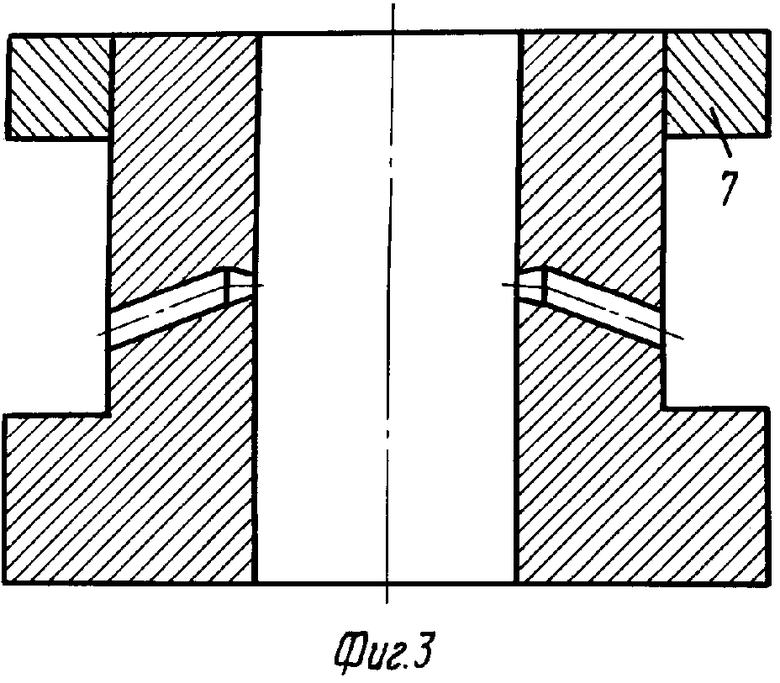
На фиг. 1 показан главный вид штампа; на фиг. 2 - нижняя часть штампа, план; на фиг. 3 - вариант выполнения матрицы; на фиг. 4 - часть матрицы по фиг. 3, план.
Штамп состоит из верхней 1 и нижней 2 плит, пуансона 3, оправки 4, матрицы 5 и выталкивателя 6. Для соосного перемещения верхней части относительно нижней штамп имеет направляющую систему из направляющих втулок и колонок.
Матрица имеет внутреннюю боковую рельефную рабочую поверхность, по которой оформляется наружная поверхность поковки с выступами и впадинами. Матрица выполнена секционной: одна секция на впадину или выступ изделия при крупных впадинах и выступах или одна секция на несколько впадин и выступов в случае, если они мелкие. Секции матрицы имеют радиальные сквозные отверстия с режущей кромкой на внутренней поверхности, которые увеличиваются в сторону наружной поверхности и наклонены в сторону наружной поверхности. Отверстия предназначены для затекания в них металла заготовки при осадке в момент растекания его в периферийном направлении и образования на поверхности поковки технологических отростков и вывода их из зоны штампа после отделения от поковки. Угол наклона отверстий составляет 20о. Это обеспечивает надежное самопроизвольное скатывание отделенных отростков.
Наименьший диаметр отверстий и их количество зависят от необходимой степени задержки поковки при отходе пуансона и оправки, высота расположения отверстий - от высоты заготовки и хода пуансона, т. е. отверстия обеспечивают получение отростков в поковке. Матрица крепится к нижней плите штифтами и винтами или болтами.
На фиг. 3 показан вариант выполнения крупных матриц для получения высоких поковок. Секция матрицы выполнены ступенчатыми. В нижней широкой ступени расположены штифты и винты или болты, верхняя часть матрицы опоясана небольшим по высоте бандажом 7 - кольцом, изготовленным раскаткой.
По фиг. 4 секция матрицы выполнена на получение впадины поковки. В выступе секции имеется ранее упомянутое радиальное сквозное отверстие. Контуры секции матрицы изготавливают по копиру. При применении долбяка для получения впадины матрицы предпочтительно изготовление в сборе, т. е. на период обработки секции жестко скрепляются. Возможно получение впадины матрицы в одной секции, но в этом случае радиальные отверстия для технологических отростков получают в сборе двух секций.
Пуансон имеет такую наружную боковую рельефную поверхность, что он входит в матрицу без зазора. Пуансон крепится к верхней плите штифтами и винтами или болтами.
