Известны устройства для вертикального формования объемных железобетонных элементов с применением неподвижной вибрирующей опалубки.
Настоящее изобретение относится к таким же устройствам, используемым, например, для формования санитарно-технических кабин.
В предлагаемом устройстве с целью механизации процесса формования, экономии металла на опалубке и удобства производства распалубки, совокупно применены неподвижная раскрывающаяся наружная и вг.утренняя опалубка (высотой на часть изделия) и подъемно-опускное днище, на которое опирается поярусно бетонируемое изделие.
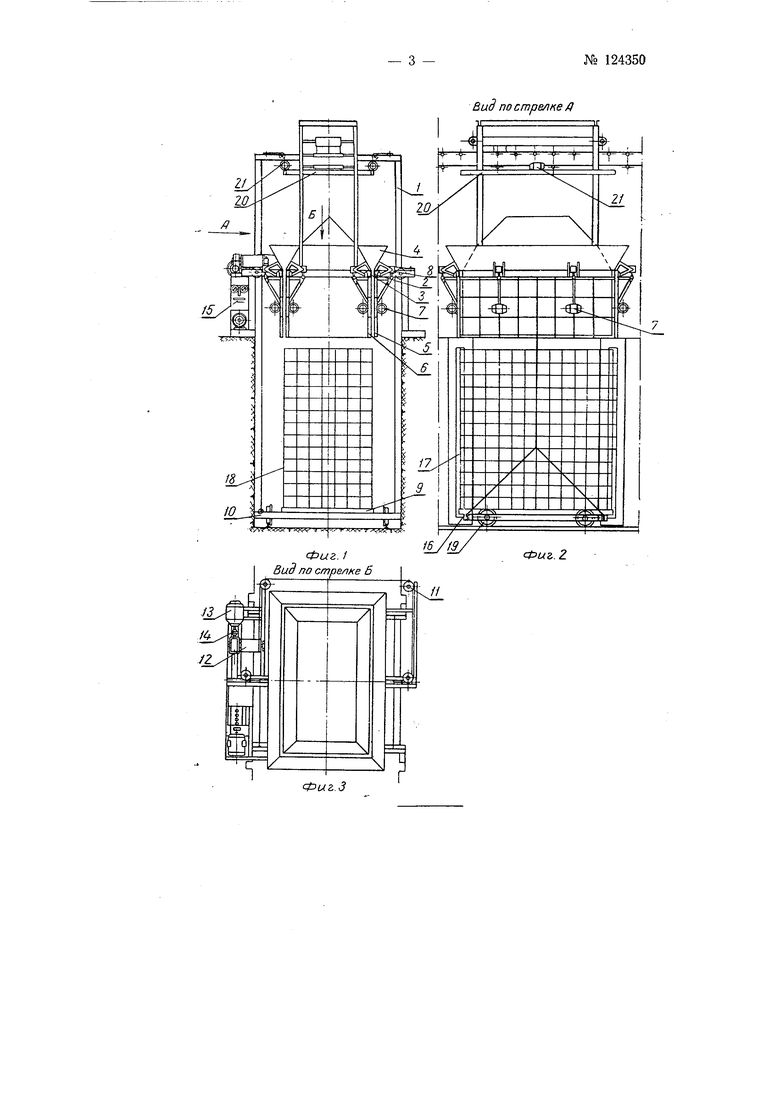
На фиг. 1 изображено описываемое устройство в общем виде; на фиг. 2--то же, ВИД по стрелке А на фиг. 1; на фиг. 3-вид по стрелке Б на фиг. 1.
Устройство состоит из установленного над пропарочной транщеей корпуса, выполненного в виде портала 1 с укрепленными на нем конценгрично расположенными в горизонтальной плоскости рамами: наружной 2 и внутренней 3, образующими между собой замкнутый зазор, соединенный с приемным бункером 4, выпускное отверстие которого соответствует очертанию зазора. Ширина этого зазора определяет толщину сгенок бетОНИруемого элемента.
3низу по периметру обращенных друг к другу концентрических поверхностей рам соответственно смонтированы раскрывающиеся наружная 5 и внутренняя 6 опалубки, снабженные вибраторами 7. Раскрывание и закрывание опалубок производится от приводов пневмоцилиндров 8. Опалубка выполнена высотой на часть бетонируемого элемента, вследствие чего последнее опирается на подъемно-опускное днище 9, располагаемое на подхватных траверсах 10, связанных при посредстве трособлочной системы 11 с барабаном 12, приводимым во вращение электро№ 124350
двигателем 13 через редуктор 14. Управление механизмами происходит из пульта управления 15.
Траверсы снабжены на концах роликами 16, движущимися по металлическим направляющим 17, вмонтированным в стены пропарочной траншеи.
Подача днища с установленным на нем арматурным каркасом 18 к месту бетонирования блока кабины, а также откатка готового блока производится тележкой 19.
Бетонирование блока производится поярусно при подъеме днища к опалубке и последовательном опускании его после забетонирования и отвердения каждого яруса до посадки днища на тележку.
Для унлотнения и выравнивания верхней части блока применен вибронригруз 20, который выполнен в виде подъемно-опускной металлической рамы со смонтированными на ней вибраторами 21.
Предмет изобретения
Устройство для вертикального формования объемных железобетонных элементов, например санитарно-технических кабин, с применением неподвижной вибрирующей опалубки, отличающееся тем, что, с целью механизации процесса формования; экономии металла на опалубке и удобства производства распалубки, совокупно применепы неподвижная раскрывающаяся наружная и внутренняя опалубка (высотой на часть изделия) и подъемно-опускное днище, на которое опирается поярусно бетонируемое изделие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вертикального формования объемных железобетонных элементов, например санитарно-технических кабин или секций сборных домов | 1959 |
|
SU124860A1 |
| Установка для изготовления железобетонных блоков пролетных строений мостов с кессонным перекрытием | 1982 |
|
SU1090563A1 |
| Установка для изготовления объемных железобетонных блоков | 1980 |
|
SU998121A1 |
| Машина для изготовления железобетонных изделий | 1978 |
|
SU727454A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Установка для формования объемных элементов | 1977 |
|
SU1000278A1 |
| Устройство для изготовления объемных элементов | 1980 |
|
SU935301A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ ТИПА | 1973 |
|
SU381536A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНОГО БЛОКА | 2012 |
|
RU2540371C2 |