Оправка расположена внутри пуансона и соосно ему. Оправка выступает за нижнюю плоскость пуансона на величину, равную высоте матрицы. При изготовлении изделий с гладким внутренним контуром оправка гладкая. При изготовлении изделий с выступами и впадинами на внутренней поверхности оправка имеет рельефную рабочую поверхность. Оправка с помощью хвостовика может крепиться к торцу пуансона на резьбе. Тогда пуансон выполняется сплошным, а сама оправка будет короче.
Выталкиватель имеет ступенчатую внутреннюю полость. Первая ступень предназначена для центрирования оправки, вторая - как освобождение для прохода оправки при дальнейшем движении вниз.
Штамп работает следующим образом. В открытом положении нижний торец оправки отстоит от верхней плоскости матрицы на расстояние, равное высоте заготовки. Заготовка, имеющая наружный диаметр, равный диаметру выступов матрицы, и внутренний диаметр, равный диаметру оправки, если она гладкая, или диаметру ее выступов, если оправка рельефная, устанавливается внутрь матрицы на нижнюю плиту. При горячей штамповке размеры заготовки назначаются с учетом расширения при нагреве. Нижняя плита является нижней плитой для осадки. Верхней плитой для осадки является пуансон.
При движении верхней подвижной части штампа вниз оправка входит внутрь заготовки. В момент, когда оправка сопрягается с центрирующим пояском выталкивателя, нижний торец пуансона подходит к верхнему торцу заготовки. При дальнейшем движении подвижной части инструмента вниз под воздействием пуансона заготовка осаживается, уменьшаясь по высоте и увеличиваясь в поперечном сечении. При этом боковые поверхности заготовки принимают форму матрицы и оправки.
Во время осадки металл наружной боковой поверхности заготовки затекает в радиальные отверстия матрицы с образованием технологических отростков. Нижний торец пуансона имеет углубление, а выталкиватель в исходном положении находится ниже зеркала нижней плиты. Таким образом во время осадки происходит затекание металла в аксиальные полости. Так получают изделия со ступицами меньшего диаметра, чем его полотно.
Плоские изделия получают плоским пуансоном, при положении выталкивателя заподлицо с зеркалом нижней плиты. Если пуансон имеет выступ на торце и выталкиватель в исходном положении выступает над зеркалом нижней плиты, получают изделия с углублением на торцах. При движении вверх подвижной части штампа поковка остается в матрице, задерживаясь в ней технологическими отростками. Этим обеспечивается съем поковки с оправки и освобождение их торцовых полости или выступа пуансона. Освобождение наружной поверхности поковки происходит при движении выталкивателя вверх, при этом движется вверх и поковка. Технологические отростки срезаются и по отверстиям матрицы скатываются вниз за пределы штампа. Отверстия в матрице, имеющие диаметр больший, чем диаметр отростка и угол их наклона обеспечивают беспрепятственное освобождение матрицы от отростков. Таким образом поковка выталкивается из матрицы. Снова устанавливается заготовка, процесс повторяется.
Применение устройства позволяет увеличить номенклатуру получаемых изделий, упростить конструкцию и изготовление штампа, увеличить надежность процесса, уменьшить количество механической обработки и расход металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ПОКОВОК ОСАДКОЙ | 1991 |
|
RU2011466C1 |
| УСТРОЙСТВО ДЛЯ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2011465C1 |
| Устройство для изготовления полых деталей | 1989 |
|
SU1704896A1 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| Способ изготовления зубчатых колес | 1990 |
|
SU1803248A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ОСАДКОЙ | 1992 |
|
RU2006329C1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 1999 |
|
RU2165329C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |

Сущность изобретения: устройство содержит кольцевой пуансон, матрицу с рельефной рабочей поверхностью и оправку. Матрица с рельефной боковой рабочей поверхностью выполнена секционной с радиальными отверстиями для образования отростков на поковке. Отверстия выполнены в секциях матрицы и имеют расширяющееся сечение и наклон в сторону наружной поверхности матрицы. Оправка жестко установлена внутри кольцевого пуансона, который без зазора движется по матрице. При обратном ходе пуансона поковку удерживают в матрице радиальные технологические выступы. В процессе выталкивания поковки из матрицы технологические выступы срезаются режущими кромками радиальных отверстий матрицы. 3 з. п. ф-лы, 4 ил.
